Технологическая схема гидроочистки топлив
Сырьем служат прямогонные фракции с содержанием серы до 2,4 % мае., полученные из х нефтей, а также смеси прямогонных фракций и соответствующих дистиллятов вторичного происхождения. Установка имеет два блока, позволяющих перерабатывать два вида сырья раздельно, но имеющих некоторые общие элементы, в частности, узел регенерации моноэтаноламина, используемого для очистки циркулирующего газа от сероводорода.
Сырье I насосом 2 подают через теплообменник в трубчатую печь 3. В линию насоса врезана линия водородсодержащего газа II от компрессора 1. Нагретая до температуры 360—380 °С смесь сырья и циркулирующего газа проходит последовательно два реактора 4 и 5. Реакторы заполнены катализатором (алюмоникельмолибденовым или алюмокобальтмолиб-деновым). Предусмотрена возможность съема избыточного тепла реакции путем подачи в реакторы части холодного водородсодержащего газа. Продукты реакции в виде парогазовой смеси выходят из реактора 5, отдают часть тепла газосырьевой смеси, проходя через межтрубное пространство теплообменника 6, охлаждаются в воздушном холодильнике 7. Смесь поступает в сепаратор высокого давления 8, где от продуктов реакции отделяется водородсодержащий газ V, обогащенный сероводородом. Затем смесь из 8 попадает в сепаратор низкого давления 10, где вновь происходит выделение сероводорода и части углеводородных газов VI. Газы из сепараторов 8 и 10 уходят сверху и направляются на очистку моноэтаноламином и выделение сероводорода. Блок очистки газов от сероводрода моноэтаноламином описан в главе 2. В очищенный водородсодержащий газ добавляют водород для восполнения его расхода на гидроочистку.
В продуктовой смеси, выходящей снизу из сепаратора 10, помимо целевой фракции дизельного топлива, содержится некоторое количество легких продуктов — тяжелые газовые компоненты и бензиновые фракции VIII. Чтобы отделить эти фракции, жидкие продукты направляют через теплообменник в стабилизационную колонну 11. Отпаривание легких фракций проводят, возвращая часть дизельного топлива из колонны 11 в печь. Балансовое количество гидроочищенного дизельного то плива IX проходит теплообменник 13 и уходит с установки. Углеводородные газы VII направляются на газофракционирующую установку.
Гидроочистку тяжелых дистиллятов деструктивных процессов (коксования, висбрекинга) обычно проводят в смеси с прямогонными дистиллятами в количестве до 30 % мас.
Гидроочистка масляных фракций применяется для осветления и улучшения их стабильности против окисления. Одновременно уменьшается их коксуемость и содержание серы (глубина обессеривания 30—40 %); температура застывания масла повышается на I —3 °С. Выход дистиллятных и остаточных рафинатов составляет более 97 % мас.
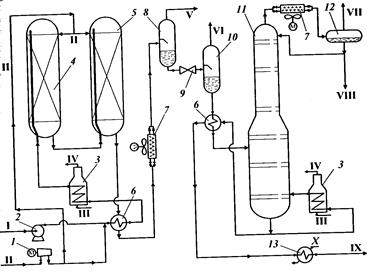
Технологическая схема установки гидроочистки топлив: / — компрессор; 2— насос; 3— печь; 4, 5— реакторы; 6— теплообменник; 7— аппарат воздушного охлаждения; 8 — сепаратор высокого давления; 9 — дроссельный вентиль; 10 — сепаратор низкого давления; // — стабилизационная колонна; 12 — сепаратор; 13 — холодильник; 1 — сырье; II — свежий водородсодержащий газ; III — топливный газ; IV — дымовые газы; V — водородсодержащий газ на очистку; VI — углеводородный газ; VII — газ стабилизации; VIII — бензин; IX — дизельное топливо; X — вода
Технологическая схема каталитического риформинга
Основное назначение процесса риформинга – получение высококтанового компонента товарных автомобильных топлив из низкооктановых тяжелых бензинов за счет их ароматизации. Сырьем установки является бензин 85-1800 С, мощность установки 1 млн. т в год. Катализатор – биметаллический, шариковый.
Сырье I смешивается с циркулирующим водородсодержащим газом IV. Далее реакционная смесь нагревается в теплообменнике 4 и печи 5 и поступает в верхнюю секцию реактора 2. Переменный диаметр реактора позволяет неравномерно распределять катализатор между секциями в соответствии с протекающими реакциями. Продукты из нижней части реактора 2 проходят теплообменники 4. Первое разделение жидкой и газовой фаз происходит в газовом сепараторе низкого давления 8(при 1 МПа). Газ из этого газового сепаратора компримируют компрессором 6 до давления 1,5 МПа, вновь смешивают с жидкой фазой, подаваемой из газового сепаратора 8, и разделяют смесь в газовом сепараторе высокого давления 7. Подобное решение узла сепарации, вызванное низким давлением в реакционной зоне, снижает унос бензина с водородсодержащим газом и повышает содержание в нем водорода. В колонне 9 осуществляют стабилизацию катали-зата при давлении 0,8—0,9 МПа. Из верхней части колонны уходят углеводородный газ VII и головная фракция VIII, которые передаются на газофракционирующую установку, а стабильный катализат отбирается снизу колонны.
Регенератор 1 представляет собой аппарат с радиальным потоком реакционных газов, разделенный на три технологические зоны. В верхней зоне при мольном содержании кислорода 1 % об. в газе-окислителе происходит выжиг кокса. В средней зоне при содержании кислорода 10—20 % об. и подаче хлорорганических соединений происходит окислительное хлорирование катализатора. В третьей нижней зоне катализатор дополнительно прокаливают в токе сухого воздуха.
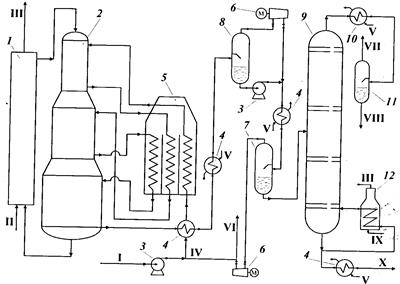
Схема установки риформинга с движущимся слоем катализатора: 1 — секция регенерации; 2 — реактор; 3 — насос; 4 — теплообменник; 5 — многосекционная печь; 6— компрессор; 7— газосепаратор высокого давления; 8— газосепаратор низкого давления; 9 — колонна стабилизации; 10 — холодильник; 11 — сепаратор; 12— трубчатая печь; I — сырье; II—воздух; III — дымовые газы; IV — циркулирующий газ; V — вода; VI — водород заводским потребителям; VII — газообразные углеводороды; VIII — нестабильная головная фракция; IX — топливный газ; X — стабильный катализат
Технологическая схема изомеризации бензиновых фракций
Процесс изомеризации служит для получения высокооктановых компонентов автомобильных топлив на бифункциональном катализаторе, содержащем платину на оксиде алюминия. Процесс проходит при температурах 350—400 °С и давлении 3—3,5 МПа, объемная скорость подачи сырья составляет 1,5—2,0 ч-1 . Для подавления побочных реакций расщепления осуществляют циркуляцию водородсодержащего газа в объеме 900 нм3 на 1 м3 жидкого сырья.
Исходная пентановая фракция поступает на изомеризацию с центральной газофракционирующей установки (ЦГФУ), схема которой рассмотрена в главе 2. Сырье I, подаваемое насосом 1, смешивается с водородсодержащим газом, нагревается в теплообменнике 2 и далее через змеевик трубчатой печи 4 поступает в реактор 3, заполненный катализатором. В начале работы температура в реакторе около 380 0 С, а в конце вследствие некоторого дезактивиро-вания катализатора она поднимается до температуры 430—450 0 С.
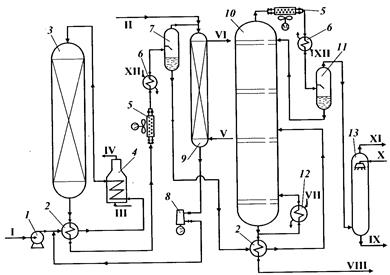
Технологическая схема установки изомеризации: / — насос; 2 — теплообменник; 3 — реактор; 4 — печь; 5 — аппарат воздушного охлаждения; 6 — холодильник; 7— сепаратор водородсодержащего газа; 8— компрессор водородсодержащего газа; 9 — адсорбер-осушитель газа; 10 — стабилизационная колонна; // — сепаратор углеводородного газа; 12 — кипятильник; 13 — абсорбер изопен-тана; I — сырье; II — водород; III — топливный газ; IV — дымовые газы; V — сухой воздух для регенерации адсорбента; VI — влажный воздух; VII — пар; VIII — стабильный изомеризат; IX — насыщенный абсорбент; X — гексановая фракция (абсорбент); XI — жирный газ; XII — вода
Парогазовая смесь продуктов реакции охлаждается и конденсируется в аппаратах воздушного охлаждения 5 и водяном холодильнике 6. В газовом сепараторе 7 отделяется водородсодержащий газ, который, смешиваясь сосвежим водородсодержащим газом II, проходит адсорбер 9, заполненный цеолитом для удаления влаги. Осушенный газ поступает на прием компрессора 8. Нестабильный изомеризат забирается из нижней части сепаратора 7, подогревается в теплообменнике 2 и подвергается стабилизации в колонне 10, из верхней секции которой уходит углеводородный газ XI, а из нижней — стабильный изомеризат VIII, направляемый на разделение на ЦГФУ.
Изопентан дополнительно извлекается из углеводородного газа гексановой фракцией X, поступающей с ЦГФУ, в абсорбере 13. Насыщенный абсорбент IX возвращается для переработки на центральную газофракционирующую установку.
Технологическая схема каталитического крекинга
Целевым назначением процесса является получение высококачественного бензина с октановым числом, определенным исследовательским методом (ОЧИ ), 90—92. При каталитическом крекинге образуется значительное количество газа, богатого бутан-бутиленовой фракцией (сырье для производства высокооктанового компонента бензина). Установки каталитического крекинга являются также поставщиком сырья для химической промышленности: из газойлей каталитического крекинга получают сажевое сырье и нафталин; тяжелый газойль может служить сырьем для производства высококачественного «игольчатого» кокса. установки каталитического крекинга с шариковым катализатором и с микросферическим катализатором. Установки с шариковым катализатором производительно-тью 750 тыс. т в год в настоящее время выводятся из эксплуатации. Установки с микросферическим катализатором производительностью 2 млн т в год.
Сырье I после гидроочистки подогревается в печи 11 и поступает к основа-нию лифта-реактора 9. Температура в реакторе 515—545 °С, времяконтакта сырья с катализатором несколько секунд. Сюда же из регенератора 7 ссыпается регенерированный катализатор и в низ реактора подается водяной пар VI. Катализатор, взвешенный в смеси паров сырья и водяного пара, через решетку на конце лифта-реактора 9 попадает в отпарную секцию 10. Там пары продуктов крекинга отделяются от катализатора, который ссыпается вниз отпарной секции. Для повышения эффективности отпаривания нижняя часть отпарной секции снабжена перегородками. Отпаренный катализатор самотеком поступает в регенератор 7. Воздух II на регенерацию подают компрессором 1; температура регенерации 700 °С, давление 2,5 МПа, интенсивность выжигания кокса примерно 80 кг/ч, скорость газов над слоем катализатора 0,9—1,0 м/с. В регенераторе отсутствуют паровые змеевики для отвода избыточного тепла, и тепловой баланс реакторного блока регулируют, изменяя количество воздуха II, подаваемого через распределительное устройство 6. Дымовые газы и воздух подаются в регенератор раздельно, что позволяет регулировать скорость регенерации катализатора.
Продукты сгорания IV проходят котел-утилизатор 5 и электрофильтр 4. Конечное пылесодержание газов не превышает 80 мг/нм3 . Пары продуктов крекинга поступают в нижнюю часть ректификационной колонны 13.
Из верхней части этой колонны уходят пары бензина XI, углеводородный газ XII и водяной пар. Нижняя часть колонны 13 является отстойником катализаторного шлама XIII, который возвращается в отпарную секцию 10. Отстоявшийся от шлама жидкий остаток VIII выводят из колонны. Этот остаток состоит в основном из тяжелых полициклических ароматических углеводородов, склонных к коксообразованию. Он нежелателен как компонент сырья для крекинга, но является идеальным сырьем для получения «игольчатого» кокса (если крекингу подвергать сырье с умеренным содержанием серы). Избыточное тепло в колонне снимают цир- кулирующим внизу колонны крекинг-остатком, это тепло используют для получения водяного пара. На установке предусмотрены две отпарные колонны 15 и 16 соответственно для легкого X и тяжелого IX каталитических газойлей.
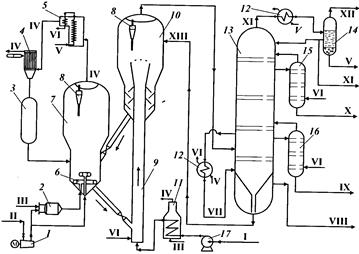
Схема установки каталитического крекинга: / — компрессор; 2 — топка под давлением; 3 — катализаторная емкость; 4 — электрофильтр; 5 — котел-утилизатор; 6 — распределительное устройство; 7 — регенератор; 8 — циклон; 9 — лифт-реактор; 10— отпарная секция; // — печь; 12— теплообменник; 13 — ректификационная колонна; 14— сепаратор; 15, 16— отпарные колонны; 17— насос; I — сырье; II — воздух; III — топливный газ; IV — дымовые газы; V — вода; VI — пар; VII — циркулирующий остаток; VIII — остаток >420 °С; IX — тяжелый газойль; X — легкий газойль; XI — бензин; XII — газ; XIII — катализаторныйшлам
Для увеличения глубины крекинга установка может работать с рециркуляцией промежуточных фракций. Их отводят из колонны к основанию лифта-реактора. На установке широко используется воздушное охлаждение, что сокращает объем оборотной воды на заводе.
Рынок сбыта
Экспортом нефти данного месторождения, а так же ее переработкой занимается компания Saudi Aramco — национальная нефтяная компания Саудовской Аравии. Крупнейшая нефтяная компания мира по показателю добычи нефти и размеру нефтяных запасов. Также, по оценке газеты «Financial Times», является крупнейшей компанией в мире по стоимости бизнеса ($781 млрд). Штаб-квартира — в Дахране. «Saudi Aramco» контролирует месторождения с запасами нефти примерно 260 млрд баррелей (99 % запасов Саудовской Аравии), что составляет около четверти мировых разведанных запасов нефти. Имеет большое влияние в ОПЕК. Компания контролирует добычу природного газа на территории страны, владеет современными нефте- и газоперерабатывающими заводами. Компания имеет филиалы, совместные предприятия и дочерние компании в Китае, Японии, на Филиппинах, Республике Корея, Сингапуре, Объединенных Арабских Эмиратах, США и Великобритании. Компании принадлежит флот современных супертанкеров. У «Saudi Aramco» имеется совместное предприятие с российской нефтяной компанией «ЛУКОЙЛ» — «Lukoil Saudi Arabia Energy Ltd.» (LUKSAR). В начале 2007 года это СП обнаружило коммерческие залежи природного газа на блоке А, расположенном в восточной части нефтегазоносного бассейна Руб аль-Хали (к югу от крупнейшего в мире нефтяного месторождения Аль-Гавар). Между правительством Саудовской Аравии и «LUKSAR» подписан договор о разработке этого блока на срок до 40 лет (общий объём инвестиций в проект, как ожидается, составит около $2 млрд.). По данным компании в 2006 году ее добыча составляла 8,9 млн баррелей нефти в день, что соответствует 443,1 млн тонн нефти в год.
Заключение
В заключении следует сравнить месторождение Гавар с Астраханским газоконденсатным месторождением.
Краткая характеристика Астраханского газоконденсатного месторождения
Астраханское газоконденсатное месторождение расположено в юго-западной прибортовой зоне Прикаспийской впадины, в 60 км к северо-востоку г. Астрахани. Открыто в 1976 году разведочной скважиной № 5-А. Залежь приурочена к сложному по строению карбонатному массиву, представленному известняками башкирского яруса среднего 40 км, тип массивно — пластовый. Глубина залегания карбона. Астраханское газоконденсатное месторождение — крупнейшее в Европе. Его запасы оцениваются в 2,5 трлн м3 газа и 400 млн т конденсата (с высоким содержанием сероводорода). Размеры залежи 100х40 км, кровли продуктивного пласта 3827-3990 м. Этаж газоносности до 250 м. Газо-водяной контакт — на глубине минус 4073 м. Добыча ведется с глубины около 4000 м. Начальное пластовое давление — 61,2 МПа. Начальная пластовая температура — 107 0 С. Фильтрационно-емкостные свойства пород — коллекторов (ФЕС) — низкие (пористость — 10 %). Продуктивная толща месторождения резко неоднородна по площади и разрезу и представляет собой совокупность макрозон с повышенной продуктивностью (дебит газа 300—600 и более тыс. м3/сут.) и зон с неактивными запасами (дебит скважин ниже 50 тыс. м3/сут.) Состав пластовой смеси АГКМ Пластовая смесь АГКМ характеризуется как высокосернистая, со сложным составом. Из соединений серы, кроме H2S, среднее содержание которого по состоянию на 1.01.99 г. составляет 26,0 %об., в газе содержится аномально большое количество сероокиси углерода (около 1000 мг/м3). Содержание серы меркаптановой составляет около 2000 мг/м3, сероуглерода менее 10 мг/м3, углекислоты 12,6 %об., азота — не превышает 0,5 %об. В соответствии с "Комплексным проектом разработки Астраханского месторождения (утвержден 28.06.96r) на 1.01.99г принято удельное потенциальное содержание С5+ в пластовом газе 259 г/м3 газа сепарации. Пластовая система АГКМ находится в однофазном газообразном состоянии и недонасыщена тяжелыми углеводородами. Давление начала конденсации оценивается в 40,0 — 44,0 МПа. Состояние и основные направления освоения Астраханского газоконденсатного месторождения Разработка Астраханского месторождения начата 31 декабря 1986 году в соответствии с «Проектом опытно — промышленной эксплуатации», составленным ВНИИГАЗом в 1985 году на объем годовой добычи газа 12 млрд м3 (протокол ЦКР 45/85 от 10.06.85r). В 1996 году «Комплексный проект разработки Астраханского месторождения» выполнен ВНИИГАЗом с участием ВолгоградНИПИнефти, АНИПИгаза, ВНИПИгаздобычи, НВНИИГГ. Максимально достигнутая добыча по газу сепарации с начала ввода АГКМ в эксплуатацию приходится в 1999 году 8,7 и минимальная добыча на 1990 г. — 2,9 млрд м3. Добыча газа на АГКМ обусловлена работоспособностью перерабатывающих мощностей АГПЗ, из-за невозможности транспортировки агрессивного сырья на другие перерабатывающие заводы по магистральным трубопроводам без предварительной подготовки. Средний рабочий дебит скважин в 1998 году составил 300 тыс. м3/сут. Среднее рабочее устьевое давление и депрессия равны соответственно 26,4 и 12,7 МПа (по проекту — 24,3 и 14,6 МПа). Пластовое давление в зоне отбора АГКМ составило 53,5 МПа. Принятый вариант разработки АГКМ В качестве рекомендованного на период до 2010 года принят вариант с годовым отбором добычи газа сепарации 12 млрд.м3 (с 2002 года), предусматривающий эксплуатацию месторождения на режиме истощения при минимизации пластовых потерь конденсата путем подключения в эксплуатацию зон с высоким давлением (УППГ — 6 и 3) и максимальное использование методов воздействия на призабойные зоны скважин с целью повышения их продуктивности. Тактика разработки месторождения основывается на использовании запаса пластовой энергии до величины давления начала ретроградной конденсации. Равномерное и минимальное снижения пластового давления по площади обеспечивается за счет создания условий внутрипластовых перетоков газа из пойменной, охранной, периферийных и малопродуктивных зон. Такая тактика позволяет сохранить стабильность КГФ, снизить потери конденсата, а также отодвинуть сроки строительства ДКС.
Бурение эксплуатационных скважин.
На Астраханском ГКМ для бурения эксплуатационных скважин используются буровые установки класса БУ-5000 ДГУ-1 Уралмаш БУ ЗД-76 и Уралмаш БУ 4Э-76 с вышками башенного типа ВБ-53-320 М, оборудованные подъемниками типа У2-5-5, КП-2-3. Буровая установка включает в себя: а) насосный блок, отнесенный в целях безопасности на 30 м от устья скважины; б) узел приготовления и утяжеления бурового раствора, состоящий из: 1. Блока приготовления раствора БПР. 2. Глиномешалки ГМ-1 3. Гидромешалки типа ГДМ-1 4. 9-ти запасных емкостей для раствора (У=360 мЗ), снабженных каждая гидроперемешивателями типа 4УПГ. Типовая конструкция скважины—
9-09-2015, 01:32