- Если в импульсной трубной проводке есть верхняя точка, не являющаяся местом отбора, то в ней необходимо предусмотреть специальный газосборник и устройство для выпуска газов.
Для газа:
- если прибор расположен выше места отбора, то импульсную трубную проводку целесообразно направить вверх, если ниже – её следует направить горизонтально с уклоном, обеспечивающим сток конденсата через место отбора.
- если в импульсной трубной проводке есть нижняя точка, не являющаяся местом отбора, то в ней необходимо предусмотреть специальный влагосборник и устройство для слива конденсата.
Конкретные типовые схемы импульсных трубных проводок для измерения расхода приведены на рис.11, для измерения давления – на рис.12.
Надёжность работы приборов и средств автоматизации во многом определяется состоянием трубных проводок при их эксплуатации. Ниже перечислены основные требования к проектированию трубных проводок.
Трубные проводки должны обеспечивать возможность:
- проверки и испытаний приборов, средств автоматизации и самих труб во время их монтажа, наладки и эксплуатации без остановки технологического оборудования.
- промывки и продувки труб эксплуатации без остановки технологического оборудования.
- заполнение приборов, средств автоматизации и самих труб разделительной жидкостью.
- удаление газов из приборов, средств автоматизации и самих труб, заполняемых жидкостями.
- удаление конденсата из приборов, средств автоматизации и самих труб, заполняемых газами.
Трубные проводки должны иметь уклоны для стока образующегося в них конденсата или отвода скопляющихся газов с целью предотвращения отказа приборов и средств автоматизации.
Импульсные трубные проводки к манометрам должны иметь уклон не менее 1:50, а к дифманометрам – не менее 1:10.
Трубные проводки систем автоматизации должны обладать механической прочностью и плотностью соединений и присоединений c трёхкратным или большим запасом прочности.
Трубные проводки должны иметь проходные сечения труб, обеспечивающие передачу информации на заданное расстояние при величине времени запаздывания не более максимально допустимого для данной системы контроля или управления.
Трубные проводки, прокладываемые в пожаро- и взрывоопасных помещениях, вблизи сильных электромагнитных полей, должны быть заземлены. По механической прочности трубы выбираются исходя из наиболее неблагоприятных условий режима их работы.
Температура среды в импульсных трубках должна быть близка к температуре помещений, где они располагаются. Однако она, как правило, бывает ниже температуры измеряемой среды, поэтому плотность измеряемой среды в трубной проводке больше, чем в месте отбора. Таким образом, если прибор установлен выше места отбора, то при неправильной прокладке труб в них будет происходить конвекционное движение измеряемой среды. Это может вызвать нагревание чувствительного элемента прибора до температуры выше допустимой и исказить измеряемый параметр за счёт изменения упругих свойств чувствительного элемента. В связи с этим длина трубной проводки должна быть такой, чтобы температура измеряемой среды, поступающей в прибор, не отличалась от температуры окружающего воздуха, но не больше максимальной допустимой длины, указанной в инструкции по монтажу и эксплуатации приборов.
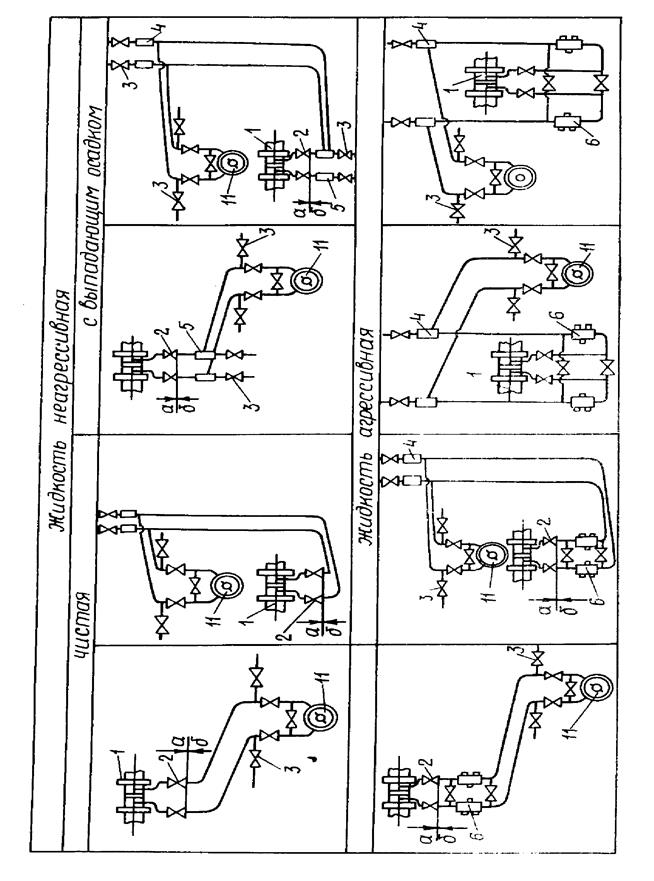 |
Зоны монтажа: а-технологического оборудования, б-средств автоматизации.
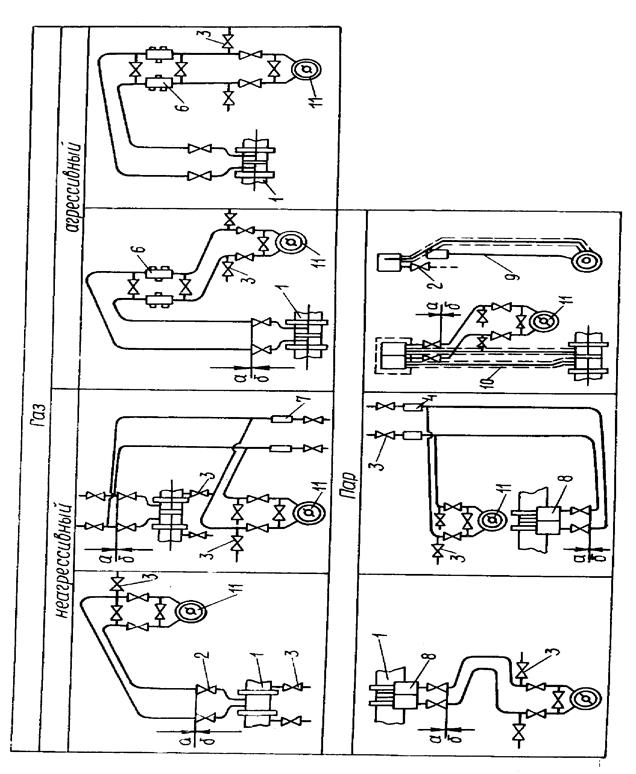 Рис.11. Типовые схемы импульсных трубных проводок для измерения расхода
Рис.11. Типовые схемы импульсных трубных проводок для измерения расхода
1-суж. устройство, 2-запорный вентиль, 3- продувочный вентиль, 4-газосборник, 5-отстойный сосуд, 6-разд.сосуд, 7-влагосборник, 8-конденсационный сосуд,
9-трубка для сбора конденсата, 10-теплоизоляция, 11-дифманометр.
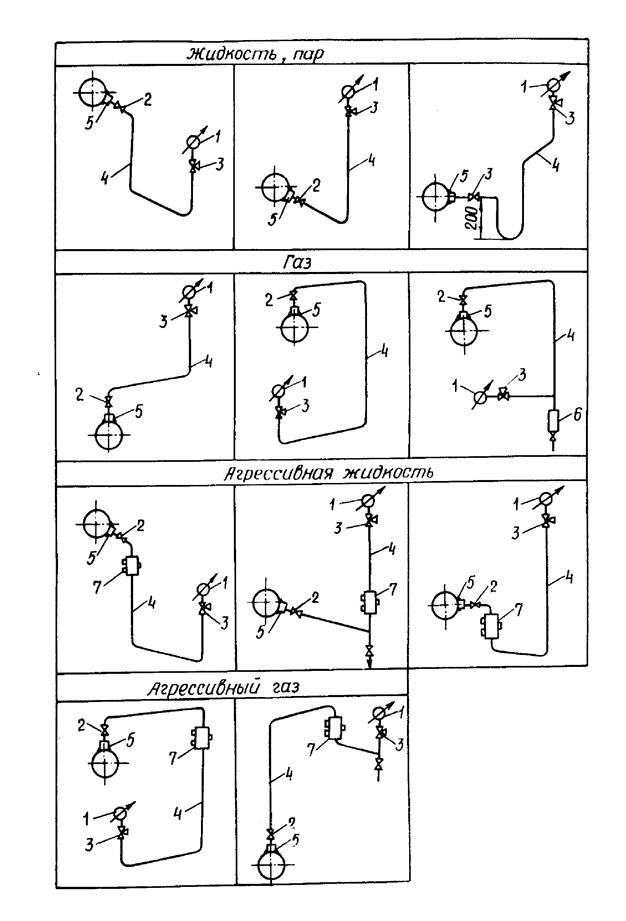
Рис.12. Типовые схемы импульсных трубных проводок для измерения давления.
1- манометр, 2- запорный вентиль, 3- трёхходовой кран, 4- импульсная труба, 5- отбор давления, 6- влагосборник, 7- разделительный сосуд.
Монтаж электрических проводок
Классификация электрических проводок
По назначению эл.проводки делятся на измерительные, командные и питающие.
Измерительные проводки могут быть нескольких типов, отличающихся особенностью монтажа и материалами.
1. Термоэлектрические проводки предназначены для соединения термоэлектрических термометров с измерительными приборами. Выполняются с помощью термоэлектродных проводов.
2. Проводки омических систем соединяют электрические термометры сопротивления со вторичными приборами. Такие проводки выполняются только медными проводами с обязательной подгонкой величины сопротивления линии до номинального значения.
3. Проводки дистанционных систем передачи показаний на расстояние соединяют индукционные, ферродинамические, дифференциально-трансформаторные и сельсинные преобразователи со вторичными приборами.
4. Линии рН-метров соединяют электроды рН-метров со вторичными приборами. Для них используют медные коаксиальные кабели.
Командные проводки применяют для соединения измерительных приборов с электрическими и электронными регуляторами, регуляторов с исполнительными механизмами, сигнализирующих приборов с сигнальными устройствами.
Линии электрического питания применяют для подвода напряжения от щитков питания к потребителям.
По способу выполнения электрические проводки разделяют на открытые и скрытые.
Обозначения проводов, кабелей и их конструкция.
В условных обозначениях проводок приняты следующие сокращения:
П – провод
АП – провод с алюминиевыми жилами
ПК – провод термоэлектронный
Р – резиновая изоляция негорючая
В – поливинилхлоридная изоляция
Г – гибкий (многожильный) провод
Л – лакированная оплётка
Ш – шёлковая оплётка
О – общая оплётка
Э – экранированный провод
Т – провод для прокладки в трубах
М – монтажный провод
В системах контроля и автоматического регулирования наиболее часто применяются следующие типы проводов:
ПВ – провод с медной жилой и изоляцией из поливинилхлоридного пластиката. Его конструкция показана на рис.13.б.
АПВ – то же с алюминиевой жилой
ПР – провод с медной жилой и резиновой изоляцией в оплётке из хлопчатобумажной ткани, пропитанной противогнилостным составом. Его конструкция показана на рис.13.а.
АПР – то же с алюминиевой жилой
ПРГ – провод гибкий с медной жилой в оплётке из хлопчатобумажной ткани, пропитанной противогнилостным составом
ПГВ - провод гибкий с медной жилой и изоляцией из поливинилхлоридного пластиката
В условных обозначениях кабелей приняты следующие обозначения:
К – кабель контрольный с медными жилами
АК - то же с алюминиевой жилой
С – свинцовая оболочка
В – поливинилхлоридная оболочка
Н – оболочка резиновая негорючая
Р – резиновая изоляция жил
П - полиэтиленовая изоляция жил
В – изоляция жил из ПВХ-пластиката
Б – внешнее покрытие (броня) из двух стальных лент с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
БГ - внешнее покрытие (броня) из двух стальных лент с противокоррозионным покрытием
К – внешнее покрытие из круглых оцинкованных проволок с наружным покровом
Г – кабель без внешнего покрытия
Термоэлектродные провода ПКВ, ПКВО, ПКГВ, ПКВП, ПКЛ широко применяются в системах автоматизации технологических процессов. На рис.14. показана конструкция термоэлектродного провода ПКВ, на рис.15. – кабеля типа КРВБ и АКРВБ.
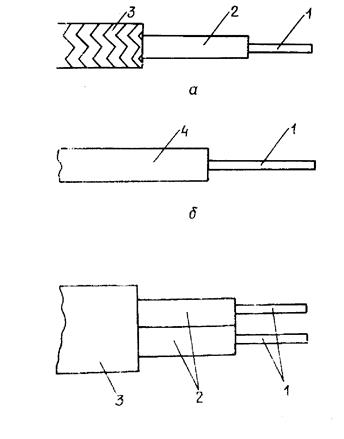 Рис.13. Конструкция проводов типа ПР и АПР (а), ПВ и АПВ (б)
Рис.13. Конструкция проводов типа ПР и АПР (а), ПВ и АПВ (б)
1 – жила
2 – резиновая изоляция
3 – хлопчатобумажная оплётка
4 – ПВХ-изоляция
Рис.14. Конструкция термоэлектродного провода ПКВ
1 – жила
2 – ПВХ-изоляция
3 – ПВХ-оболочка
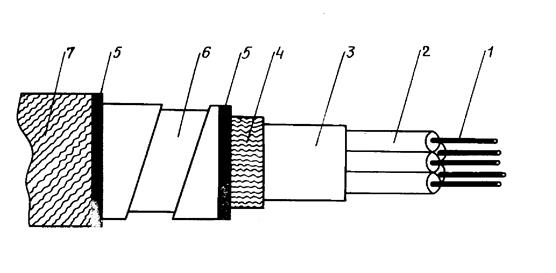
Рис.15. Конструкция кабеля типа КРВБ и АКРВБ
1 – жилы, 2 – изоляция жил, 3 – оболочка, 4 – наполнитель, 5 – бандаж из мягкой проволоки, 6 – внешнее покрытие, 7 – наружный покров
Структура условного обозначения контрольных кабелей
П П П П П П ___ Наличие общего экрана – Э
![]()
![]()
![]()
![]()
![]() Вид брони и защитного покрова
Вид брони и защитного покрова
![]() Внешнее покрытие типа Б – две стальные ленты с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
Внешнее покрытие типа Б – две стальные ленты с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
![]() Внешнее покрытие типа БГ – две стальные ленты с противокоррозионным покрытием без наружного покрова
Внешнее покрытие типа БГ – две стальные ленты с противокоррозионным покрытием без наружного покрова
Внешнее покрытие типа К – из круглых оцинкованных проволок с наружным покровом из хлопчатобумажной пряжи, пропитанной противогнилостным составом
![]() Внешнее покрытие отсутствует Г
Внешнее покрытие отсутствует Г
Материал оболочки
![]()
![]() Свинец
Свинец
![]() Резина негорючая
Резина негорючая
![]() Поливинилхлоридныи пластикат
Поливинилхлоридныи пластикат
Материал изоляции жил
![]() Резина
Резина
![]() Поливинилхлоридныи пластикат
Поливинилхлоридныи пластикат
![]() Полиэтилен низкой плотности
Полиэтилен низкой плотности
![]()
![]() Назначение кабеля (контрольный)
Назначение кабеля (контрольный)
Материал токопроводящей жилы
![]() Медь (не обозначается)
Медь (не обозначается)
![]() Алюминий – А
Алюминий – А
Оконцевание и соединение жил проводов и кабелей
Разделкой провода или кабеля называют освобождение их концов от защитных покровов, оболочек и изоляции и закрепление бандажами оставшихся на жиле защитных покровов, чтобы исключить их смещение и разматывание. Разделка является одной из технологических операций монтажа проводов и кабелей и определяется конструкцией, материалом изоляции жил, оболочки и защитных покровов.
Соединению жил кабелей и проводок предшествует оконцевание, заключающееся в их подготовке к соединению между собой, присоединению и ответвлению от клеммников блоков зажимов типа БЗ и зажимов наборных типа ЗН, а также соединению со сборками зажимов электроаппаратуры, с контактами приборов и регуляторов.
Оконцевание проводов и жил кабелей можно выполнять специальными клещами КК-1, КУ-1 или ножом. Оконцевание производят следующим образом: отступают от края провода на 8-10 мм (для зажима и пайки) или на 20-25 мм (для кольца).Затем жилу необходимо очистить от остатков изоляции и окислов, используя нож или специальные приспособления.
Оконцевание жил производят несколькими способами в зависимости от материала, сечения, конструкции жил и вида зажима. Основные способы оконцевания показаны на рис.16.
При оконцевании многопроволочных жил штырём или кольцом жилы скручивают и облуживают припоем ПОС-60 с канифольным флюсом. При оконцевании жил наконечником с их концов снимают изоляцию с таким расчётом, чтобы между изоляцией и концом наконечника после его установки жила была оголена на 2-3 мм. Жилу вставляют в отверстие наконечника и припаивают припоем ПОС-60 с канифолью. Место пайки и оголённую часть жилы тщательно очищают от остатков флюса, покрывают лаком и изолируют изолентой с заходом на изоляцию провода.
Срез изоляции жилы после оконцевания заделывают специальными монтажными изделиями – оконцевателями, которыми в большинстве случаев выполняют и маркировку. Маркировку жил выполняют также маркировочными манжетками. Наиболее распространённые оконцеватели и маркировочные манжетки показаны на рис.17.
Маркировочные манжетки типа ММ крепят на изоляции на расстоянии 6-7 мм от среза или оконцевателя типа ОИ обжатием плоскогубцами. Маркировочные знаки предварительно наносят пуансонами с высотой 2-3 мм. Маркировочные надписи на оконцевателе ОП и муфточке из ПВХ-трубки делают несмываемыми чернилами с высотой знаков 3-4 мм.
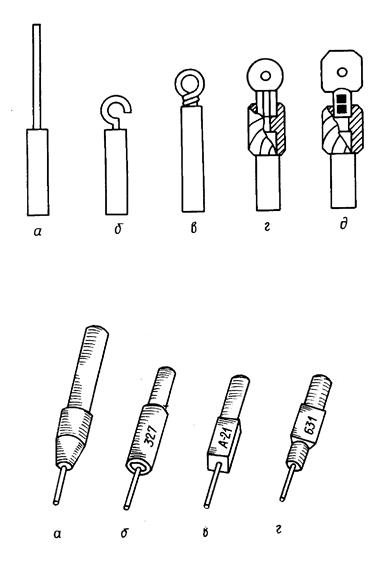
Рис.16. Основные способы оконцевания жил
А-штырём под зажим
Б-кольцом однопроволочных жил
В-кольцом многопроволочных жил
Г-наконечником для пайки
Д-наконечником для опрессовки
Рис.17. Оконцеватели и маркировочные манжетки
А-изоляционный оконцеватель типа ОИ
Б-ПВХ-трубка
В-оконцеватель проводов типа ОП
Г-маркировочная манжетка типа ММ
При соединении проводов требуется обеспечить: надёжный электрический контакт, электрическую изоляцию жил между собой и относительно земли, герметизацию соединяемых концов.
Жилы проводов и кабелей соединяют пайкой или сваркой. Основные виды соединений показаны на рис.18.
Пайка медных жил: перед пайкой жилы зачищают и скручивают (рис.18.а), затем паяют припоем ПОС-60 с канифолью. Алюминиевые жилы паяют припоем марки А. Концы зачищают до металлического блеска. Жилы укладывают внахлёстку и скручивают так, чтобы в месте их соприкосновения образовался желобок (рис.18.б). Скрученные жилы нагревают паяльной лампой до температуры, близкой к температуре плавления припоя. Затем прутком припоя, введённым в пламя, с усилием натирают поверхность жил в желобке, очищая её от плёнки окиси, облуживая жилы и заливая желобок припоем. Такую же операцию производят в другом желобке на обратной стороне скрутки и в местах скрутки жил. После соединения жил место покрывают бакелитовым лаком.
Чтобы восстановить изоляцию, место соединения обматывают изолентой.
Для соединения медных и алюминиевых жил применяется также сварка. Источником питания служит трансформатор 300 Вт со вторичным напряжением 6-12 В. Концы жил подготавливают, зачищая до блеска, а затем одну жилу навивают 3-5 витками (медные) и 2-3 витками (алюминиевые) на другую жилу. При этом конец прямой жилы должен выступать примерно на 10 мм. Подготовленные концы зажимают в плоскогубцах на участке между витками и изоляцией. При сварке алюминиевых жил применяют флюс ВАМИ, медных – буру. Покрыв соединение флюсом, к концу прямой жилы прикасаются угольным электродом. После оплавления первого витка жилы и образования шарика электрод отводят от жил. Затем место соединения очищают и изолируют изолентой.
Место сварки алюминиевых жил перед изоляцией зачищают, тщательно промывают бензином (промывка водой запрещена) и обильно покрывают бакелитовым лаком. Затем места сварки изолируют изолентой.
Описанным способом сваривают также медную жилу сечением до 2,5 мм с алюминиевой сечением 2,5 мм. В этом случае алюминиевую жилу наматывают на медную. В качестве флюса применяют флюс ВАМИ.
29-04-2015, 04:06