Санкт-Петербургский государственный технологический
институт
(Технический университет)
Кафедра автоматизации процессов химической промышленности.
“Автоматизация процесса нитрования пиридона”.
Пояснительная записка к курсовому проекту по учебной дисциплине
“Проектирование систем автоматизации ”.
Выполнил студент 891 гр. :
Солнцев П.В.
Руководитель:
Новичков Ю.А.
Санкт-Петербург
2004
Оглавление.
Исходные данные.____________________________________________ 3
Введение.___________________________________________________ 3
1. Описание технологического процесса.________________________ 5
2. Описание УВК.___________________________________________ 5
3. Основные решения по автоматизации.________________________ 9
4. Разработка принципиальной схемы автоматизации.____________ 10
5. Компоновка средств автоматизации на щитах.________________ 10
6. Построение электрических схем автоматизации._______________ 10
7.___________________________________ Схемы внешних проводок. 11
Список использованной литературы:___________________________ 13
Приложения.
Исходные данные для проектирования.
1 Расходы (объёмные):
1.1 хладоагента в рубашках реактора и стаб-ра Gхл = 3,8 м3 /час
1.2 кислоты на входе реактора Gк = 0,3 м3 /час
1.2 нитромассы на выходе из реактора Gвых = 1,3 м3 /час
1.3 пиридона на входе реактора Gп = 1 м3 /час
1.4 воды на входе стабилизатора Gвод = 2,6 м3 /час
1.5 готовой смеси на выходе стабилизатора Gкон = 2,6 м3 /час
2 Концентрации азотной кислоты
2.1 на входе в реактор Ск н = 0,6 кмоль/м3
2.2 на выходе из реактора Ск к = 0,132 кмоль/м3
3 Объёмы
3.1 реактора V = 6 м3
3.2 жидкой фазы в реакторе с коэффициентом заполнения 0,8
Vж = 0,8*6 = 4,8 м3
4 Температуры:
4.1 нитромассы на выходе реактора q1 = 410 C
4.2 смеси на выходе из стабилизатора q2 = 200 C
4.3 хладоагента на выходе из реактора q1хл к = 150 C
4.4 хладоагента на выходе из стабилизатора q2хл к = 210 C
5 Порядок реакции n = 1
5.1 нитромассы в реакторе L1 = 1,5м
5.2 воды в сбросной ёмкости L3 = 3м
5.3 смеси в стабилизаторе L2 = 1,5м
6 Вакуум
6.1 в линии отвода окислов 300 гПа
Введение.
Автоматизация технологических процессов является одним из решающих факторов повышения производительности и улучшения производственного процесса. Все существующие и строящиеся промышленные объекты в той или иной степени оснащаются средствами автоматизации.
В данной курсовой работе разрабатывается проектная автоматизация процесса нитрования пиридона.
Целью курсового проекта является разработка функциональной схемы автоматизации, компоновка средств автоматизации на щитах и пультах, построение и оформление электрических и пневматических схем автоматизации, выполнение схем внутренних и внешних проводок.
1. Описание технологического процесса.
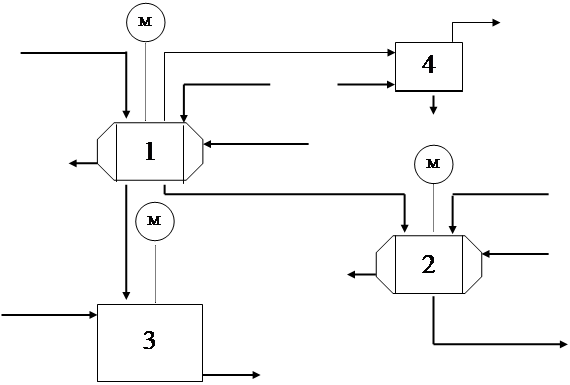
В качестве объекта автоматизации рассматривается реактор полного смешения непрерывного действия с рубашкой и мешалкой (рис 1).
Смесь пиридона с уксусным ангидридом (с параметрами Gп , qп , Срп ) подаётся на вход реактора (1). Туда же подаётся азотная кислота (с параметрами Gк , qк , Ск н , Срк ). Процесс идёт при температуре q1 ; съём тепла осуществляется подачей холодной воды (с параметрами Gхл , qхл н , Срхл ) в рубашку реактора. Из реактора нитромасса (с параметрами Gвых , qвых , Ск к , Срвых ) поступает в стабилизатор (2), где охлаждается холодной водой до температуры q2 и разбавляется водой в соотношении 1:2, после чего идёт на стадию кристаллизации (с параметрами Gсм , qсм , Срсм ).
На случай аварии предусмотрена сбросная ёмкость (3), заполненная водой. Все аппараты, содержащие азотную кислоту, соединены с ловушкой окислов азота (4) и линией разряжения.
Процесс нитрования пиридона протекает при температуре q1 , давлении Р и уровне жидкости h1 . Азотная кислота является ключевым компонентом. Расход уксусного ангидрида с пиридоном определяется производительностью предыдущего аппарата и по нему действует возмущение.
|
|
|
|
|
|
|
|
|
1- реактор полного смешения непрерывного действия; 2 – стабилизатор; 3 – сбросная ёмкость; 4 – ловушка окислов азота.
Рисунок 1 -Технологическая схема процесса нитрования пиридона.
2. Описание УВК.
В качестве управляющего вычислительного комплекса (УВК) в данном проекте выбран контроллер Matsushta FP2.
Matsushta FP2 — это компактный многоканальный многофункциональный высокопроизводительный микропроцессорный контроллер, предназначенный для автоматического регулирования и логического управления технологическими процессами. Контроллер предназначен для построения управляющих и информационных систем автоматизации технологических процессов малого и среднего (по числу входов-выходов) уровня сложности и широким динамическим диапазоном изменения технологических параметров, а также построения отдельных подсистем сложных АСУ ТП, обеспечивая при этом оптимальное соотношение производительность/стоимость одного управляющего или информационного канала.
В составе контроллера FP2 имеются модули выхода на сеть PROFIBUS FMS (для систем управления высокого уровня – универсальный модуль FP2-FMS/DP-M) и PROFIBUS DP (для управления распределенными полевыми устройствами от простых модулей до контроллеров FP1 и FP0 - модуль FP2-DP-M). Универсальный модуль FP2-FMS/DP-M может поддерживать работу обеих сетей одновременно. Количество станций в сети –до 125.
В кросс-платы может быть установлено до 2 модулей PROFIBUS; скорость передачи – от 9,6 кбит/с (расстояние – до 1200м без репитера и 4800м – с репитером) до 12Мбит/с (расстояние – до 100м без репитера и 400м – с репитером). Порт – 9-контактное гнездо в стандарте RS485
В состав контроллера Matsushta FP2 входят: центральный микропроцессорный блок контроллера, блок питания, от 5 до 14 плат расширения и ряд дополнительных блоков. Кросс плата предназначена для увеличения числа входов-выходов контроллера. Контроллер Matsushta FP2 является проектно - компонуемым изделием. Его состав и ряд параметров определяются потребителем и указываются в заказе. Контроллер имеет встроенную самодиагностику, средства сигнализации и идентификации неисправностей, в том числе при отказе аппаратуры, выходе сигналов за допустимые границы, сбое в ОЗУ, нарушении обмена по сети и т.п. Для дистанционной передачи информации об отказе предусмотрены специальные дискретные выходы.
Конкретный состав остальных изделий оговаривается в заказе.
МОДУЛИ ВВОДА/ВЫВОДА
1. Модули ввода дискретных сигналов постоянного тока.
Контроллер FP2 имеет в своем составе модули расширения для ввода дискретных сигналов: FP2-16XD2 (с клеммным соединителем с линиями датчиков) и FP2-64XD2 (с разъемом) – рис.4. Эти модули имеют соответственно 16 и 64 канала. Кроме того, дискретные сигналы (64 линии) могут быть поданы на специализированный модуль ЦПУ FP2-C1D. Характеристики модулей приведены в табл.1
Табл.1. Характеристики модулей дискретного ввода.
| Характеристика | Модуль FP2-16XD2 | Модуль FP2-64XD2; ЦПУ FP2-C1D |
| Число каналов | 16 | 64 (2 группы по 32) |
| Гальваническая развязка | Оптронная | Оптронная |
| Номинальное Uвх , В | 12 - 24 | 24 |
| Максимальный Iвх , мА | 10 | 5 |
| Потребляемый модулем ток от источника питания контроллера, мА | 80 | 100 |
2. Модули вывода дискретных сигналов постоянного тока.
Модули вывода дискретных сигналов представлены более широко: это прежде всего модули вывода FP2-Y16T и FP2-Y16P - 16 каналов с клеммным соединителем и открытым коллектором на npn и pnp транзисторах соответственно. Аналогичные модули на 64 канала с разъемами: FP2-Y64T и FP2-Y64P. Кроме того, в комплекте модулей УСО FP2 имеются релейные модули вывода FP2-Y6R (6 каналов) и FP2-Y16R (16 каналов). Характеристики модулей приведены в табл.2
Табл.2. Характеристики модулей вывода дискретных сигналов
| Характеристика | Модули FP2-Y16T, FP2-Y16P |
Модули FP2-Y64T, FP2-Y64P |
Модули FP2-Y6R*) |
Модули FP2-Y16R*) |
| Число каналов | 16 (2x8) | 64 (2x32) | 6 (3x2) | 16 (2x8) |
| Гальваническая развязка | Оптронная | Оптронная | Оптронная | Оптронная |
| Напряжение нагрузки (внешнего источника), В | 5 - 24 | 5 - 24 | 250 (AC), 30 (DC) |
250 (AC), 30 (DC) |
| Максимальный ток нагрузки, А | 0,6 | 0,1 | 5 | 2 |
| Ток потребления от источника питания контроллера, мА | 100 | 250 | 70 | 120 |
| *) Внимание. Для питания реле эти модули требуют дополнительного источника напряжения 24В DC (см. рис.6Б) | ||||
3. Модули ввода/вывода дискретных сигналов постоянного тока.
В составе FP2 есть комбинированные модули ввода/вывода FP2-XY64D2T и FP2-XY64D2P. Модули имеют по 32 канала на вход и выход с разъемом для соединения с внешними устройствами и характеристиками, по входам совпадающими с характеристиками модулей FP2-64XD2, а по выходам – с модулями FP2-Y64T, FP2-Y64P.
4. Модули ввода аналоговых сигналов постоянного тока.
Аналоговые сигналы в FP2 принимаются отдельным модулем УСО FP2-AD8 (8 каналов) и специализированным ЦПУ (для малых систем) FP2-C1A (4 канала на ввод и 1 на вывод). Оба модуля имеют клеммный блок для соединения с датчиками и характеристики, приведенные в табл.5. Каждый канал может быть автономно настроен на любой допустимый диапазон входного напряжения, в том числе на приме сигналов от термопар и термометров сопротивления, с помощью переключателей на задней панели модулей. Модуль ЦПУ FP2-C1A может быть установлен только на кросс-плате ЦПУ (а не на плате расширения)
Табл. 3. Характеристики модулей аналоговых вводов
| Характеристики | FP2-AD8 | FP2-C1A | |
Количество каналов (автономная настройка каждого канала) |
8 | 4 | |
| Входной сигнал | Напряжение | ±10В; 2 – 5В; ±100мВ | |
| Ток | ±20мА; 4 – 20мА | ||
| Термопара | S (0-15000 C); L (-200+7000 C); K (-200+10000 C); T (-200+2500 C); R (0-15000 C) |
||
| Термосопротивление | Pt100 (-100+5000 C); Pt1000 (-100+100 0 C) | ||
| Погрешность | 1%; 16 бит | ||
| Гальваническая развязка | Между входами и внутренней схемой (между каналами нет) | ||
| Потребляемый модулем ток от источника питания, мА | 500 | 1060 | |
3. Основные решения по автоматизации.
В процессе нитрования пиридона показателем эффективности является концентрация азотной кислоты в реакторе, и целью управления является её поддержание на заданном уровне (Ск к = Ск кзд ). Расход пиридона на входе в реактор определяется предыдущим технологическим процессом и по нему действуют возмущения, а, следовательно, по нему нельзя регулировать концентрацию Ск к , поэтому изменяют расход азотной кислоты.
Для выполнения материального баланса по жидкой фазе, определяемого уровнем нитромассы в реакторе, изменяют расход нитромассы в реакторе.
Для выполнения теплового баланса регулируются температуры в реакторе и в стабилизаторе путём изменения расхода охлаждающей воды на выходе из рубашки реактора и стабилизатора.
Для обеспечения соотношения перемешивания нитромассы с водой в стабилизаторе 1:2 используется регулятор соотношения расходов, использующий в качестве канала управления расход воды на входе в стабилизатор.
Уровень смеси в стабилизаторе поддерживается постоянным путём изменения расхода готовой смеси на выходе стабилизатора.
При недостаточном разряжении в линии отвода окислов азота (что может быть вызвано повышением давления в реакторе или неисправностью вакуум-насоса в линии разряжения) нитромасса из реактора сбрасывается в сбросную ёмкость.
Система регулирования состоит из 4-х подсистем:
· подсистема контроля
контролируются: концентрация азотной кислоты в нитромассе, температуры охлаждающей воды на выходах реактора и стабилизатора, нитромассы и смеси в аппаратах, уровни нитромассы в реакторе, смеси в стабилизаторе и воды в сбросной ёмкости, расход нитромассы на входе стабилизатора, пиридона на входе реактора, давление в линии отвода окислов
· подсистема контроля
регулируются: концентрация азотной кислоты в нитромассе, температуры в реакторе и в стабилизаторе, уровни нитромассы в реакторе, смеси в стабилизаторе и воды в сбросной ёмкости, расход воды в стабилизатор
· подсистема сигнализации
сигнализируются: отклонение концентрации азотной кислоты в нитромассе, отклонение температур в реакторе и в стабилизаторе от заданных, аварийно-опасная ситуация (повышение давления в реакторе либо отсутствие разряжения в линии отвода окислов азота)
· подсистема защиты
при отсутствии подачи одного из компонентов прекращается подача и второго, при возникновении опасности взрыва реактора нитромасса сбрасывается в сбросную ёмкость, при недостаточном разряжении в линии отвода окислов азота нитромасса сбрасывается в сбросную ёмкость (во избежание попадания окислов азота в цех)
На чертеже функциональной схемы автоматизации процесса нитрования пиридона (КП. ПСА.891.А2.01) представлена структура технологического процесса, а так же оснащение его приборами и средствами автоматизации.
Схема состоит из девяти контуров регулирования.
Контур 1
(регистрация и регулирование концентрации азотной кислоты в нитромассе Ск к по расходу азотной кислоты Gк , сигнализация существенных отклонений; компенсация возмущений по Gп )
Концентрация азотной кислоты в нитромассе определяется первичным преобразователем АЖК-3101 (поз. 1а), устанавливаемым на байпасе трубопровода. Унифицированный сигнал 4…20 мА с него поступает на регистратор А542М и на контроллер Matsushita FP-2. Расход пиридона с уксусным ангидридом измеряется с помощью преобразователя РЭН-1 (поз. 1б), откуда поступает на регистратор А542М и, также, на контроллер. В контроллере реализован комбинированный регулятор с подключением компенсатора на вход регулятора. Управляющий сигнал с контроллера поступает на блок ручного управления БРУ-42 (поз. SA1), с помощью которого можно выбрать режим управления: автоматическое управление с помощью МПК или ручное дистанционное с помощью переключателей “больше”, “меньше”. Далее управляющий сигнал поступает на бесконтактный пускатель ПБР-2М (поз.1ж), который с помощью этого маломощного управляющего сигнала обеспечивает коммутацию цепей управления исполнительного механизма МЭО-90 (поз. 3), который в свою очередь воздействует на регулирующий орган. Сигнализация осуществляется с помощью сигнальных ламп, расположенных на щите, и включаемых схемой сигнализации (см. КП.ПСА.891.А2.03).
Контур 2, 7
(регистрация и регулирование температуры q1 в реакторе по подаче охлаждающей воды Gхл1 , температуры q2 в стабилизаторе по подаче охлаждающей воды Gхл2 и сигнализация существенных отклонений)
Температуры в реакторе и стабилизаторе измеряются термопарами ТХК-104 (поз. 2а, 7а), имеющих НСХ «L»; сигнал с них поступает на самопишущие миллиамперметры А542М и на аналоговые входы контроллера. Управляющие сигналы с контроллера поступают на блоки ручного управления БРУ-42 (поз. SA2, SA7) и, далее, на бесконтактные реверсивные пускатели ПБР-2М (поз. 2в, 7в), которые с помощью этого маломощного управляющего сигнала обеспечивают коммутацию цепей управления исполнительных механизмов МЭО-90 (поз. 3, 15), которые в свою очередь воздействуют на регулирующие органы. При существенных отклонениях температур подаётся сигнал на соответствующий контактор в схеме сигнализации, вследствие чего зажигается сигнальная лампа.
Контуры 3, 4, 6
(регулирование уровня h нитромассы в реакторе по отбору нитромассы Gвых , уровня воды hв в сбросной ёмкости по подаче воды Gв1 , регистрация уровня в стабилизаторе hсм по отбору готовой смеси Gсм )
Уровень в реакторе, стабилизаторе и сбросной ёмкости определяется буйковым уровнемером LT-100 (поз. 3а, 4а, 6а) с унифицированным выходным сигналом 4…20 мА. Выходной сигнал с первичных преобразователей передаётся на самопишущие миллиамперметры А542М и на аналоговые входы МПК. Управляющие сигналы с МПК поступают на блоки ручного управления БРУ-42 (поз. SA3, SA4, SA6) и, далее, на бесконтактные пускатели ПБР-2М (поз. 2в), которые с помощью этих маломощных сигналов обеспечивают коммутацию цепей управления исполнительных механизмов МЭО-90 (поз. 7, 9, 13), который в свою очередь воздействует на регулирующие органы.
Контур 5
(регулирование концентрации готовой смеси в стабилизаторе по подаче воды Gв2 )
Задачей данного контура является обеспечение требуемого соотношения расходов воды и нитромассы на входе стабилизатора (1:2). Для этого, с помощью диафрагмы ДК16 (поз. 5а), соединённой импульсными трубками с измерительным преобразователем Сапфир-22ДД (поз. 5б), измеряется расход нитромассы на входе стабилизатора. Выходной сигнал (4…20 мА) с преобразователя поступает на регистратор А542М и, также, на контроллер. В контроллере формируется управляющий сигнал, обеспечивающий расход воды на входе стабилизатора в ДВА раза больший расхода нитромассы. Этот сигнал поступает на блок ручного управления БРУ-42 (поз. SA5) и на бесконтактный реверсивный пускатель ПБР-2М (поз. 5в)
Контур 8
(блокировка, контроль и сигнализация разряжения в линии отвода окислов азота P)
В процессе функционирования реактор требует отвода опасных для здоровья окислов азота. Для этого используется вакуумная линия отвода окислов, разрежение в которой не должно быть выше 600 гПа. Это разрежение измеряется преобразователем вакуума Метран-22ДВ, соединённым с трубопроводом (линией отвода) импульсной трубкой. Унифицированный сигнал с преобразователя поступает на самопишущий миллиамперметр А542М и на контроллер, формирующий сигналы блокировки (подаваемый на магнитный пускатель ПМЕ-121 (поз. 8в)) и сигнализации для срабатывания аварийной сирены. Магнитный пускатель, в свою очередь, коммутирует цепь управления электромагнитного клапана ЭМК (поз. 17), открывающего сбросный трубопровод, соединяющий реактор со сбросной ёмкостью.
Контур 9
(контроль температур охлаждающей воды после реактора qхл1 и после стабилизатора qхл2 )
Контроль температуры хладоагента на выходе охлаждаемого объекта осуществляется с целью перегрева последнего. Температуры охлаждающей воды на выходах реактора и стабилизатора измеряются термометрами сопротивления (выходной сигнал 4…20мА), подключенными к двухканальному регистратору А542М и параллельно к контроллеру.
4. Разработка принципиальной схемы автоматизации.
Принципиальные схемы автоматизации предназначены для отражения взаимосвязей между приборами, средствами автоматизации и вспомогательными элементами, входящими в состав системы автоматизации, с учетом последовательности их работы и принципа действия.
Принципиальные схемы составляются, исходя из заданных алгоритмов функционирования систем контроля, регулирования, управления, сигнализации и управления.
На принципиальной схеме в условном виде нанесены приборы, аппараты, средства связи между элементами, блоками и модулями этих устройств. Схема изображена на листе формата А2 (см. прил. КП.891.А02.01).
5. Компоновка средств автоматизации на щитах.
Щиты и пульты предназначены для размещения приборов, средств автоматизации, аппаратуры управления, сигнализации, защиты, питания, коммутации и т.п. Щиты и пульты располагаются в производственных и специальных щитовых помещениях (операторских, диспетчерских и т.п.).
Щит изображен на листе формата А2 (см. прил. КП.891.А02.03). При компоновке средств автоматизации был использован двухсекционный щит ЩШК–2–ЗП-1-1000х1000–УЧ-РОО–ОСТ 3613-76
6.Построение электрических схем автоматизации.
Принципиальные электрические схемы (ПЭС) включают:
· схему сигнализации;
· схему управления.
Схемы выполнены без соблюдения масштаба и действительного пространственного расположения элементов.
На ПЭС управления отражена схема организации регулирования соотношения расходов путём изменения подачи воды.
Технологическая сигнализация в данной работе служит для контроля безопасности рабочих цеха и выполнения технологического регламента. Схема сигнализации обеспечивает подачу световых и звукового сигнала, съем звукового сигнала, проверку исправности средств сигнализации.
ПЭС изображены в приложении на листе формата А2 (КП.891.А02.02).
7.Схемы внешних проводок.
Схема соединений внешних проводок — это комбинированная схема, на которой показаны электрические и трубные связи между приборами и средствами автоматизации, установленными на технологическом оборудовании, вне щитов и на щитах.
Схема подключения внешних проводок выполнена на формате А2 (см. прил. КП.891.А02.04).
Список использованной литературы:
Проектирование систем автоматизации технологических процессов: Справочное пособие / А.С. Клюев, Б.В. Глазов, А.Х. Дубровский, А.А. Клюев; Под ред. А.С. Клюева. - М.: Энергоатомиздат, 1990. - 464 с.
Емельянов А.И., Капник О.В. Проектирование систем автоматизации технологических процессов: Справочное пособие. - М.: Энергоатомиздат, 1983. - 400 с.
Промышленные приборы и средства автоматизации: Справочник / В.В. Баранов, Т.Х. Беановская, В.А. Бек и др.; Под общ. ред. В.В. Черенкова. - Л.: Машиностроение, 1987. - 847 с.
Шувалов В.В., Огаджанов Г.А., Голубятников В.А. Автоматизация производственных процессов в химической промышленности. -
29-04-2015, 03:59