СОДЕРЖАНИЕ
1. Введение………………………………………………………………………..1
2. Ячеистые теплоизоляционные бетоны. Общие характеристики…………...2
3. Описание технологии производства пенобетона:…………………………...5
- основные характеристики пенобетона;
- свойства пенобетона;
- сравнительная характеристика пенобетона и традиционных строительных материалов;
- характеристика узлов технологической линии изготовления пенобетона.
4. Описание технологии производства газобетона…………………………….9
- некоторые свойства газобетона.
5. Литература, использованные источники…………………………………...14
ВВЕДЕНИЕ
Ячеистыми бетонами и силикатами называют искусственные каменные материалы, состоящие из затвердевшего вяжущего вещества (или смеси вяжущего и заполнителя) с равномерно распределёнными в нем воздушными ячейками.
Впервые ячеистые бетоны были получены в конце XIX в. Промышленное производство их началось в 20-х годах нашего столетия.
В 1924 г. в Швеции был предложен способ получения газобетона на основе цемента, извести и различных добавок с применением в качестве газообразующего агента алюминиевой пудры. Несколько позднее в Дании был изобретен пенобетон. В 30-х годах были предложены способы получения ячеистых бетонов на основе цемента, извести и молотого кварцевого песка с последующей автоклавной обработкой формованных изделий.
Систематические исследования по технологии ячеистых бетонов в СССР начались с 1928 г. Уже в начале 30-х годов в Советском союзе в строительстве нашел применение неавтоклавный пенобетон. В дальнейшем был освоен выпуск широкой номенклатуры изделий из ячеистых бетонов. Первые заводы по производству ячеистых бетонов были построены в 1939-1940 гг. В послевоенный период началось заводское производство пеносиликата. В 1953-1955 гг. освоено производство крупноразмерных изделий из пенобетона и пеносиликата для жилищного и промышленного строительства.
Первым заводом, освоившим производство крупноразмерных пенобетонных изделий, был Первоуральский завод. К 1958 г. в Советском союзе насчитывалось более 50 заводов и цехов по производству ячеистых бетонов. Годовой выпуск изделий достиг уровня, близкого к 100 тыс. м3. В 1959-1965 гг. были введены в действие крупные завалы с производительностью 30, 60 и 180 тыс. м3 изделий в год.
Известно много типов ячеистых бетонов, отличающихся различными способами получения пористой структуры, видами вяжущего вещества, условиями формования, твердения и т.д.
ЯЧЕИСТЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ БЕТОНЫ.
ОБЩИЕ ХАРАКТЕРИСТИКИ
Ячеистые бетоны классифицируются в первую очередь по способу получения пористой структуры на газобетоны и пенобетоны. Получение пористой структуры возможно также путем испарения значительного количества вовлеченной воды.
По виду вяжущего могут быть получены следующие ячеистые бетоны:
· на основе цемента - пенобетон и газобетон
;
· на основе известкового вяжущего - пеносиликат и газосиликат;
· на основе магнезиального вяжущего - пеномагнезит и газомагнезит;
· на основе гипсового вяжущего - пеногипс и газогипс.
Часто наименование "пенобетон" и "газобетон" применяют для обозначения ячеистых бетонов и силикатобетонов вне зависимости от основного вида вяжущего. Ячеистые бетоны могут рассматриваться как обычные бетоны, в которых роль крупного и, частично, мелкого заполнителя выполняют воздушные пузырьки. Такие бетоны обычно называют просто ячеистыми. Иногда в состав ячеистого бетона вводят крупный заполнитель в виде шлаковой пемзы, перлита, вермикулита, керамзита или других вспученных материалов. Такие бетоны принято называть ячеистолегкими.
Ячеистые бетоны подразделяются по способу твердения . Различают ячеистые бетоны естественного и искусственного твердения. Ячеистые бетоны естественного твердения набирают прочность при хранении в обычных атмосферных условиях, а искусственного – при их обработке в условиях повышенных температур под воздействием водяного пара. Обработка называется автоклавной при давлении пара более 1 ат и температуре выше 100° и неавтоклавной , если давление пара менее 1 ат и температура в пределах 25-100°. Соответственно и ячеистые бетоны подразделяются на автоклавные и неавтоклавные.
Изделия из ячеистых бетонов в зависимости от требований, предъявляемых к их несущей способности, могут быть армированными и неармированными.
В настоящее время ячеистые бетоны применяются в различных частях зданий и сооружений и выполняют всевозможные функции. В зависимости от свойств и области применения ячеистые бетоны делятся на теплоизоляционные и теплоизоляционно-конструктивные.
Теплоизоляционные ячеистые бетоны отличаются малым объемным весом (менее 1000 кг/м3), низким коэффициентом теплопроводности и достаточной прочностью.
В строительстве применяются различные изделия из ячеистых бетонов: панели, блоки и камни для наружных и внутренних стен и перегородок, плиты для утепленных кровель промышленных сооружений, скорлупы и сегменты для теплоизоляции трубопроводов, блоки для утепления и т. д. Изделия из ячеистых бетонов выпускают различных размеров как сплошные, так, и пустотелые.
Физико-механические свойства ячеистых бетонов зависят от способов образования пористости, равномерности распределения пор, их характера (открытые, сообщающиеся или замкнутые), вида вяжущего, условий твердения, влажности и многих других технологических факторов. Однако некоторые свойства ячеистых бетонов подчинены общим закономерностям. Так, коэффициент теплопроводности зависит в основном от величины объемного веса. Он почти не зависит от вида вяжущего, условий твердения и других факторов. Это объясняется тем, что материал стенок, образующих поры, состоит из цементного камня или близкого к нему по свойствам силиката. Поэтому величина пористости и соответственно объемного веса определяет теплопроводность ячеистых бетонов.
Прочностные свойства ячеистых бетонов зависят в большей степени от вида вяжущего и условий твердения. Наиболее прочными являются автоклавные ячеистые бетоны, их прочность превышает прочность ячеистых бетонов естественного твердения в 8-10 раз.
Прочность материала стенок ячеистого бетона определяется количеством воды затворения. При твердении ячеистого бетона на основе портландцемента только определенная часть воды участвует в процессе твердения. Количество связанной воды при гидратации цемента зависит от его минералогического состава и в среднем составляет 15-20% от веса цемента. Избыточное количество воды, раздвигая частицы цемента с оболочками из продуктов гидратации, образует прослойки и скопления в толще цементного камня. После высыхания и постепенного расходования воды на продолжающиеся процессы гидратации в цементном камне остаются пустоты, каналы и отдельные замкнутые поры.
Некоторое количество пустот появляется и в результате усыхания гелеобразных масс, образующихся входе твердения цемента. Поэтому прочность цементного камня понижается по мере увеличения относительного количества воды затворения (или увеличения водоцементного отношения В/Ц).
Для ячеистых бетонов, в состав которых входит наряду с вяжущим определенное количество тонкодисперсных добавок, вместо водоцементного отношения принято определять так называемое водотвердное отношение. Водотвердный фактор - это отношение воды затворения к сумме твердых веществ - вяжущего и добавок. По мере увеличения водо-твердного отношения прочность ячеистых бетонов уменьшается. Этой зависимости подчиняются ячеистые бетоны на основе любого вяжущего.
Средством повышения прочности является уменьшение водотвердного отношения и применение в технологии вибрации как в период приготовления растворов, так и при вспучивании (для газобетонов). Вибрационные воздействия вызывают увеличение подвижности цементного теста, растворов и бетонов и позволяют снижать водотвердное отношение. Другим средством повышения прочности изделий из ячеистых бетонов является армирование. Ячеистые армированные изделия обладают достаточно большой прочностью – 75 кГ/см2 и более.
Теплофизические свойства ячеистых бетонов зависят от их влажности. Поэтому одним из основных свойств, характеризующих ячеистые бетоны, является водопоглощение. Водопоглощение ячеистых бетонов зависит от вида вяжущего вещества: бетоны на основе извести, каустического магнезита, каустического доломита и гипса имеют большее водопоглощение, чем бетоны на портландцементе.
Вследствие большого водопоглощения изделия из пено- и газосиликатов разрешено использовать в помещениях с относительной влажностью воздуха не выше 50%. Изделия из пеногипса разрешено применять только в конструкциях, надежно защищенных от воздействия влаги.
Важным свойством для ячеистых бетонов является усадка. Изделия из неавтоклавного бетона дают большую усадку, чем из автоклавных. Пеногипс и пеномагнезит практически не дают усадки.
Температуростойкость ячеистых бетонов невысока. Для автоклавных пенобетона и пеносиликата, а также для безавтоклавного пенобетона предельно допустимыми температурами являются 300-400°. При дальнейшем повышении температуры имеет место дегидратация новообразований цементного камня, вследствие чего резко понижается прочность бетонов.
На прочности пенобетона и пеносиликата сказывается не только температура, но и скорость нагревания изделий. Быстрый нагрев скорее приводит к появлению трещин, чем медленный нагрев до той же температуры. Пеномагнезит при повышении температуры выше 200° имеет меньшую прочность, а при температуре выше 350° он начинает разрушаться. Это свойство пеномагнезита определяется отношением к нагреванию кристаллической хлорокиси магния.
Температуростойкость пеногипса незначительна, при температуре выше 50-60 его применять не следует; дальнейшее повышение температуры вызывает дегидратацию двуводного гипса.
Для применения при температурах от 400 до 700° разработаны специальные рецептуры жароупорного пенобетона. Жароупорный пенобетон изготовляют из портландцемента, золы-уноса тепловых электростанций, пенообразователя и воды. Жароупорный пенобетон твердеет в естественных условиях.
Вследствие невысокой температуростойкости ячеистые бетоны относятся к изоляционно-строительным материалам и применяются для изоляции ограждающих конструкций зданий и сооружений.
ОПИСАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ПЕНОБЕТОНА
Изготовление изделии из неавтоклавного пенобетона.
Технология производства пенобетона достаточно проста.
Ячеистая структура может быть получена на основе пено- или газообразования.
Производство неавтоклавного пенобетона отличается простотой оборудования и позволяет осуществлять технологический процесс в полигонных и заводских условиях.
Технологическая линия производства состоит из операций (узлов):
- приготовление пенообразующего состава;
- взбивание пены (пенообразование);
- приготовление цементного теста или раствора;
- приготовление пенобетонной массы смешиванием пены с цементным тестом или раствором;
- заполнение форм;
- твердение изделий.
В качестве основных материалов в производстве применяются портландцемент и пенообразователи. Для изготовления неавтоклавного пенобетона применяют портландцемент или пуццолановый портландцемент марки не ниже 400. Использование портландцемента меньшей активности нежелательно, так как в этом случае может быть получен пенобетон пониженной прочности. Повышение прочности путем увеличения расхода цемента приводит к увеличению объемного веса и, естественно, к ухудшению теплоизолирующих свойств. Применение шлако-портландцемента в производстве неавтоклавного пенобетона недопустимо, так как этот вид вяжущего вызывает значительную усадку свежеуложенной пенобетонной массы, обусловленную влиянием доменных шлаков на стойкость нет.
Практически вес 1 м3
пенобетона равен весу цементного камня, при этом весом воздуха в порах пренебрегают. Вес цементного камня равен весу цемента и связанной воды – примерно 15% от веса цемента. В производстве пенобетона важное значение имеет правильный выбор водоцементного отношения. Оптимальное водоцементное отношение определяют из условий получения заданно подвижности пенобетонной массы. В производстве пенобетона к воде затворения предъявляются следующие требования: она не должна быть загрязненной керосином, жирами, маслами и другими примесями, содержать большого количества солей кальция, т.е. не быть жесткой.
В качестве пенообразующих веществ применяются клееканифольная эмульсия, алюмосульфонафтеновая эмульсия и др.
Процесс приготовления пены, цементного теста или раствора и смешение пены с цементным тестом или раствором происходят в пенобетономешалках. Существуют различные типы пенобетономешалок, состоящие из двух или трех барабанов. Наибольшее распространение получили трехбарабанные пенобетономешалки.
Продолжительность цикла работы пенобетономешалки слагается из продолжительности приготовления раствора, пены и смешения их в барабане-смесителе. Средняя продолжительность цикла приготовления пенобетонной массы равна 6 мин. Производительность мешалки выражается емкостью ее смесителя, что и определяет выдачу пенобетонной массы за один замес.
Готовая однородная пенобетонная масса развозится передвижным кюбелем и разливается в подготовленные формы или непосредственно в опалубку строительной конструкции. Для твердения (набора прочности) пенобетона достаточно пропаривания изделий в камерах при атмосферном давлении (в отличие от газобетона, где пропарка проходит в дорогостоящих и энергоемких автоклавных камерах под высоким давлением и высокой температурой).
В условиях засушливого климата и при высоких дневных температурах необходимо проводить поливку водой для увлажнения поверхности твердеющих изделий.
Также не исключается вариант естественного твердения, но при этом уменьшается оборачиваемость форм в сутки, обычно в два раза! Пенобетон естественного твердения обладает хорошими теплоизоляционными свойствами. К недостаткам следует отнести, кроме малой прочности, высокий удельный расход портландцемента; значительную усадку изделий, вызывающую образование трещит; значительное время вызревания (твердения) изделий и, соответственно, длительность процесса производства.
Получаемые изделия из пенобетона по своим качественным показателям не уступают традиционному ячеистому газобетону автоклавного твердения. Благодаря простоте технологии и применяемого оборудования (исключение из технологического цикла помола сырьевых компонентов в шаровых мельницах и автоклавной обработки), стоимость изделий в 1.5-2 раза ниже, чем стоимость таких же изделий из ячеистого газобетона.
Расход пенообразователя определяется требуемой плотностью пенобетона и колеблется в пределах 0.5-1.2 л/м3.
Технология позволяет изготавливать конструкционно-теплоизоляционные изделия плотностью 500-1200 кг/м3 и теплоизоляционные изделия плотностью менее 500 кг/м3 .
Основные характеристики пенобетона
Неавтоклавный пенобетон наряду с высокими тепло- и звукоизоляционными свойствами имеет низкие коэффициенты усадки и водопоглощения, обладает высокой пожаростойкостью и устойчивостью к переменному замораживанию, оттаиванию.
Пенобетон используется в строительстве с 70-х годов более чем в 40 странах. За рубежом этот строительный материал пользуется особой популярностью в Германии, Голландии, Скандинавских странах, Чехии. В Швеции более 50% конструкций возводится из этого эффективного материала. В настоящее время на всей территории Украины имеются отработанные технологии производства этого материала.
Характеристики получаемого пенобетона
| Марка пенобетона средней плотности в сухом состоянии | 300 | 600 | 800 | 1000 |
| Теплопроводность бетона в сухом состоянии не более, Вт/м о С | 0,07 | 0,14 | 0,21 | 0,24 |
| Класс бетона по прочности на сжатие | В05 | В1 | В2 | В2,5 |
| Средняя прочность на сжатие, не менее, МПа | 0,7 | 1,4 | 2,9 | 7,2 |
Пенобетон характеризуется следующими свойствами:
- высокими теплозащитными свойствами: сопротивление теплопередаче в три с лишним раза больше, чем у пустотелого кирпича, что существенно снижает расходы на отопление и прогревание холодного помещения:
- широким диапазоном прочности: 3-100 кг/см2 допустимая этажностьстроительства4этажа;
- повышенной морозостойкостью: более 35 циклов;
- повышенной пожаробезопасностью: стены из пенобетона (150 мм) выдерживают прямое воздействие огня в течение 4 часов, а толщиной 100 мм – 2,5 часа;
- высокая пористость: в помещениях из пенобетона не накапливается радон, продукты метаболизма, вредные примеси и сырость, ячеистая структура обеспечивает оптимальную воздухо- и паропроницаемость;
- сорбционная влажность 5-6%, что меньше положенных по нормам 10%;
- изделия из пенобетона хорошо пилятся, "гвоздятся" и "шурупятся";
- великолепное шумоглушение – до 58 ДБ;
- коэффициент линейного расширения для пенобетона имеет такое же значение, что и для нормального бетона. Этот коэффициент важен при использовании бетона на больших площадях крыш, которые подвергаются воздействию тепла и холода.
Сравнительная характеристика пенобетона и традиционных строительных материалов
| Показатели | Кирпич строительный | Строительные блоки | Пенобетонные блоки | ||
| глиняный | силикатный | керамзитoбетон | газобетон | ||
| Плотность, кг/м3 | 1550-1700 | 1700-1950 | 900-1200 | 300-1200 | 300-1200 |
| Теплопроводность, Вт/м о С | 0,6-0,95 | 0,85-1,15 | 0,75-0,95 | 0,07-0,36 | 0,07-0,38 |
| Морозостойкость, цикл | 25 | 25 | 25 | 35 | 35 |
| Показатели | Кирпич строительный | Строительные блоки | Пенобетонные блоки | ||
| глиняный | силикатный | керамзитoбетон | газобетон | ||
| Водопоглощение,% по массе | 12 | 16 | 18 | 20 | 14 |
| Прочность на сжатие, МПа | 2,5-25 | 5-30 | 3,5-7,5 | 0,15-25 | 0,03-12,5 |
Характеристика узлов технологической линии изготовления пенобетона
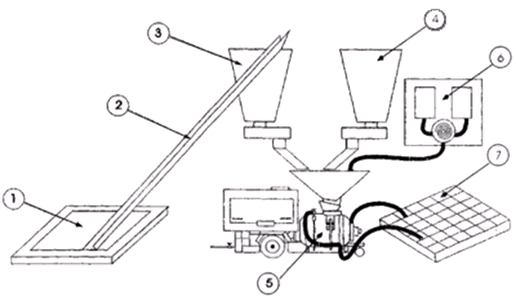
1. Площадка для хранения песка;
2. Ленточный транспортер песка;
3. Бункер для песка со шнековым дозатором;
4. Бункер для цемента со шнековым дозатором;
5. Установка для приготовления пенобетона;
6. Пеногенератор;
7. Металлоформа (узел формования пенобетонных изделий)*.
* - далее формоостнастка должна подвергаться теплообработке в камере ТО 70-80 0 С.
На схеме приведена функциональная (общая схема) пенобетонной установки. В реальности конфигурация может быть изменена в ту или иную сторону.
ОПИСАНИЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ГАЗОБЕТОНА
Бетоны с ячеистой структурой могут быть получены способом газообразования. Такие автоклавные и неавтоклавные ячеистые бетоны получают на основе портландцемента и извести и называют газобетонами или газосиликатами.
Газобетон (или автоклавный ячеистый бетон) состоит из кварцевого песка, цемента, негашеной извести и воды . Он изготавливается в промышленных условиях при помощи автоклавов, в которых поддерживается определенное давление и температура. При смешивании в автоклаве всех компонентов с газообразователем - алюминиевой пудрой - происходит выделение водорода. Он в несколько раз увеличивает исходный объем сырой смеси. А пузырьки газа при застывании бетонной массы образуют в структуре материала огромное количество пор. Процесс производства газобетона требует точного соблюдения технологии.
Для изготовления газобетона применяют портландцемент марок 300, 400, 500, удовлетворяющий требованиям ГОСТ 970-61. Производство газобетона предъявляет специальные требования к портландцементу в отношении щелочности цементного теста – рН теста не должна быть ниже 12. Щелочность цемента определяется количеством свободной СаО и суммой Na2О и K2О. По данным работы газобетонных заводов, содержание щелочей (Nа2О, К20) в 1 л раствора цемента не должно быть менее 75 мг. В случае недостаточной щелочности раствора в газобетонную массу следует дополнительно вводить известь или щелочь в виде каустической соды (NаОН).
При применении в качестве основного вяжущего извести особое внимание уделяют значительному количеству активных окиси кальция (СаО) и магния (МgО). Общая активность извести не должна быть менее 75%, количество МgО - не более 1,5%. В производстве можно применять известь - молотую кипелку и пушонку. Известь должна быть равномерно обожженной.
Введение извести как добавки к цементу сокращает расход цемента и одновременно увеличивает щелочность раствора, обеспечивая энергичное протекание реакции газообразования:
![]() 3 Са(ОН)2
+ 2 Аl + 6 Н2
О 3 СаО·Аl2
О3
·6Н2О + 3 Н2
3 Са(ОН)2
+ 2 Аl + 6 Н2
О 3 СаО·Аl2
О3
·6Н2О + 3 Н2
В качестве кремнеземистого компонента в производстве газобетона применяют речной или горный кварцевый песок, золу-унос тепловых электростанций, маршалит и другие материалы. Кварцевый песок для изготовления газобетона и газосиликата должен быть чистым, без примесей глины и органических веществ, с содержанием SiO2 не менее 80%. Присутствие глины замедляет твердение газобетона и уменьшает его прочность. Органические примеси вредно сказываются на протекании реакции газовыделения; вспучивание газобетона при наличии органических примесей ухудшается.
Зола-унос может применяться в производстве газозолобетона при содержании SiО2 более 55%. Зола-унос должна иметь незначительное количество сернистых соединений, несгоревших частиц угля и карбонатов кальция.
В качестве кремнеземистого компонента сырьевой смеси могут применяться отходы – металлургические шлаки соответствующих химических составов и тонкости измельчения. В нашей стране и за рубежом в качестве газообразователя преимущественное распространение получил алюминиевый порошок. Алюминиевый порошок, применяемый в производстве газобетона, должен быть химически чистым и содержать не менее 96-98% Аl. Величина частиц алюминия должна быть однородной и такой, чтобы при просеивании через сито
29-04-2015, 04:17