На микроуровне внутрипроизводственные логистические системы представляют собой ряд подсистем, находящихся в отношениях и связях друг с другом, образующих определенную целостность, единство. Эти подсистемы: закупка, склады, запасы, обслуживание производства, транспорт, информация, сбыт и кадры, обеспечивают вхождение материального потока в систему, прохождение внутри нее и выход из системы. В соответствии с концепцией логистики построение внутрипроизводственных логистических систем должно обеспечивать возможность постоянного согласования и взаимной корректировки планов и действий снабженческих, производственных и сбытовых звеньев внутри предприятия.
Когда спрос превышает предложение можно с достаточной уверенностью полагать, что изготовленная с учетом конъюнктуры рынка партия изделий будет реализована. Поэтому приоритет получает цель максимальной загрузки оборудования. Причем, чем крупнее будет изготовленная партия, тем ниже окажется себестоимость единицы изделия. Задача реализации на первом плане не стоит.
Ситуация меняется с приходом на рынок ”диктата” покупателя. Задача реализации произведенного продукта в условиях конкуренции выходит на первое место. Непостоянство и непредсказуемость рыночного спроса делает нецелесообразным создание и содержание больших запасов. В то же время производственник уже не имеет права упустить ни одного заказа. Отсюда необходимость в гибких производственных мощностях, способных быстро отреагировать производством на возникший спрос.
Снижение себестоимости в условиях конкуренции достигается не увеличением размеров выпускаемых партий и другими экстенсивными мерами, а логистической организацией как отдельного производства, так и всей товаропроводящей системы в целом.
Различают несколько систем управления материальными потоками:
· MRP – планирование потребности в материалах;
· DRP – планирование распределения ресурсов;
· JIT – управление материальными и информационными потоками по принципу “точно вовремя”;
· KANBAN – информационное обеспечение оперативного управления материальными потоками по принципу “точно вовремя”;
· OPT – оптимизированная технология производства.
2.1 Толкающая система управления материальными потоками.
Толкающая система представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Материальный поток ”выталкивается” получателю по команде, поступающей на передающее звено из центральной системы управления производством (рис. 1)
 |
Условные обозначения:
![]()
![]() Материальный поток, Информационный поток
Материальный поток, Информационный поток
Рис. 1. Принципиальная схема, толкающей системы управления материальными потоком в рамках внутрипроизводственной логистической системы
Толкающие модели управления, потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым распространением вычислительной техники. Эти системы, первые разработки которых относят к 60-м годам, позволили согласовывать и оперативно корректировать планы и действия всех подразделений предприятия — снабженческих, производственных и сбытовых, с учетом постоянных изменений в реальном масштабе времени.
Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое и максимально задействовать рабочих и оборудование в производстве. Однако в случае резкого изменения спроса использование “выталкивающей” системы приводит к созданию избыточного запаса и “затовариванию” из-за отсутствия возможности “перепланирования” производства для каждой стадии. Параметры ”выталкиваемого” на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение. [3. Стр. 112]
2.2 Тянущая система управления материальными потоками.
Другой вариант основан на принципиально ином способе управления материальным потоком. Он носит название ”тянущая система” и представляет собой систему организации производства, в которой детали и полуфабрикаты подаются на последующую технологическую операцию с предыдущей по мере необходимости.
Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Тянущая система предполагает сохранение минимального уровня запасов на каждом этапе производства и движения заказа от последующего участка к предыдущему. Последующий участок заказывает материал в соответствии с нормой и временем потребления своих изделий. План-график работы устанавливается только для участка (цеха)-потребителя. Участок-производитель не имеет конкретного графика и плана и работает в соответствии с поступившим заказом. Таким образом изготавливаются только те детали, которые реально нужны и только тогда, когда в этом возникает необходимость. [10]
 Для того чтобы понять механизм функционирования тянущей системы рассмотрим пример (рис. 2).
Для того чтобы понять механизм функционирования тянущей системы рассмотрим пример (рис. 2).
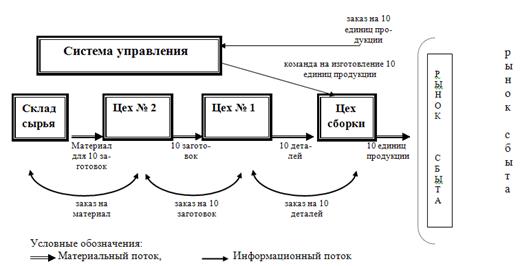
Рис. 2 Тянущая система управления материальным потоком в рамках внутрипроизводственной логистической системы
Допустим, предприятие получило заказ на изготовление 10 единиц продукции. Этот заказ система управления передает в цех сборки. Цех сборки, для выполнения заказа, запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 десять заготовок. В свою очередь, цех .№ 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества, также с целью восстановления запаса. Таким образом, материальный ноток ”вытягивается” каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления.[11]
2.3 Логистическая концепция RP
Одной из наиболее популярных в мире логистических концепций, на основе которой разработано и функционирует большое число логистических систем, является концепция «Requirements/resource planning» — RP («планирования потребностей/ ресурсов»).
Базовыми системами, основанными на концепции RP в производстве и снабжении являются системы MRP I / MRP II — «Materials/manufacturing requirements /resource planning» (Системы планирования потребностей в материалах / производственного планирования потребностей ресурсов) и в дистрибьюции (распределении) — DRP I / DRP II — «Distribution requirements/resource planning» (Системы планирования распределения продукции/ресурсов). MRP и DRP относятся к толкающим системам управления. Хотя сама логистическая концепция RP сформулирована достаточно давно (с середины 1950-х годов), но только с появлением быстродействующих компьютеров, ее удалось реализовать на практике, а революция в микропроцессорных и информационных технологиях стимулировала бурный рост различных приложений RP систем в бизнесе.
2.4 Планирование потребности в материалах (MRP)
При выборе метода организации управления МП необходимо выяснить, с каким видом спроса имеет дело организация: зависимым или независимым. Если общий спрос формируется большим количеством отдельных покупателей, каждый из которых независимо от других нуждается в каком-то товаре, то имеет место независимый спрос. В этом случае делается прогноз и производится планирование требований по ресурсам (см. п.7.2). Если же, например, производитель использует ряд компонентов для изготовления продукта, то спрос на каждый из этих компонентов связан друг с другом и зависит от производственного плана изготовления конечного продукта. В этом случае имеет место зависимый спрос. При зависимом спросе становится возможным планирование потребности в материалах (material requirements planning) или MRP. Суть этого подхода заключается в расчете потребностей во всех видах материалов, сырья, комплектующих, деталей, необходимых для производства каждого продукта из основного графика в требуемом объеме, и подаче соответствующих заказов на поставку. Общая последовательность действий следующая:
1) основной график «разбивается» на отдельные продукты, определяется объем их выпуска;
2) по ведомостям спецификации материалов определяются все виды материалов, сырья, комплектующих, деталей, необходимые для производства каждого продукта, определяется их количество, требуемое для выполнения основного графика (валовая потребность);
3) проверяется наличие на данный момент всех составляющих (материалов, деталей и т.д.) на складах предприятия и определяется чистая потребность, т.е. с учетом имеющихся запасов;
4) определяется время подачи заказа, исходя из длительности поставок и времени, к которому они должны поступить, и других факторов (минимальный уровень запасов, минимальный размер заказов, надежность поставщиков и т.п.).
Таким образом, при независимом спросе либо в отсутствие применения подхода MRP запасы непосредственно не связываются с производственными планами и поэтому должны быть достаточно высокими, чтобы позволить удовлетворить любой возможный спрос. При использовании MRP уровень запасов низкий и повышается только непосредственно перед выполнением заказа.[11]
Пример использования MRP
Одна из старейших авиакомпаний мира British Airways осуществляет полеты по 150 направлениям и имеет свыше 1200 маршрутов. В год ее пассажиры потребляют 50 млн. порций еды. Авиакомпания готовит часть продуктов питания своими силами, и сама занимается такими вопросами, как посуда, напитки, сухие продукты питания, столовые приборы и т.д. В обычном полете на борту Boeing 747 находится около 45 000 различных предметов. В 1997 г. компания начала внедрение системы MRP для нескольких миллионов единиц продукции, поступающей от 300 поставщиков. В качестве основного графика были приняты заказы билетов пассажирами. Сопоставление предложения с известным спросом позволило устранить многие отходы, сократить запасы, складские площади, время выполнения запасов, реже стали возникать дефициты. Благодаря новому способу управления МП British Airways экономит около 4 млн. ф. ст. в год.
Преимущества MRP
· MRP оперирует данными не о прошлом потреблении, а о будущих потребностях.
· Снижение объема запасов, т. е. экономия финансов, площадей, персонала и т.д.
· Повышение скорости оборачиваемости запасов.
· Отсутствие задержек, вызванных нехваткой материалов.
· Уменьшение количества срочных заказов.
· Возможность использования данных MRP для планирования других логистических видов деятельности, как на предприятии, так и в цепи поставок
Проблемы MRP
· Требуется большой объем подробной и точной информации и необходимых вычислений.
· Низкая гибкость не позволяет оперативно реагировать на внешние изменения.
· Наличие очень сложных систем управления большой размерности и загруженности, что может повлечь значительное число сбоев в системе.
· Размер заказов, предлагаемый MRP, может быть неэффективен.
· MRP может не учитывать ограничений по мощности и другим параметрам.
· Дорогостоящее и долговременное внедрение.
2.5 Планирование производственных ресурсов (MRP II) и планировние потребностей предприятия (ERP система)
MRP может быть усовершенствовано различными способами, например, учитывая при составлении заказов возможность объединения нескольких крупных заказов в более крупный; объединяя спрос на одни и те же материалы, требуемые по разным видам продукции; связывая MRP с планированием использования мощностей поставщиков и др.
Одним из масштабных расширений MRP является планирование производственных ресурсов (manufacturing resource planning) или MRPII. Материалы – это только один ресурс, а организации требуется составлять графики и по другим производственным ресурсам: сотрудникам, оборудованию, сооружениям, финансам, транспорту и т.д., чем и занимается MRPII. Пусть организация применяет MRP для составления расписания по закупкам материалов и по производству ряда материалов внутри самой организации. Если известно, когда материалы, выпускаемые внутри, должны быть готовы, то известно и когда следует начать их производство. Таким образом, MRPII может задавать графики производства комплектующих. Таким же образом организация может применять графики производства комплектующих и для разработки графиков использования оборудования, сотрудников, работающих с этим оборудованием, транспортных потоков, проверки качества продукции и т.д. При таком подходе графики составляются по всем операциям. В дальнейшем этот подход можно применить к финансам, маркетингу, продажам и т.д. В конечном счете, можно получить полностью интегрированную систему, в которой основной график составляет основу для планирования всех ресурсов организации. Т.е. MRPII создает интегрированную систему синхронизации всех функций, выполняемых в организации.[11]
При всех достоинствах MRPII, аналогичных MRP, главными недостатками остаются отсутствие требуемой в некоторых ситуациях гибкости и сложность реализации интегрированной системы управления.
Распространение подхода MRPII на предприятия ЛЦ в соответствии с тенденцией внешней интеграции получило название планирование потребностей предприятия (enterprise requirements planning) или ERP системы. Пусть система MRP производителя определила требуемый объем поставок какого-то материала. Электронный обмен данными может связать систему MRP с системой поставщика. Тогда поставщик, зная, когда и сколько он должен доставить материалов, может начать составлять графики для своих операций, чтобы успеть к сроку. Если поставщики второго уровня связаны с системой MRP поставщика первого уровня, то они также могут начать свои приготовления. Таким образом, исходное сообщение перемещается по цепи поставок назад, обеспечивая интегрированное планирование в пределах всей ЛЦ.
Технически реализовать систему ERP помогает электронный обмен данными, система электронных платежей, Интернет и др. Проблемы заключаются в том, чтобы добиться полного доверия между организациями, обеспечить наличие согласованных систем на разных предприятиях и т.п. Программное обеспечение ERP систем стало доступно с 1990-х годов. В настоящее время рынок для него развивается очень быстро, на нем присутствуют такие компании как SAPAG, BAAN, JD Edwards, SSA, PeopleSoft, Frontstep Inc. Некоторые компании, например, Frontstep Inc.работают на территории России и СНГ, причем программное обеспечение адаптировано к российскому законодательству и условиям работы на российских рынках. Над внедрением ERP систем работают много предприятий на рынке нашей страны и нельзя сказать что все делают внедрение ERP системы качественно. Провести качественное внедрение ERP системы может только высококвалифицированная компания, которая имела опыт внедрения ERP систем на нескольких предприятиях и может предоставить рекомендации клиентов, у которых проводилось внедрение ERP системы. Без такого пакета, заказывать себе внедрение ERP системы не рекомендуется. Так как платите за внедрение ERP системы именно Вы, то Вам и спрашивать рекомендации. Стоимость внедрения ERP системы у многих разная, но очень немногие компании демпингуют в цене внедрения ERP системы, так что в любом случае будьте готовы, что весь процесс внедрения ERP системы выльется Вам в круглую сумму.
Обобщим основную информацию о концепции «планирования потребностей/ресурсов», лежащей в основе систем MRP, MRPII, ERP системы.
Идея концепции «планирования потребностей/ресурсов» – сначала определяется, сколько и в какие сроки необходимо произвести ГП, затем определяется время и необходимые количества МР для выполнения производственного расписания. Концепции «планирования потребностей/ресурсов» реализуют толкающие системы.
Основная цель концепции – обеспечение потока плановых количеств МР и запасов продукции на горизонте планирования.
Необходимые условия реализации концепции «планирование потребностей/ресурсов»:
· использование эффективных математических методов прогнозирования, планирования, организации производственных процессов;
· наличие средств вычислительной техники, позволяющей автоматизировать решение оптимизационных задач, планирование и управление производством, оперативное управление технологическими процессами;
· наличие у организаций в ЛЦ стремления к долговременному сотрудничеству (для ERP систем).
2.6 Концепция «точно в срок» (JIT) Just in time
Ряд компаний, в числе первых была Toyota, в 1970-е годы затратили годы на разработку концепции "точно в срок" (just in time) или JIT, другое название «точно вовремя». Эти методы оказались настолько эффективными, что все крупные организации в настоящее время в той или иной степени используют элементы этого подхода. Традиционный подход к организации работы предполагает, что запасы – это важный элемент всей системы, гарантирующий отсутствие сбоев при выполнении операций. MRP сокращает объем запасов, используя основной график таким образом, чтобы обеспечить более близкое соответствие между поставками материалов и спросом на них, при этом некоторый страховой запас все же существует на случай непредвиденных проблем. Очевидно, что чем выше будет обеспечена степень соответствия между поставками и спросом, тем меньший запас нам потребуется. Если нам удастся в полной мере устранить несоответствие между поставками и спросом, нам вообще не нужны будут запасы. На этом основана работа "Just in time".[10]
В основе этой концепции лежит уверенность, что запасы возникают из-за плохого управления, плохой координации работ и поэтому проблемы прячутся в запасы. Отсюда следует вывод, что надо отыскать причины, вызывающие разницу между предложением и спросом, улучшить выполнение операций, после чего запасы исчезнут. В более широком значении Just in time рассматривает предприятие как набор проблем, мешающих эффективному выполнению операций, например, большое время выполнения заказов, нестабильность доставки заказов, несбалансированные друг с другом операции, ограниченная мощность, поломки оборудования, бракованные материалы, перерывы в работе, ненадежные поставщики, низкое качество ГП, слишком большой объем бумажной работы и многое другое. Менеджеры пытаются решить эти проблемы, создавая запасы, приобретая дополнительные мощности, устанавливая резервное оборудование, приглашая специалистов по «тушению пожаров» и т.д. Однако на самом деле эти действия только скрывают причины проблем. Конструктивный подход заключается в том, чтобы выявить настоящие проблемы и решить их. Концепция Just in time приводит к изменению взглядов по следующим направлениям:
· Запасы в Just in time. Организации должны выявлять и решать проблемы, приводящие к запасам, стремясь к минимальным (нулевым запасам) МР, незавершенного производства, ГП.
· Качество в Just in time. Необходимо добиваться не приемлемого уровня брака, а его полного отсутствия на основе комплексного управления качеством.
· Поставщики в Just in time. Заказчики должны полностью полагаться на своих поставщиков, поэтому им необходимо устанавливать долгосрочные партнерские соглашения с небольшим числом надежных поставщиков и перевозчиков.
· Объем партий в
29-04-2015, 02:42