3. Комплексная установка для одновременной сепарации нефти, газа и воды может полноценно функционировать без сбоя, независимо от объёма поступаемой нефти и ее давления , так как постоянно контролируется современной автоматической системой управления РLС (програмно-логический контроллер), включающий высокоэффективный электронный детектор интерфейса нефть/ вода и автоматический регулятор обратного давления.
4. Нагреватель в комплексной установке подготовки нефти констукции Малони (хитер-тритер / деэмульсатор) состоит из специально разработанной нагревательной секции с жаровыми трубами типа "Двойного Потока" и является более эффективным и более надежным, чем раздельный огневой подогреватель прямого нагрева. В раздельном подогревателе прямого нагрева стандартного типа, где жаровые трубы находятся постоянно в среде отделившейся свободной пластовой воды, поступаемой из сепаратора первой ступени, при уменьшении ее объёма (в виду уменьшения поступаемой на обработку эмульсии или каких-либо проблемах в сепараторе первой ступени) и наличия постоянных высоких температур, создается значительный риск перегрева огневых труб, выпаривание жидкости в пар высокого давления, что может привести к опасной аварийной ситуации.
В отличии от этого, в установке конструкции Малони, жаровые трубы никогда не находятся в среде отделившейся свободной пластовой воды, а умеренная теплопередача от жаровых труб, расположенных в нефтяной фазе, обеспечивает равномерный нагрев нефтяной фазы.
5. Одной из существенных особенностей Комплексной установки Хитер Тритер / деэмульсатор является применение определенного набора секций коалесценции типа "Очистное Соединение" ("Сlеап Кnit" - патент Маlопеу) - для нефтяной фазы - и одна или несколько секций типа "Разделительные/отбойные пластины" ("Interceptor Рlаtе" - патент Маlопеу) - для водяной фазы, которые являются высокоэффективным фактором сепарации нефти и воды и доведения качества их очистки до стандартных требований (базовое содержание воды в нефти - не более 5%).
Секции обоих типов (или только одного типа) могут комплектоваться в различные комбинации, в зависимости от состава поступаемой эмульсии и требований к подготовленной нефти и воде. Благодаря применению таких секций, конструктивные габаритные размеры установок подготовки нефти типа "хитер-тритер" могут быть намного меньше стандартного/классического типа деэмульсаторов и отбойных сепараторов.
Для обеспечения функциональной надежности и продолжительной безопасной работы установки подготовки нефти, ее конструкция имеет ряд специфических особенностей:
1. Двойная (дублированная) система жаровых труб (2 х 75 % тепловой мощности) - т.е. при выводе на ремонт одной жаровой трубы, вторая будет обеспечивать работу установки в режиме 75 % проектной тепловой мощности.
2. Полная защита от коррозии, состоящая из внутреннего эпоксидного покрытия всей внутренней поверхности сосуда и протекторных анодов в водной фазе. Все внутренние части, которые не могут быть покрыты антикоррозийным составом (за исключением жаровых труб), сделаны из нержавеющей стали.
3. Современная система контроля для управления работы горелки, электронная детекция интерфейса нефть/вода, регулирование давления - все это обеспечивает непрерывный текущий контроль и управление всеми рабочими функциями установки независимо от ее расположения.
4. Техническое обслуживание и профилактический осмотр установки, проводимый примерно один раз в два года, заключается в проведении внутреннего и наружного осмотра сосуда и инспектирования состояния его деталей и антикоррозионного покрытия. В случае необходимости вытаскивания жаровых труб из сосуда и их обратной установки, установка подготовки нефти оборудована специальным тельферным роликовым приспособлением, позволяющим легко и быстро произвести эти операции.
2.2 Принцип работы установки подготовки нефти
”Хитер-Тритер ”
Процесс обработки нефти, осуществляемый на установках подготовки нефти конструкции Малони, базируется на многолетней апробированной конструктивной практике, которая использует единую комплексную установку – Хитер Тритер (сепаратор / деэмульсатор с подогревом), осуществляющий одновременно сепарацию нефти, газа и воды.
Жидкость и попутный газ поступают в установку через входной штуцер, расположенный наверху емкости. Далее во входном отсеке происходит отделение газа от жидкости. Выделившийся газ поднимается и через экстрактор влаги поступает в выпускной газовый патрубок. В экстракторе влаги вся жидкость в газе коагулируется и соединяется с жидкой фазой внизу емкости. Далее газ проходит через клапан-регулятор, контролирующий рабочее давление и уровень нефти в установке.
Жидкость попадает на входной зонт – распределитель потока аппарата, по которому стекает с выделением свободной воды, и собирается в нижней части под жаровыми трубами.
Температура в жаровых трубах и топке поддерживается путем сжигания попутного газа, который поступает с узла подготовки топливного газа. Регуляторы и приборы, обеспечивающие контроль за пламенем и температурой, установлены в блоке управления.
Более стойкая эмульсия поднимается и нагревается вокруг жаровых труб, в процессе чего происходит ее быстрое разрушение. Коагулированные капли воды оседают и соединяются со свободной водой в нижней части аппарата. А объединяющиеся капли нефти поднимаются выше и через специальные перегородки попадают на коалесцирующие фильтры (коалесоры). 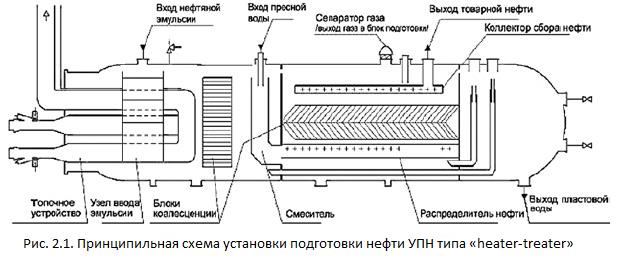
Фильтры состоят из пакета специальных полипропиленовых профилированных пластин, расположенных друг над другом. В ламинарном режиме потока капельки нефти поднимаются к верхнему слою коалесора, образуя нефтяную пленку. Применение рифленых пластин, расположенных рядом друг с другом, создает большую коагуляционную площадь, на которой собираются капельки нефти. Эта секция способствует большему столкновению капель с образованием крупных глобул. Собравшаяся нефть поднимается наверх к нефтяной фазе, а вода, под действием силы тяжести, оседает в нижней части емкости. Обезвоженная нефть продолжает подниматься наверх и перетекает в сборный карман, откуда через патрубок выводится из аппарата.
Вода, выделившаяся из эмульсии в жаровой секции и в коалесоре, оседает на дно емкости и соединяется со свободной водой. Затем вода движется по дну к концу аппарата и выходит из него через два патрубка сброса пластовой воды. (рис 2.1.) [2]
3 РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА ДОЖИМНОЙ НАСОСНОЙ СТАНЦИИ (ДНС)
Исходные данные для расчета:
Годовая производительность установки по товарной нефти -1600000 тонн/год
Обводненность сырой нефти – 35%
Давление первой стадии сепарации – 1.0 МПа
Температура первой стадии сепарации – 20О С.
Давление второй стадии сепарации – 0.5 МПа;
Температура второй стадии сепарации – 20О С.
Компонентный состав нефти приведен в табл. 3.1.
Таблица 3.1
Комплексный состав нефти
| № п/п | Компонент смеси | Мольная доля компонента в нефти , % мол. |
| 1 | Диоксид углерода (СО |
0,21 |
| 2 | Азот (N2 ) | 0,43 |
| 3 | Метан(СН |
25,15 |
| 4 | Этан (С |
2,10 |
| 5 | Пропан (С |
5,17 |
| 6 | n-Бутан (n-С |
5,04 |
| 7 | i-Бутан (i-С |
2,20 |
| 8 | n-Пентан (n-С |
2,66 |
| 9 | i-Пентан (i-С |
1,12 |
| 10 | Гексан и выше (С |
54,92 |
| Итого | 100 |
3.1 Материальный баланс первой ступени сепарации
Технологией подготовки нефти предусмотрено, что термодинамические параметры работы рассматриваемого блока соответствует абсолютному давлению и температуре, равных соответственно
Р=1.0 МПа; t=20 О С
Расчеты разгазирования нефти в сепараторах при небольших давлениях (0,6 – 1,1МПа) с достаточным для практических целей точностью можно производить по закону Рауля – Дальтона:
![]() (3.1)
(3.1)
где ![]() - мольная доля i-го компонента в образовавшейся газовой фазе, находяйщейся в равновесии с жидким остатком.;
- мольная доля i-го компонента в образовавшейся газовой фазе, находяйщейся в равновесии с жидким остатком.; ![]() - мольная доля этого же компонента в жидком остатке;
- мольная доля этого же компонента в жидком остатке; ![]() - константа фазового равновесия i-го компонента при условии сепарации (в рассматриваемом случае при давлении Р=1.0 МПа и температуре t=20 О
С).
- константа фазового равновесия i-го компонента при условии сепарации (в рассматриваемом случае при давлении Р=1.0 МПа и температуре t=20 О
С).
Для определения покомпонентного состава образовавшейся газовой (паровой) фазы используется уравнение:
![]() (3.2)
(3.2)
где ![]() - мольная доля i-го компонента в исходной эмульсии;
- мольная доля i-го компонента в исходной эмульсии;
![]() - мольная доля отгона.
- мольная доля отгона.
Поскольку ![]() то по уравнению (3.2) получим:
то по уравнению (3.2) получим:
![]() (3.3)
(3.3)
Уравнение (3.3) используется для определения методом последовательного приближения мольной доли отгона ![]() , при заданных составе исходной смеси
, при заданных составе исходной смеси ![]() , давлении и температуре сепарации.
, давлении и температуре сепарации.
При расходе нефтяной эмульсии ![]() - 1600000 тонн/год часовая производительность установки составит:
- 1600000 тонн/год часовая производительность установки составит:
![]() т/ч
т/ч
Содержание углеводородов в нефтяной эмульсии и константы фазового равновесия (![]() ) с учетом условий сепарации приведены в табл. 3.2.
) с учетом условий сепарации приведены в табл. 3.2.
Таблица 3.2
Исходные данные для расчета
| № п/п | Компонент смеси | Мольная доля компонента в нефти (z |
Молекулярная масса (М |
|
| 1 | Диоксид углерода (СО |
0,21 | 44 | 21,3 |
| 2 | Азот (N2 ) | 0,43 | 28 | 52,6 |
| 3 | Метан (СН |
25,15 | 16 | 23,28 |
| 4 | Этан (С |
2,10 | 30 | 3,72 |
| 5 | Пропан (С |
5,17 | 44 | 0,83 |
| 6 | n-Бутан (n-С |
5,04 | 58 | 0,28 |
| 7 | i-Бутан (i-С |
2,20 | 58 | 0,39 |
| 8 | n-Пентан (n-С |
2,66 | 72 | 0,06 |
| 9 | i-Пентан (i-С |
1,12 | 72 | 0,08 |
| 10 | Гексан и выше (С |
54,92 | 86 | 0,016 |
| - | - |
Составим уравнения мольных концентраций для каждого компонента в газовой фазе в расчете на 100 молей нефти:










Путем подбора определим такую величину ![]() , при которой выполняется условие:
, при которой выполняется условие:
![]()
Подбор величины ![]() приводится в табл. 3.3
приводится в табл. 3.3
Таблица 3.3
Определение мольной доли отгона N
| Компонент смеси | N'= 26,63 | N'=26,4 | N'=26 |
| Диоксид углерода (СО |
0,0069 | 0,0070 | 0,0071 |
| Азот (N2 ) | 0,0153 | 0,0154 | 0,0156 |
| Метан (СН |
0,8444 | 0,8507 | 0,8619 |
| Этан (С |
0,0453 | 0,0454 | 0,0457 |
| Пропан (С |
0,0449 | 0,0449 | 0,0448 |
| n-Бутан (n-С |
0,0174 | 0,0174 | 0,0173 |
| i-Бутан (i-С |
0,0102 | 0,0102 | 0,0101 |
| n-Пентан (n-С |
0,0021 | 0,0021 | 0,0021 |
| i-Пентан (i-С |
0,0011 | 0,0011 | 0,0011 |
| Гексан и выше (С |
0,0119 | 0,0118 | 0,0118 |
| Σ Yi | 1,0000 | 1,0064 | 1,0180 |
Расчеты показали, что из 100 молей сырой нефти в процессе сепарации выделяется 26,63 молей газа. Составим материальный баланс сепарации в молях на 100 молей сырой нефти. Расчет приведён в табл. 3.4.
Таблица 3.4
Мольный баланс процесса сепарации первой ступени
| Компонент смеси | Молярный состав сырой нефти zi' | Газ из сепаратора | Нефть из сепар. Nноi=zi'-Nгоi |
Xi'=((zi'-Nгоi)/Σ(zi'-Nгоi))*100, % | |
| Молярная концентр. Yi' | Моли Nгоi=N'*Yi' |
||||
| СО |
0,21 | 0,007 | 0,18 | 0,024 | 0,03 |
| N2 | 0,43 | 0,015 | 0,41 | 0,021 | 0,03 |
| СН |
25,15 | 0,844 | 22,45 | 2,661 | 3,63 |
| С |
2,1 | 0,045 | 1,20 | 0,893 | 1,22 |
| С |
5,17 | 0,045 | 1,20 | 3,973 | 5,41 |
| n-С |
5,04 | 0,017 | 0,46 | 4,575 | 6,23 |
| i-С |
2,2 | 0,010 | 0,27 | 1,927 | 2,62 |
| n-С |
2,66 | 0,002 | 0,06 | 2,603 | 3,55 |
| i-С |
1,12 | 0,001 | 0,03 | 1,088 | 1,48 |
| С |
54,92 | 0,011 | 0,32 | 54,603 | 74,42 |
| Итого | 100 | 1,000 | Σ Nгоi =26,63 | 73,370 | 100 |
Баланс по массе в расчете на 100 молей сырой нефти приведен в табл. 3.5
Таблица 3.5
Массовый баланс процесса сепарации первой ступени
| Компонент смеси | Молярный состав сырой нефти zi' % | Массовый состав сырой нефти Mci=zi'*Mi' |
Массовый состав газа из сепаратора Mгi=Nгоi*Mi' |
Массовый состав нефти из сепаратора Mнi=Mгсi-Mгi |
Масса выде-ливщегося газа, относительно сырой нефти Rгi=(Mгi/Mci)*100, % |
| СО |
0,21 | 9,24 | 8,18 | 75,60 | 88,54 |
| N2 | 0,43 | 12,04 | 11,44 | 137,74 | 95,02 |
| СН |
25,15 | 402,4 | 359,81 | 144789,53 | 89,41 |
| С |
2,1 | 63 | 36,19 | 2280,17 | 57,45 |
| С |
5,17 | 227,48 | 52,66 | 11979,68 | 23,15 |
| n-С |
5,04 | 292,32 | 26,97 | 7882,80 | 9,22 |
| i-С |
2,2 | 127,6 | 15,82 | 2018,88 | 12,41 |
| n-С |
2,66 | 191,52 | 4,08 | 781,74 | 2,13 |
| i-С |
1,12 | 80,64 | 2,27 | 183,48 | 2,82 |
| С |
54,92 | 4723,12 | 27,27 | 128795,99 | 0,58 |
| Итого | 100 | ΣMci=6129,36 | ΣMгi=544,70 | Σ298925,63 | ΣRгi=8,88 |
![]() - массовая доля отгона.
- массовая доля отгона.
Средняя молекулярная масса газа:
![]()
![]()
Плотность газа:

Плотность газа при нормальных условиях (атмосферном давлении и температуре 0 О С):
Таблица 3.6
Характеристика газа, выделяющегося в сепараторе
| Компонент смеси | Молярная концентрация
|
Молекуляр-ная масса (Mi) |
Массовый состав Мср |
Содержание тяжелых углеводородов г/м3 |
| Диоксид углерода (СО |
0,0007 | 44 | 1,50 | - |
| Азот (N2 ) | 0,0153 | 28 | 2,10 | - |
| Метан (СН |
0,8444 | 16 | 66,07 | - |
| Этан (С |
0,0453 | 30 | 6,64 | - |
| Пропан (С |
0,0449 | 44 | 9,67 | 821,99 |
| n-Бутан (n-С |
0,0174 | 58 | 4,95 | 420,91 |
| i-Бутан (i-С |
0,0102 | 58 | 2,90 | 246,96 |
| n-Пентан (n-С |
0,0021 | 72 | 0,75 | 63,71 |
| i-Пентан (i-С |
0,0012 | 72 | 0,42 | 35,51 |
| Гексан и выше (С |
0,0120 | 86 | 5,00 | 425,64 |
| Итого | 1,0000 | - | 100,00 | 2014,73 |
В блоке сепарации от сырой нефти отделяется только газ. Исходя из этого составим материальный баланс блока сепарации с учетом обводненности нефти.
Сырая нефть имеет обводненность 35% масс. Количество безводной нефти в этом потоке составит
![]() т/ч.
т/ч.
Газ будет отделяться от нефти с производительностью:
![]()
![]() т/ч.
т/ч.
![]() т/ч,
т/ч,
![]() т/ч.
т/ч.
Правильность расчета материального баланса определится выполнением условия:
![]() ;
;
![]() т/ч;
т/ч;
![]() ;
;
![]() т/ч.
т/ч.
Уравнение выполняется.
Данные по расчету блока сепарации первой ступени сводим в табл. 3.7.
Таблица 3.7
Материальный баланс сепарации первой ступени
| Приход | Расход | ||||||
| % масс | т/ч | т/г | % масс | т/ч | т/г | ||
| Эмуль-сия | Эмуль-сия | 94,23 | |||||
| в том числе: | в том числе: | ||||||
| нефть | 65 | 123,8 | 1039920 | нефть | 62,85 | 112,8 | 947520 |
| вода | 35 | 66,66 | 560079 | вода | 37,15 | 66,66 | 560079 |
| Всего | 100 | 179,46 | 1507599 | ||||
| ИТОГО | 100 | 190,47 | 1600000 | Газ | 5,77 | 11 | 92400 |
| ИТОГО | 100 | 190,47 | 1600000 | ||||
3.2 Материальный баланс второй ступени сепарации
Термодинамические параметры работы рассматриваемого блока равны:
Р=0,5 МПа; t=20 О С
Содержание углеводородов в нефтяной эмульсии и константы фазового равновесия (![]() ) с учетом условий сепарации приведены в табл. 3.8.
) с учетом условий сепарации приведены в табл. 3.8.
Таблица 3.8
Исходные данные для расчета
| № п/п | Компонент смеси | Мольная доля компонента в нефти (z |
Молекулярная масса (М |
|
| 1 | Диоксид углерода (СО |
0,03 | 44 | 42,5 |
| 2 | Азот (N2 ) | 0,03 | 28 | 105,2 |
| 3 | Метан (СН |
3,63 | 16 | 46,56 |
| 4 | Этан (С |
1,22 | 30 | 7,44 |
| 5 | Пропан (С |
5,41 | 44 | 1,67 |
| 6 | n-Бутан (n-С |
6,23 | 58 | 0,56 |
| 7 | i-Бутан (i-С |
2,62 | 58 | 0,79 |
| 8 | n-Пентан (n-С |
3,55 | 72 | 0,11 |
| 9 | i-Пентан (i-С |
1,48 | 72 | 0,15 |
| 10 | Гексан и выше (С |
74,42 | 86 | 0,032 |
| 100 | - | - |
Составим уравнения мольных концентраций для каждого компонента в газовой фазе в расчете на 100 молей нефти:










Путем подбора определим такую величину ![]() , при которой выполняется условие:
, при которой выполняется условие:
![]()
Подбор величины ![]() приводится в табл. 3.9
приводится в табл. 3.9
Таблица 3.9
Определение мольной доли отгона N
| Компонент смеси | N'=2,859 | N'=2,5 |
| Диоксид углерода (СО |
0,0058 | 0,0063 |
| Азот (N2 ) | 0,0079 | 0,0087 |
| Метан (СН |
0,7340 | 0,7901 |
| Этан (С |
0,0766 | 0,0782 |
| Пропан (С 29-04-2015, 01:01 Разделы сайта |