Условно выделено десять этапов системы контроля и оценки качества результатов ГИС (рис. 5.1). Для каждого этапа определены его целевая функция, программа исследований, техническое обеспечение и содержание управляющего решении по завершении этапа.

Рис. 5.1. Поэтапная схема контроля результатов ГИС.
Этап 1 – первичная поверка аппаратуры .
Осуществляется при спуске аппаратуры на заводе-изготовителе и входном контроле её в условиях геофизического предприятия. В метрологическом отношении целью этапа является стандартизация рабочих средств измерения, в том числе и после их ремонта, затронувшего метрологические параметры аппаратуры.
Содержание работ.
1. Установление работоспособности аппаратуры по полной программе, в соответствии с техническими условиями на аппаратуру.
2. Проверка эксплуатационных характеристик: баростойкости, теплостойкости, вибростойкости.
3. Проверка стандартности по всей совокупности метрологических параметров, как основных, так и дополнительных (устанавливается соответствие поверяемой аппаратуры её эталонному образцу).
4. Установление уровня статистических и динамических составляющих погрешностей измерений.
Техническое оснащение.
Универсальный стенд для определения работоспособности и эксплуатационных характеристик аппаратуры. Многозначные образцовые меры измерений (стандартные образцы состава и свойств горных пород, поверочные установки, имитаторы), воспроизводящие несколько значений измеряемых физических величин в рабочем диапазоне их измерения. Контрольно-поверочная скважина, максимально удовлетворяющая требованиям оценки сходимости и воспроизводимости результатов измерений для всей измерительной системы (скважинный прибор, кабель, наземная измерительная панель, устройство для регистрации результатов измерений).
Управленческие решения.
1. Аппаратура удовлетворяет по всей совокупности эксплуатационных и метрологических параметров нормативно-технической документации (НТД) и условиям её применения и передаётся для производственного использования.
2. Аппаратура не удовлетворяет требованиям НТД по отдельным частным параметрам. Она передаётся в ремонт в условиях геофизического предприятия, эксплуатирующего аппаратуру.
3. По большинству параметров, как эксплуатационных, так и метрологических, аппаратура не удовлетворяет требованиям НТД и возвращается на завод-изготовитель.
Этап 2 – периодическая поверка .
Осуществляется в стационарных условиях геофизического предприятия, эксплуатирующего аппаратуру с периодичностью, регламентированной НТД на методы и средства поверки. Цель этапа – установление соответствия метрологических параметров аппаратуры их номинальным значениям.
Содержание работ.
1. Проверка эксплуатационных характеристик аппаратуры по ограниченной программе.
2. Проверка стабильности и соответствия номиналу основных нормируемых метрологических параметров.
3. Установление уровня статистических и динамических составляющих погрешности измерений.
Техническое оснащение.
Испытательный стенд с менее широким, чем на этапе 1, набором воспроизводимых условий для оценки работоспособности аппаратуры. Целесообразно предусмотреть испытания на термостабильность и вибростойкость. Образцовые средства измерений (поверочные установки, имитаторы), воспроизводящие как минимум крайние значения измеряемых параметров. Контрольно-поверочная скважина, удовлетворяющая требованиям, приведённым в этапе 1.
Управленческие решения.
1. Аппаратура имеет номинальные метрологические параметры и пригодна к эксплуатации.
2. Поверяемые параметры аппаратуры отличаются от номинальных значений. Рекомендуется ремонт в условиях геофизического предприятия.
3. Степень нестандартности аппаратуры значительная. Необходима поверка аппаратуры по полной программе в соответствии с содержанием работ этапа 1.
Этап 3 – поверка на базе перед выездом на скважину .
Цель этого этапа – оперативный контроль работоспособности и устойчивости основных метрологических параметров аппаратуры.
Содержание работ.
1. Поверка по одному значению измеряемого параметра или его аналогу одной из метрологических характеристик аппаратуры, например, коэффициента преобразования.
2. Проверка линейности измерительной системы.
3. Проверка работы встроенных (или автономных) калибраторов-имитаторов.
4. Получение исходных данных для масштабирования диаграмм.
Техническое оснащение.
Образцовые средства измерений (однозначные поверочные установки, меры, калибраторы-имитаторы). Измерения выполняются в целом для всей измерительной системы, включающей скважинный прибор, кабель, наземную измерительную панель, устройства для регистрации и визуализации данных каротажа.
Управленческие решения.
1. Результаты поверки положительные, разрешается выезд на скважину.
2. Аппаратура нуждается в незначительном ремонте.
3. Поверяемых комплекс аппаратуры неработоспособен либо имеет искажённые метрологические параметры. Неисправная аппаратура заменяется на экземпляр, прошедший периодическую поверку и удовлетворяющий требованиям этапа 3. Неисправная аппаратура возвращается на базу для проведения периодической поверки.
Этап 4 – первичная калибровка на скважине .
Цель этапа – оперативный контроль пригодности аппаратуры для проведения исследования в скважине.
Содержание работ.
1. Проверка работоспособности всей измерительной системы, в том числе и встроенных калибраторов (стандарт-сигнала).
2. Поверка чувствительности (коэффициента преобразования) системы от внешнего источника информационного сигнала; проверка цены условной единицы.
3. Масштабирование диаграмм.
Техническое оснащение.
Полевые калибраторы (имитаторы), встроенные источники стандарт-сигнала.
Управленческие решения.
1. Аппаратура исправна, стандартна и стабильна. Можно проводить каротаж.
2. Изменился один из параметров аппаратуры. Неисправность не устраняется настройкой. Производится замена аппаратуры на дубликат.
3. Измерительная система неисправна. Необходимо возвращение на базу.
Этап 5 – контроль параметров аппаратуры при спуске .
Цель этапа – контроль параметров измерительной системы, в том числе элементов управления и диагностики в динамическом режиме работы аппаратуры.
Содержание работ.
1. Проверка работы встроенных калибраторов-имитаторов и источников стандарт-сигнала.
2. Контроль параметров (режимов) измерений.
3. Контроль устойчивости работы измерительной системы (отсутствие искрений, выбросов, перерывов в записи).
Техническое оснащение.
Встроенные калибраторы-имитаторы, источники стандарт-сигнала, устройства диагностики и управления.
Управленческие решения.
1. Режимы измерений соответствуют допускам, можно проводить рабочие измерения.
2. Необходима повторная настройка аппаратуры.
3. Необходима замена аппаратуры на дубликат.
Этап 6 – контроль и оценка качества в процессе каротажа .
Цель этапа – текущий контроль параметров аппаратуры и оценка результатов измерений.
Содержание работ.
1. Периодическое или непрерывное измерение уровня стандарт-сигнала.
2. Наблюдение за показателем, характеризующим работу аппаратуры, и использованием бортовой ЭВМ, вычислителя или визуализирующего устройства.
3. Контрольные измерения: дискретные измерения в фиксированных точках разреза, повторные записи в пределах фиксированных интервалов.
4. Запись диаграммы качества: визуализация, индикация функционалов оценки качества.
Техническое оснащение.
Встроенные калибраторы, генераторы стандарт-сигнала, электронный осциллограф, дисплей.
Управленческие решения.
1. Результаты измерений соответствуют требованиям, предъявляемым к режимам измерений.
2. Измерения необходимо повторить.
Этап 7 – повторная калибровка на скважине .
Цель этапа – контроль стабильности параметров аппаратуры в процессе каротажа.
Содержание работ.
1. Проверка масштаба записи.
2. Проверка чувствительности измерительной системы.
3. Оперативная оценка качества измерений с выявлением, оцениванием аппаратурных погрешностей.
Управленческие решения.
1. Результаты измерений отвечают требованиям качества, измерения на скважине завершены.
2. Необходимо проведение повторного каротажа.
Этап 8 – входной контроль на базе .
Выполняются работы по программе этапа 7 специалистами ОТК или интерпретационной службы, оценивается техническое качество результатов измерений и устанавливается пригодность их для последующей интерпретации.
Этап 9 – полный контроль качества измерений .
Контроль качества результатов измерений, выполняемых интерпретационной службой, с элементами обработки, сравнительных сопоставлений с данными других измерений и оценкой пригодности для комплексной интерпретации.
VI. Дестабилизирующие факторы и методы стабилизации
Одна из важнейших функций зонда – приём и обработка сигнала. Главная идея приёма и обработки сигнала: сигнал, независимо от его частоты, сначала преобразовывается в сигнал с другой частотой, постоянной для данного типа приёмника, а затем уже на этой, как её называют, промежуточной частоте производится усиление.
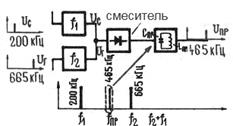
Рис. 6.1. Схема приёма сигнала.
На антенну поступает сигнал U С , источник второго напряжения U Г – маломощный генератор, так называемый гетеродин, его частота ƒГ (рис. 6.1). Оба сигнала поступают на вход нелинейного элемента (смесителя) – на выходе получаем сигнал на промежуточной частоте. Эта промежуточная частота численно равна ƒПР = ƒГ – ƒС , если частота гетеродина выше частоты принимаемого сигнала, или будет равна ƒПР = ƒС – ƒГ , если частота гетеродина ниже частоты принимаемого сигнала. На выходе смесителя включён колебательный контур L ПР C ПР , настроенный на промежуточную частоту ƒПР . Далее, при прохождении сигнала через детектор, получаем искомую низкочастотную составляющую (рис. 6.2).
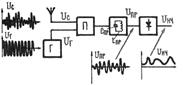
Рис. 6.2. Схема преобразования сигнала.
Схемы автогенераторов зависят от их назначения и особенностей частотного диапазона. К характеристикам генераторов относятся: частота генерации, максимально допустимая временнàя нестабильность основных параметров генератора, пределы регулировки. Технологический процесс регулировки автогенератора состоит из проверки монтажа, режимов питания, работоспособности схемы, наличия генерации по всему диапазону и отсутствия паразитной модуляции, а также проверки градуировки шкалы. Для настройки и подбора режима автогенератора измеряют его параметры. Для измерения высокочастотных напряжений автогенератора пользуются электронными вольтметрами, для измерения колебательного тока в цепи колебательного контура – высокочастотными миллиамперметрами, а для измерения частоты колебаний – гетеродинным волномером.
При настройке и регулировке автогенератора изменяют коэффициент обратной связи K , эквивалентное сопротивление нагрузки и элементы автоматического смещения. Положительная обратная связь между выходной и входной цепями усилительного прибора автогенератора должна обеспечивать надёжное самовозбуждение автогенератора и устанавливать необходимые амплитуды генерируемых колебаний (рис. 6.3).
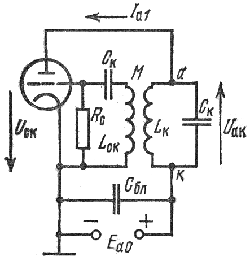
Рис. 6.3. Схема автогенератора с трансформаторной обратной связью.
Критический коэффициент обратной связи - при котором возможна генерация колебаний, K О. КР = Ri + R Э /( μR Э ) = 1/( SR Э + D ) , где R Э – резонансное сопротивление контура, S и D – крутизна и проницаемость усилительного контура. Увеличение или уменьшение обратной связи по сравнению с критической приводит к исчезновению автоколебаний (скачкообразному – при жёстком режиме генерации и плавному – при мягком режиме). По отклонению стрелки прибора, включённого в цепь сетки лампового генератора (или базы транзисторного), можно судить о наличии в схеме автоколебаний, а по постоянным слагающим анодного (коллекторного) и остаточного (базового) токов, колебательным напряжением на аноде и сетке и мощности генерируемых колебаний – режиме автогенератора. Плавную перестройку частоты автогенератора в заданном диапазоне осуществляют конденсатором переменной ёмкости.
Шкалу частотного диапазона градуируют частотометром на крайних частотах и в середине диапазона в режиме непрерывной генерации. Частоту автоколебаний измеряют дважды: непосредственно после прогрева и через промежуток времени, указанный в техническом описании на автогенератор. Относительная нестабильность частоты δ t (%) определяется по формуле δ t = [(ƒ01 - ƒ0 t )/ ƒ01 ]∙100% , где ƒ01 и ƒ0 t – частота колебания генератора после прогрева и в период времени, указанный в описании автогенератора.
Всё, что происходит внутри генератора и вокруг него, в той или иной степени влияет на его частоту. Для обеспечения высокой стабильности частоты гетеродина необходимо, чтобы его колебательная система обладала максимальной фиксирующей способностью и высокой эталонностью. Под фиксирующей способностью будем понимать свойство колебательной системы гетеродина препятствовать уходам частоты при нарушении условия баланса фаз. Чем выше добротность колебательной системы, тем кручё её фазочастотная характеристика и тем выше фиксирующая способность. Отсюда вытекает необходимость применения в контурах гетеродина деталей с высокой добротностью. Требования к фиксирующей способности относятся не только к колебательной системе, но и к другим цепям, влияющим на условия баланса фаз, например к цепи обратной связи. Способность колебательной системы сохранять неизменной собственную частоту называется эталонностью. Очевидно, эталонность тем выше, чем стабильнее параметры контуров. Однако на эти параметры действуют различные дестабилизирующие факторы.
1. Температурные влияния
Изменение температуры приводят к значительному изменению частоты генератора. Основной показатель устойчивости частоты гетеродина – температурный коэффициент частоты (ТКЧ):
![]()
Для передатчиков связных радиостанций температурный коэффициент частоты колеблется в пределах от 5∙10-6 до 5∙10-5 . Частота с изменением температуры вследствие тепловой инерции изменяется более медленно, чем при механических упругих деформациях. Изменение температуры приводит к изменению геометрических размеров отдельных деталей генератора, вследствие чего изменяются индуктивность и ёмкость колебательного контура, и, кроме того, изменяется диэлектрическая постоянная изоляторов, применение которых в генераторе неизбежно. Изменение диэлектрической постоянной изоляторов приводит к изменению ёмкости отдельных деталей, ёмкости монтажа и, следовательно, опять-таки к изменению ёмкости контура. При увеличении температуры размеры деталей и диэлектрическая проницаемость увеличиваются – что приводит к уменьшению собственной частоты контура.
Следует различать две причины, вызывающие изменение температуры деталей генератора: изменение температуры внешней среды и изменение температуры за счёт токов, которые обтекаются детали. Температура контурных деталей в основном определяется внешней температурой.
Прямые методы стабилизации главным образом сводятся к применению термостатов. Генератор помещается в термостат, и следовательно, его детали находятся под постоянной температурой. Более широкое применение находят косвенные методы, которые сводятся к компенсации температурных влияний. С этой целью применяют специальные компенсированные детали. Конденсаторы, или катушки индуктивности проектируются таким образом, что изменение температуры не оказывает влияния на их параметры. Например, конденсатор можно спроектировать так, что с изменением температуры будут одновременно изменяться размеры его пластин или расстояние между ними. Увеличение пластин конденсатора приводит к увеличению его ёмкости, а увеличение расстояния – к её уменьшению:
![]()
Можно так подобрать отдельные материалы при изготовлении, что в результате изменения температуры ёмкость конденсатора не будет изменяться. Следует отметить, что такую компенсацию удаётся получить в сравнительно узком диапазоне изменения температуры.
Для термокомпенсации также широко применяются конденсаторы с отрицательным температурным коэффициентом. Собственная частота контура, как указывалось, с увеличением температуры уменьшается, и следовательно, включение специального конденсатора с отрицательным температурным коэффициентом будет в некоторой степени компенсировать изменение частоты. Для термокомпенсации применяются биметаллические (композит материалов с разными коэффициентами теплового расширения) и керамические конденсаторы. В последнее время биметаллические конденсаторы почти полностью вытеснены керамическими конденсаторами. Чаще всего применяются тикондовые конденсаторы, т.е. конденсаторы, в которых диэлектриком служит тиконд. Его диэлектрическая постоянная имеет отрицательный температурный коэффициент, вследствие чего ёмкость такого конденсатора с увеличением температуры уменьшается.
При схемной термокомпенсации положительные температурные коэффициенты индуктивности и ёмкости контура компенсируют включением в контур конденсаторов небольшой ёмкости, но с большим отрицательным температурным коэффициентом. В результате общий температурный коэффициент всей ёмкости контура становится отрицательным и равным по абсолютному значению положительному температурному коэффициенту индуктивности, т.е. +α L = | -α C | .
В простой параллельной схеме термокомпенсационного контура, работающего в диапазоне частот (рис. 6.4), можно получить полную компенсацию только в одной точке диапазона.
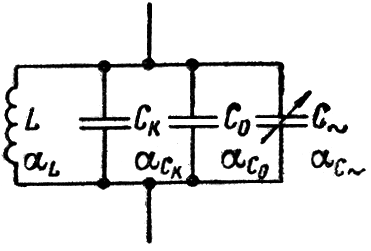
Рис. 6.4. Примеры параллельной схемной термокомпенсации.
На этой схеме: C
~
- переменная часть ёмкости конденсатора настройки СМАКС
– СМИН
; С0
= СМИН
+ СМ
+ С
L
; СК
– ёмкость конденсатора термокомпенсации. При большом коэффициенте перекрытия диапазона, когда ![]() , рационально точку полной компенсации выбрать при f
МАКС
. Тогда в схеме рис. 8-13, б полагается C
~
= 0 и расчёт производится по формулам:
, рационально точку полной компенсации выбрать при f
МАКС
. Тогда в схеме рис. 8-13, б полагается C
~
= 0 и расчёт производится по формулам:

, где C
=
C
0
+
C
К
– заданная суммарная ёмкость контура; α
L
– положительный ТКИ (должен быть измерен или взят приблизительно 20÷50∙10-6
); α
C
– отрицательный ТКЕ. В результате такой компенсации получается, что в диапазоне частот контур будет иметь ТКЧ от α
= 0 при f
МАКС
до ![]() при f
МИН
. Т.е. во всех точках диапазона, кроме f
МАКС
, будет иметь место недокомпенсация (отрицательный ТКЧ).
при f
МИН
. Т.е. во всех точках диапазона, кроме f
МАКС
, будет иметь место недокомпенсация (отрицательный ТКЧ).
Если k Д < 1,5, то значительно лучшие результаты по термокомпенсации в диапазоне частот можно получить, если принять так называемую “оптимальную термокомпенсацию”, сущность которой заключается в том, что при f МАКС делают перекомпенсацию (ТКЧ положительный), а при f МИН – недокомпенсацию (ТКЧ отрицательный), причём абсолютные значения ТКС при f МАКС и f МИН должны быть равны (рис. 6.5).

Рис. 6.5. Подбор ёмкости.
В результате точка полной компенсации α = 0 будет лежать в промежутке между f МИН и f МАКС , а ТКЧ на концах диапазона будет найден из выражения:
 .
.
Для получения оптимальной компенсации в схеме рис. 6.4 необходимо, чтобы температурный коэффициент всей минимальной ёмкости контура C МИН = СК + C 0 был:
 .
.
Рассмотренные меры стабилизации частоты не позволяют, однако, получить нестабильность лучше, чем Δ f Г / f Г ≈ 10-4. При необходимости получения более высокой стабильности вместо контуров LC в гетеродине используются кварцевые резонаторы. Кварцевые резонаторы наиболее полно отвечают требованиям стабилизации частоты гетеродина. Они обладают высокой фиксирующей способностью из-за весьма больших добротностей. Их добротность в сотни тысяч раз может превышать добротность контуров LC . При уменьшении температурной нестабильности кварца путём выбора среза, вида и вакуумной герметизации можно получить хорошую эталонность.
Применение таких резонаторов позволяет довести нестабильность частоты до Δ f Г / f Г = (1÷5)∙10-6 ÷10-7 .
Заключение гетеродина в термостат (современные термостаты обеспечивают поддержание температуры внутри своего объёма с точностью до десятых долей градуса) и другие меры стабилизации обеспечивают нестабильность кварцевых гетеродинов в интервале 10-7 -10-8 .
2. Кварцевая стабилизация частоты
Наиболее эффективной мерой повышения устойчивости частоты автогенераторов является кварцевая стабилизация - используют пьезоэлектрический резонатор, представляющий собой кварцевую пластину с нанесёнными на её поверхность электродами. Если кварцевую пластинку сжать или растянуть, то на её противоположных гранях появляются равные по величине, но разные по знаку электрические заряды. Величина их пропорциональна давлению, а знаки зависят от направления силы давления. Это явление носит название прямого пьезоэлектрического эффекта. Если же к граням пластинки кварца приложить электрическое напряжение, то пластинка будет сжиматься или растягиваться в зависимости от полярности приложенного напряжения. Это явление называется обратным пьезоэлектрическим эффектом. Ценным свойством кварца является очень высокая стабильность частоты механических колебаний, которая определяется геометрическими размерами кварцевой пластинки и направлением деформации.
Для возбуждения механических колебаний к электродам резонатора подводят переменное напряжение. Пьезоэлемент начинает колебаться синхронно с приложенным напряжением. При совпадении частоты подводимого напряжения с собственной частотой колебания пьезоэлемента возникает механический резонанс. Кварцевый резонатор становится эквивалентен последовательному колебательному контуру с собственной частотой кварца: ![]() , где L
КВ
– эквивалентная индуктивность кварца (от десятых долей до десятков миллигенри), C
КВ
– эквивалентная ёмкость кварца (десятые или сотые доли пикофарады).
, где L
КВ
– эквивалентная индуктивность кварца (от десятых долей до десятков миллигенри), C
КВ
– эквивалентная ёмкость кварца (десятые или сотые доли пикофарады).
29-04-2015, 01:08