Цветовая гамма — от белого до охристо-желтого и др., согласно картотеке цвета, принятой для данного материала. Возможно изготовление любого цвета и оттенка на заказ по NCS.
При окраске по старым покрытиям поверхность должна быть очищена, ошкурена и промыта водой с мылом или стиральным порошком, раствором аммиака или 3%-ным раствором, а затем чистой водой. Поверхности, ранее покрытые мелом или известковыми красками, должны быть тщательно очищены до полного удаления предыдущего слоя.
При оптимальных условиях (18-20°С) сушка одного слоя производится в течение 1 ч. Расход краски на один слой составляет 110-150 г/м2 .
3.2.6 Краска водно-дисперсионная огнезащитная акриловая АК -151 «КРОЗ»
Краска водно-дисперсионная огнезащитная акриловая АК—151 «КРОЗ» разработана ЗАО «Экземпляр» (Москва) и выпускается на предприятии 000 «Зеленопол» (г. Зеленоград) по ТУ 2316-001-18585923-99. согласованным с ГУГПС МВД РФ и органами Госсанэпиднадзора.
Краска предназначена для использования в промышленном и гражданском строительстве, огнезащитный отделочный материал для внутренних и наружных работ. Она изготовлена из высококачественных компонентов на водной основе и несодержит токсичных органических растворителей. Под воздействием высоких температур, o6pазуется защитный коксовый слой, который предотвращает дальнейшее распространение пламени по древесине.
Краска наносится непосредственно на древесину в несколько слоев. Время высыхания одного покрытия около 1,5 ч. В отличие от существующих отечественных и зарубежных аналогов она обладает высокой адгезией и благодаря своей тиксотропной структуре легко наносится кистью или валиком, а также путем воздушного распыления. Окрашиваемая поверхность требует специальной предварительной подготовки (зачистки и т. д.).
Срок хранения АК-151 «КРОЗ» составляет 6 месяцев. Фасовка готового продукта осуществляется в полиэтиленовые ведра любого объема. Основной цвет — белый, возможна колеровка путем добавки пигментов по желанию заказчика.
3.3 Методика выбора профессионального окрасочного оборудования
Отдел промышленного оборудования был создан в многопрофильном холдинге «ЭКОНИКА» в 1989 г. С 1994 г. «ЭКОНИКА-Техно» работает как самостоятельное предприятие. За годы работы расширен спектр предлагаемого оборудования, отработаны схемы гарантийного и послегарантийного обслуживания оборудования, поставки запасных частей. Дилерские компании «ЭКОНИКА-Техно» работают сегодня в 21 регионе страны и реализуют более двух тысяч наименований промышленного оборудования. Для удобства покупателей фирма издает иллюстрированный каталог оборудования, в котором подробно описана каждая единица техники — технические характеристики, рекомендации по применению и др. Тем не менее у покупателей оборудования, в частности окрасочного, возникает немало вопросов по критериям подбора техники для производства тех или иных видов работ.
Развитие технологий отделочных работ изменило характер малярного дела. Традиционно основным инструментом маляра была кисть. В настоящее время техническое оснащение малярных работ существенно изменилось — окрасочные агрегаты различных систем, воздушно-пескоструйные системы, водопескоструйные агрегаты высокого давления и разнообразные аксессуары позволяют эффективно работать на любых поверхностях зданий и конструкций.
Новые технологии требуют высокой квалификации, глубокого знания строительной физики, способов нанесения покрытий, а также соответствующих средств механизации.
Метод воздушного распыления наиболее распространен и является одним из самых качественных методов нанесения окрасочных составов. Этот метод применяется для окраски небольших поверхностей в промышленности, строительстве и в быту.
Принцип воздушного распыления основан на том, что сжатый воздух, проходя через специальные сопла разной конструкции, разбивает краску на мелкодисперсные частицы, формируется факел распыления.
В связи с тем, что краскопульты могут комплектоваться соплами различных диаметров, реализуется возможность распылять окрасочные составы любых типов и практически любой вязкости.
Существует четыре основных типа оборудования для воздушного распыления. В них регулировка подачи краски осуществляется за счет позиционирования иглы, запирающей сопло. Факел распыления формируется воздушным соплом.
В ручных пневматических краскораспылителях с верхним расположением емкости (рис. 3.3.1, а) краска самотеком, за счет силы тяжести, подается из емкости к соплу. Регулировка подачи краски осуществляется иглой, которая запирает сопло, изменением давления сжатого воздуха и в некоторых, более дорогих моделях краскораспылителей - дополнительным клапаном, который располагается сразу после емкости для краски.

а) б)
рис. 3.3.1
В ручных пневматических краскораспылителях с нижним расположением емкости для краски (рис. 3.3.1, б) окрасочный состав всасывается (эжектируется) в сопло для краски за счет разрежения, создаваемого сжатым воздухом. Существуют системы, где емкость для красок представляет собой небольшой красконагнетатель, в который подается часть сжатого воздуха для придания избыточного давления.
При выборе типа краскопульта нужно прежде всего руководствоваться условиями эксплуатации (позиционирование краскопульта в процессе работы, давление сжатого воздуха, возможность использования красконагнетательных баков).
Принцип работы агрегатов воздушного распыления с пневматическим мембранным двигателем (рис. 3.3.2, а) основан на использовании насоса с двумя диафрагмами. Сжатый воздух, попадая в установку, разделяется на два потока. Первый поток направляется по специальному шлангу через редуктор давления в пистолет для фиксирования факела. Другой поток поступает через второй редуктор давления к насосу. Насос всасывает краску прямо изконтейнера и доставляет ее к распылительному пистолету. Такие агрегаты находят широкое применение на промышленных предприятиях.
В агрегатах воздушного распыления с низким давлением и большой подачей воздуха ( HVLP) (рис.3.3.2, б) источником сжатого воздуха служат не компрессоры, а электрические турбины (воздуходувки)разной мощности. Турбины производят сухойсжатый воздух в большом объеме без примесей масла и влаги. Избыточное давление составляет не больше одной атмосферы, но за счет высокой производительности турбины и идеальной конструкции распылительных пистолетов достигается высокое качество окрашиваемой поверхности.

а) б)
рис.3.3.2
При выборе систем воздушного распыления необходимоучитывать технические характеристики красок, которые выбраны для работы. Это вязкость, плотность, сухой остаток, рекомендуемый диаметр сопла для данной краски.
Важным аспектом правильного подбора систем воздушного распыления является выбор компрессора. Следует учитывать, что более вязкие окрасочные составы требуют установки сопла большего диаметра, и вследствие этого потребление сжатого воздуха краскопультом или агрегатом воздушного распыления увеличивается.
Специалисты фирмы «ЭКОНИКА-техно» могут с большой точностью подобрать краскопульт, характеристики которого максимально учитывают производственные задачи клиента.
Метод безвоздушного распыления основан на создании высокого гидравлического давления на окрасочный состав и вытеснении его с большой скоростью через специальное сопло эллиптической формы. Этот метод, в отличие от метода воздушного распыления, обычно применяют для выполнения больших объемов работ. Использование агрегатов безвоздушного распыления позволяет снизить потери окрасочного состава на туманообразование, существенно увеличить производительность за счет нанесения более толстых слоев краски и снижения количества проходов.
К недостаткам метода безвоздушного распыления можно отнести сравнительно большой расход краски, пониженное качество окрашенной поверхности, ограничения при окраске изделий сложной конфигурации (существенно возрастают потери краски), трудности при нанесении окрасочных составов с грубыми включениями или наполнителями.
Принцип работы агрегатов безвоздушного распыления с мембранным насосом (рис. 3.3.3, а) основан на том, что вращение вала двигателя при помощи диска-маховика, или эксцентрика преобразуется в возвратно-поступательное движение подпружиненной мембраны насоса. При этом с помощью всасывающего и нагнетательного клапанов происходит засасывание окрасочного состава и нагнетание его по шлангу высокого давления к окрасочному пистолету. Давление изменяется с помощью регулятора давления.
Приводом агрегатов такой конструкции обычно являются электрические, бензиновые или дизельные двигатели.
Основным узлом агрегатов безвоздушного распыления с плунжерными насосами (рис. 3.2.3, б) является плунжерный насос высокого давления с пневмоприводом поршневого типа или с электроприводом.
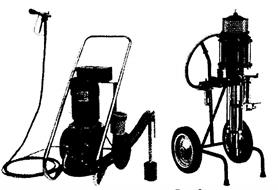
а) б)
рис.3.3.3
При подаче сжатого воздуха через редуктор в пневмопривод с помощью распределительного механизма воздух попеременно подается то в верхнюю, то в нижнюю полость пневмоцилиндра. При этом поршень и связанный с ним плунжер насоса совершают возвратно-поступательные перемещения. Всасывающий и перепускной клапаны насоса соответственно открываются и закрываются, пропуская окрасочный состав в полость насоса и нагнетая его в шланг высокого давления к окрасочному пистолету.
Полезную площадь поршня пневмопривода обычно задают в 15—80 раз больше полезной площади плунжера насоса, что позволяет соответственно увеличить давление на окрасочный состав по сравнению с давлением подводимого сжатого воздуха.
Плунжерные насосы просты по устройству и обслуживанию, отличаются от мембранных более высокой надежностью, возможностью нанесения на поверхность окрасочных составов как обычной, так и повышенной вязкости.
Метод комбинированного распыления, известный за рубежом как метод airmix (aircoat), является комбинацией двух методов распыления - безвоздушного и воздушного.
Дело в том, что факел при безвоздушном распылении неравномерен по длине, особенно по краям. Для того чтобы добиться равномерного распределения краски по всему сечению факела, применяют специальную конструкцию сопла и окрасочного пистолета.
Распыление окрасочного состава происходит через сопло безвоздушного распыления, но факел корректируется соплом для воздуха, установленным вокруг него. Сжатый воздух поступает через специальные отверстия в воздушном сопле в факел и, воздействуя на него, равномерно распределяет краску по сечению факела.
Окрасочный пистолет имеет два входа, один для подачи краски под высоким давлением, другой для подачи воздуха от компрессора. Качество факела регулируется специальным клапаном прямо в пистолете.
Используя любой агрегат безвоздушного распыления, возможно реализовать метод комбинированного распыления путем замены обычного пистолета для безвоздушного распыления на специальный пистолет комбинированного распыления.
Метод комбинированного распыления позволяет получать покрытия более высокого качества.
Сегодня, когда требования к качеству и скорости работ возрастают, пользователь понимает, что достигнуть хорошего результата невозможно, используя неподходящую технику. Важно найти фирму, оказывающую широкий комплекс услуг, — профессиональные консультации, комплектацию под заказ сложного технологического оборудования, ввод его в эксплуатацию, гарантийное и послегарантийное обслуживание.
Специалисты фирмы «ЭКОНИКА-Техно» окажут техническую консультацию, помогут сориентироваться в многообразии современного оборудования и инструмента, предложат наиболее выгодные условия сотрудничества.
Список использованной литературы
1. Строительные работы: Для студенческих отрядов/ О.О. Литвинов, В.А. Лященко – 2-е изд., перераб. и доп. – К.: Вища шк. Головное изд-во, 1986. – 263 с.
2. Отделочные работы в строительстве. Под ред. Г.Р. Тхиладзе. М., Стройиздат, 1976. 512 с. (Справочник строителя). Авт.: Г.Р. Тхиладзе, М.С. Стесин, А.Е. Суржаненко, Б.Л. Хейфиц.
3. Чмырь В.Д. Материаловедение для маляров: Учебник для сред. Проф.-техн. Училищ. – 3-е изд., перераб. и доп.- М.: Высш. школа, 1982.-128 с., ил. – (Профтехобразование).
4. Шепелев А.М. Ремонт квартиры своими силами. – 7-е изд., пер. и доп.-М.: Моск. Рабочий, 1987. – 416 с., ил.
5. //Строительные материалы. – 2000. №10.
29-04-2015, 04:06