Министерство образования
Волгоградский Государственный Технический Университет
Кафедра Станки и инструменты
Реферат на тему :
"Алмазные инструменты в машиностроении"
Выполнил: студент
Группы ТОА-424
Карев В.Е
Проверил: Ефименко В.А.
Волгоград 2000г.

При автоматической обработке деталей для получения большой точности геометрических размеров и высокого класса чистоты поверхностей необходимо иметь такой режущий инструмент, который обладал бы высокой размерной стойкостью. Этим требованиям удовлетворяет алмазный режущий инструмент.
Алмазные инструменты из кристаллов алмаза используются в металлообрабатывающей промышленности для тонкого точения и растачивания, фрезерования, гравирования, волочения и резки стекла; в оптико-механической промышленности - для деления шкал, сеток, лимбов, дифракционных решеток и т.д.
Алмазные инструменты в машиностроительной промышленности можно разделить на две основные группы:
1) инструменты из порошков алмаза;
2) инструменты из кристаллов технических алмазов.
К первой группе инструментов относятся круги шлифовальные на металлической и органической связках, круги отрезные, хонинговальные бруски, надфили, пасты и порошки алмазные.
Ко второй группе относятся резцы, волоки, карандаши, иглы и ролики для правки абразивных кругов, а также стеклорезы.
Инструменты второй группы изготовляются из кристаллов алмаза путем шлифования и доводки (огранки).
Для отдельных типов правящего инструмента и стеклорезов используются неграненые алмазы.
Сырьем для инструментов из кристаллов алмаза служат технические алмазы, причем более высокого качества по сравнению с алмазным бортом, предназначенным для дробления в порошки.
Типы и размеры алмазного инструмента регламентированы ГОСТом либо нормалями. В табл. 1 приведена основная номенклатура алмазных инструментов, выпускаемых в настоящее время специализированными заводами.
Таблица 1
Основная номенклатура алмазных инструментов
| Название инструментов | ГОСТ или нормаль |
| Круги шлифовальные алмазные ........ | 9770-61 |
| Круги отрезные алмазные .......... | 10110-62 |
Порошки алмазные . . . |
9206-59 |
| Надфили ........ | ОН14059, ОН14060, ОН14061 НИИАлмаза |
| Алмазные резцы .... | РТМ 61-62 ВНИИНМаш, ОН6-152-63 до ОН6-173-63 НИИЧаспром |
| Карандаши алмазно-металлические ...... | 607-56 |
| Стеклорезы ....... | 10111-62 |
Волоки …… |
6271-60 |
Круги шлифовальные алмазные
Из всех алмазов, применяемых сейчас в промышленности, 70% используется в качестве алмазного порошка для изготовления кругов, брусков, надфилей и других инструментов.
Алмазные круги состоят из корпуса и рабочего алмазоносного слоя. Корпуса изготовляются из стали, алюминиевых сплавов или полимеров. Алмазоносный слой состоит из алмазного порошка, связки и наполнителя.
В настоящее время выпускаются три вида кругов - на металлических, на органических и на керамических связках.
Алмазные круги на металлических связках отличаются повышенной прочностью и теплостойкостью, значительным сроком службы, хорошо сохраняют свою геометрическую форму, но быстро засаливаются и требуют частой правки. Эти круги применяются для предварительной обработки, когда требуется сошлифовать значительный объем материала с получением 8—9-го классов шероховатости поверхности.
Алмазные круги на органических связках предназначены для окончательной (чистовой) обработки (доводки), когда необходимо достигнуть 10—12-го классов шероховатости. Эти круги отличаются большей производительностью и почти не засаливаются, но по сравнению с кругами на металлической связке расход алмаза на единицу веса снятого материала в 3 раза больше.
При работе алмазными кругами на металлической связке применение охлаждения обязательно. Кругами на органической связке можно работать и без охлаждения, но при этом увеличивается износ круга.
Одной из важнейших характеристик алмазного круга, определяющей при прочих равных условиях экономичность и эффективность его работы, является степень концентрации алмазов, т. е. количество (в миллиграммах) алмазного зерна в 1 мм3 алмазоносного слоя.
Алмазные круги выпускаются 25-, 50- и 100-процентной концентрации алмазного зерна. За 100-процентную концентрацию в практике принято считать 0,878 мг/мм3 , что соответствует 4,39 карата в 1 см3 алмазоносного слоя. Соответственно круги с 50-процентной концентрацией содержат в 2 раза меньше алмазного зерна, т. е. 0,439 мг/мм3 , а с 25-процентной концентрацией — в 4 раза меньше (0,219 мг/мм3 }.
При 100-процентной концентрации алмазные зерна в кругах независимо от материала связки занимают по объему 25% алмазоносного слоя. Остальные 75% по объему занимают связка и наполнитель. Содержание компонентов в алмазоносном слое различной конфигурации для кругов на органической связке приведено в табл. 2.
Таблица 2
Содержание алмазов, связки и наполнителя в кругах на органической связке
(в % по весу)
| Наименование компонентов | Концентрация круга | ||
| 100% | 50% | 25 % | |
| Алмаз …….. | 41,4 29,3 29,3 |
22,0 31,4 46,6 |
11,4 32,4 43,8 |
| Связка …….. | |||
Наполнитель …….. |
|||
Круги с большой концентрацией алмазов характеризуются большей производительностью. Поэтому высокая концентрация алмазов целесообразна при жестких режимах, при шлифовании периферией круга и при необходимости избегать деформации круга. Например, для профильного шлифования и при внутреннем шлифовании оптимальной концентрацией является 100-процентная.
Для большинства работ применяются круги 50-процентной концентрации. Круги пониженной концентрации (25%) используются на операциях доводки вручную.
Алмазные круги изготовляются не только на различных связках и с различной степенью концентрации алмазов, но и различными по форме и зернистости.
ГОСТ 24747-81 предусмотрено 68 типоразмеров кругов.
В табл. 3 представлены формы и основные размеры кругов. Каждый тип круга имеет буквенный индекс, который состоит из двух частей. Например, в круге АПП буква А обозначает круг алмазный, а ПП — плоский прямой. ( Обозначение дано по ГОСТ 24747-81, в скобках дано старое обозначение кругов)
Таблица 3
Круги шлифовальные алмазные
| Наименование и обозначение круга | Форма круга | Размеры, мм |
| Шлифовальный плоский прямого профиля 1А1 (АПП) | 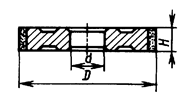 |
D=16…500 H=2…100 d=6…203 |
| Шлифовальный плоский прямого профиля без корпуса А8(А1ПП) | 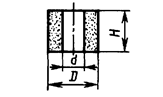 |
D=6…13 H=6…10 d=2…4 |
| Алмазные шлифовальные плоские прямого профиля трехсторонние 14 VI (А2ПП) | 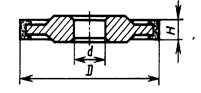 |
D=125…250 H=10…20 d=32…76 |
| Шлифовальные чашечные конические 12А2=45 ° (АЧК) | 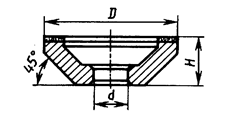 |
D=50…250 H=19,5…52 d=16…76 |
| Шлифовальные чашечные конические 12 V 2=45 ° (А2ЧК) | 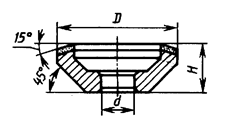 |
D=50…150 H=20…40 d=16…51 |
| Шлифовальные тарельчатые 12А2=20 ° (АТ) | 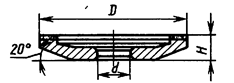 |
D=50…250 H=6…23 d=10…51 |
| Шлифовальные плоские с двухсторонним коническим профилем 14ЕЕ IX (А2П) | 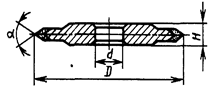 |
D=25…400 H=3…10 d=6…203 a=30;40;60;90;120° |
| Шлифовальные плоские с полукругловыпуклым профилем 1FF1X( А5П) | 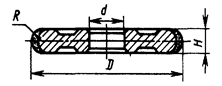 |
D=50…150 H=2…32 d=16…51 R=5…17 |
Все алмазные круги маркируются на внутреннем торце металлического корпуса (наименование завода-изготовителя, обозначение зернистости и марки связки, характеристика концентрации алмаза, высота алмазоносного слоя, вес алмаза в каратах, номера ГОСТ и круга, год изготовления).
Например, маркировка круга обозначена: АМ40Б1-50-3-29-9770-61-3240-64. Это значит: зернистость АМ40 на органической связке; марка Б1; концентрация алмаза 50%; высота алмазоносного слоя 3 мм; вес алмаза 29 каратов; ГОСТ 9770-61; изготовлен под номером 3240 в 1964 г.
Диаметры отверстий алмазных кругов приняты в соответствии с размерами посадочных мест у шпинделей универсальных заточных станков по ГОСТ 3808-57, а также в соответствии с размерами отверстий шлифовальных кругов по ГОСТ 16167-80 .
При выборе кругов для различных работ необходимо учитывать тип станка, форму и размер обрабатываемой поверхности, требуемые точность и шероховатость поверхности, характер связки, концентрацию алмазов и их зернистость.
Для рационального использования алмаза формы и размеры кругов выбираются применительно к конкретным операциям (например, для шлифования по наружному диаметру, для доводки по задней поверхности и т. д.).
Ширина алмазоносного кольца определяется характером работы круга (на проход или врезанием). При работе на проход следует применять круги с широкими рабочими поверхностями, а при работе методом врезания—круги с рабочей частью, не превышающей высоты обрабатываемой поверхности.
Рекомендуемые режимы шлифования приведены в табл. 4.
Таблица 4
Рекомендуемые режимы алмазного шлифования
| Основные параметры | Внутреннее шлифование | Круглое шлифование | Плоское шлифование | Заточка | Доводка |
| Окружная скорость, м / сек | 10—25 | 25—35 | 25—35 | 25—35 | 25—35 |
| Продольная подача, м / мин . . | 0,5-2,0 | 0,5-1,5 | 3,0—9,0 | 0,5—1,0 | 0,3-0,5 |
| Поперечная подача, мм/дв. ход | — | — | 0,5—1,0 | 0,01—0,02 | 0,005—0,01 |
| Скорость вращения детали, м/мин ..... | 20—25 | 15—30 | — | ||
| Глубина резания, мм .... | 0,005-0,015 | 0,005-0,02 | 0,01-0,03 | — | — |
Номенклатура алмазных кругов, выпускаемых по ГОСТ 24747-81, обеспечивает их применение почти на всех моделях шлифовальных станков при круглом (наружном и внутреннем), плоском и фасонном шлифовании.
Зернистость алмазных инструментов выбирают в зависимости от требуемого качества обрабатываемой поверхности, согласно рекомендации приведены в табл.5
Таблица 5
Выбор зернистости алмазных инструментов
| Шероховатость обрабатываемой поверхности R а, мкм | Зернистость круга со связкой | ||
| органической | металлической | керамической | |
0.63—1,25 0,32—0,63 0,16—0,32 0,08—0,16 0,04—0,08 0,04 |
200/160—125/100 160/125—100/80 100/80—50/40 50/40—40/28 40/28—14/10 14/10—5/3 |
160/125—125/100 125/100—80/63 80/63—50/40 - - - |
160/125—125/100 125/100—80/63 80/63—50/40 63/50—40/28 - - |
Круги отрезные алмазные
Весьма эффективно используются алмазы и для обработки неметаллических материалов.
Наиболее выгодно обрабатывать алмазным инструментом неметаллические материалы, обладающие высокой твердостью и хрупкостью. К ним относятся различные виды керамики, стекло, ферриты, корунд, гранит, диабаз, полупроводниковые материалы (германий, кремний) и др.
НИИАлмазом выполнен ряд экспериментальных работ по исследованию процессов алмазной обработки неметаллических материалов, на основании которых созданы специальные алмазные инструменты, установлены режимы обработки и определены удельные расходы алмаза.
Алмазная обработка неметаллических материалов должна проводиться только с охлаждением и при соблюдении необходимых мер безопасности, обеспечивающих сохранение здоровья рабочих.
Наиболее трудоемкой операцией при обработке неметаллических материалов является разрезание, для чего применяются алмазные отрезные круги, при этом получается равномерная минимальная ширина реза, повышается производительность труда и легко автоматизируется процесс резания.
Алмазные порошки
Алмазные порошки представляют собой дробленые осколки или монокристаллы правильной кристаллической формы определенных размеров. За размер принимается половина суммы длины и ширины проекции зерна на предметное стекло микроскопа.
Алмазные порошки выпускаются по ГОСТ 9206-59 в виде шлифзерна, шлифпорошков и микропорошков.
Размеры зерен алмазных порошков определяют с помощью микроскопа, снабженного окулярной шкалой или сеткой. Результаты микроскопического анализа выражают в процентах от количества зерен для каждой фракции отдельно. Основная фракция алмазного порошка (в %) состоит из совокупности зерен определенного размера, преобладающих по количеству в составе данного порошка.
В табл. 6 приведены предельные размеры зерен основной фракции алмазных порошков.
Таблица 6
Предельные размеры зерен алмазных порошков
| Наименование группы | Обозначение зернистости | Размер зерна основной фракции, мл | Наименование группы | Обозначение зернистости | Размер зерна основной фракции, мк |
| Шлифзерно | А50 А40 А32 А25 А20 А16 |
630—500 500—400 400—315 315—250 250—200 200—160 |
Микро-порошки | АМ40 АМ28 АМ20 АМ14 АМ10 АМ7 АМ5 АМЗ АМ1 |
40—28 28—20 20—14 14—10 10-7 7—5 5-3 3-1 Мельче 1 |
| Шлиф-порошки | А12 А10 А8 А6 А5 А4 |
160—125 125—100 100—80 80—63 63—50 50—40 |
Верхний предел размера зерна, указанный в табл. 6, соответствует размеру ячейки сита в микронах, сквозь которое зерно основной фракции проходит, а нижний предел - ячейки сита, на котором зерно основной фракции остается.
Алмазные пасты
На основе микропорошков АМ40-АМ1 изготовляют алмазные пасты. При доводке и полировании алмазные пасты обладают нескольно большей произаодительностью.
В зависимости от обрабатываемого материала, требований шероховатости и условий процесса применяются пасты различной зернистости и концентрации алмаза.
В табл. 7 приведены ориентировочные рекомендации НИИАлмаза по концентрации алмаза в пастах в зависимости от обрабатываемого материала и зернистости алмаза.
Таблица 7
Концентрация алмаза в пастах
| Зернистость пасты | Твердые сплавы ВК6М и ВК20 | Сталь ШХ15 | Сталь ЭИ-347 |
| концентрация алмаза, в % | |||
| АМ40 | 40 | 20 | 40—20 |
| АМ28 | 20 | 10 | 20 |
| АМ14 | 20 | 10 | 10—20 |
| АМ5 | 8 | 6 | — |
| АМЗ | 6 | 4 | — |
| АМ1 | 6 | 4 | — |
Из этой таблицы видно, что обработка вязких материалов требует увеличения зернистости и концентрации алмаза в пасте.
Оптимальные условия доводки (полирования) стали ШХ15 алмазными пастами следующие: скорость вращения детали—1,5—1,8 м/сек; удельное давление— 8—28 кг1см2 ; материалы полировальников—самшит или чугун марки СЧ21-40; зернистость пасты—АМ14— АМ28; концентрация алмаза в пасте—10%.
Особо эффективные результаты получены НИИАлмазом совместно с заводом «Калибр» при доводке вставок микрометров из твердого сплава ВК6М алмазной пастой АМ14 10-процентной концентрации. В этом случае выбран следующий режим: скорость вращения притира—6 м/мин; материал притира—чугун марки СЧ21-40; давление притира на деталь—2 кг/см2 ; продолжительность доводки одного микрометра — 30 сек. Шероховатость получаемой поверхности Ñ12— Ñ14-Й классы.
Применение алмазной пасты АМ14 10-процентной концентрации на доводке твердосплавных вставок микрометров позволило улучшить шероховатость обрабатываемой поверхности на один класс по сравнению с доводкой свободными алмазными порошками и сократить расход алмаза в 10 раз (с 1 до 0,01—0,08 мг). Наряду с этим установлена реальная возможность автоматизации процесса нанесения пасты на притир, так как пасты более удобны для автоматизации, чем свободные порошки.
Эффективность алмазных паст подтверждается и данными, полученными при доводке редуцированных плашек из твердого сплава ВК20. Так, например, алмазные пасты зернистостью АМЗ, АМ14 и АМ28 позволили получить 11-й класс шероховатости.
Алмазные пасты АМ28 и АМ14 применяются на предварительной доводке при съеме припуска 20—30 мк, а паста АМЗ—на окончательной доводке до требуемых размеров. В этом случае расход алмаза составляет 2,5 карата на 10 комплектов плашек.
Как видно из табл. 8, алмазные пасты выпускаются двенадцати зернистостей, которые условно делятся на четыре группы.
Таблица 8
Классификация алмазных паст
| Условное обозначение алмазной пасты | Размер зерен основной фракции, мк | Условная окраска упаковки | Условное название группы |
| АП100 | 100-80 | Красная с черной полоской | |
| АП80 | .80—60 | Красная с серой полоской | Крупная |
| АП60 | 60—40 | Красная с белой полоской | |
| АП40 | 40—28 | Зеленая с черной полоской | |
| АП28 | 28—20 | Зеленая с серой полоской | Средняя |
| АП20 | 20—14 | Зеленая с белой полоской | |
| АП14 | 14—10 | Голубая с черной полоской | |
| АП10 | 10—7 | Голубая с серой полоской | Мелкая |
| АП7 | 7—5 | Голубая с белой полоской | |
| АП5 | 5—3 | Желтая с черной полоской | |
| АПЗ | 3—1 | Желтая с серой полоской | Тонкая |
| АП1 | 1 и мельче | Желтая с белой полоской |
По концентрации алмазные пасты различаются на нормальную —Н (например, АП14Н); повышенную—П (например, АП14П) и высокую—В (например, АП14В).
Алмазные бруски
Алмазные бруски изготовляются преимущественно из порошков синтетических алмазов на органической и металлической связках шести типоразмеров (табл. 9). Алмазные бруски на металлической связке рекомендуется применять зернистостью А8—А4, а бруски на органической связке—зернистостью АМ40—АМ10.
Таблица 9
Алмазные бруски на органической и металлической связках
| Наименование бруска | Эскиз | Обозначение | Основные размеры, мм |
| Плоский |
|
АБПл | B =6 ¸ 10, l= 40 L= 120 |
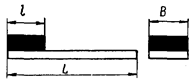
| Трехгранный | 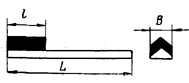 |
АБТ | B =6 ¸ 10, l= 40 L= 120 |
| Полукруглый | 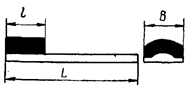 |
АБПк | B =6 ¸ 10, l= 40 L= 120 |
Алмазные бруски применяются при ручных доводочных работах в процессе изготовления твердосплавных штампов, пресс-форм, режущего и измерительного инструмента.
Приемы работы алмазными брусками те же, что и абразивными. При засаливании бруски на органической
Алмазные головки
Головки представляют собой алмазные круги, напрессованные на цилиндрические хвостовики. Головки изготовляются на органической и металлической связках той же зернистостью, что и круги, и работают от пневматических турбинок со скоростью вращения до 10000 об/мин.
Головки находят широкое применение при обработке фасонных отверстий в деталях из твердых сплавов.
Алмазные хонинговальные бруски
Алмазные хонинговальные бруски являются одним из наиболее перспективных инструментов; они в 100— 120 раз более стойки, чем абразивные бруски. Кроме того, высокая стойкость алмазных хонинго-вальных брусков позволила резко сократить количествоподналадок станков и автоматизировать процесс хонин-гования, который происходит при низких температурах резания, благодаря этому появилась возможность обрабатывать тонкостенные детали с большими перепадами сечения стенки.
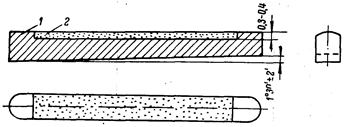 Рис. 1. Алмазный хонинговальный брусок:
Рис. 1. Алмазный хонинговальный брусок:
1 — металлокерамическое основание; 3— алмазоносный слой.
Особенно успешно применяются алмазные хонинговальные бруски при обработке точных отверстий малого диаметра (до 10 мм), когда отклонения отверстий по диаметру находятся в пределах 3—5 мк, по непрямолинейности — в пределах 1 мк и по конусности — не более 3 мк. Это достигается благодаря высокой механической прочности брусков.
Алмазные хонинговальные бруски (рис. 1), изготовляемые методом порошковой металлургии, состоят из металлокерамического основания и алмазоносного слоя.
Алмазные резцы
Вес алмазов находится в пределах 0,3—1,5 карата. Крупные кристаллы весом более 1 карата применяются для отрезных резцов, более мелкие—для проходных.
Предназначенные для резцов алмазы должны иметь плотную структуру, на их рабочей части не допускаются наружные и внутренние трещины, раковины и включения, видимые при десятикратном увеличение. Также не должно быть внутренних напряжений в кристалле алмаза, определяемых по наличию зон двойного луча преломления в поляризационном микроскопе. В зависимости от конфигурации и размеров алмазов они подвергаются разрезке, шлифованию и креплению к державке резца по разработанной НИИАлмазом технологии.
Разрезка крупных кристаллов на две и более части дает возможность из одного алмаза получить несколько резцов. Разрезка также позволяет отрезать дефектные участки алмаза. Перед разрезкой алмаз должен быть ориентирован в «мягком» направлении рентгеноскопическим методом.
Разрезают алмазы на специальныхстанках с помощью бронзовых дисков (95% Cu, 4,7% Sn и 0,2%P )диаметром 75—90 мм и толщиной 0,05—0,07 мм, причем алмаз закрепляют с помощью специального клея в двух латунных державках. Предварительно на алмазеделают надрез глубиной до 0,3 мм диском толщиной0,1— 0,12 мм. Скорость разрезания 6000 об/мин.
Шлифование (огранка) алмазного резца осуществляется алмазно-металлическими кругами и чугунными дисками, шаржированными алмазными порошками, и производится так же, как и резка в «мягком» направлении. Шлифование резца начинается с образования передней поверхности, затем гранятся боковые поверхности и вершина рабочей части. Заключительной операцией является доводка передней поверхности, при которой снимаются все сколы, выкрашивания и другие дефекты, образовавшиеся на режущих кромках в процессе огранки алмаза.
На операциях предварительного шлифования кристаллов алмаза, при которых сошлифовывается наиболее трудно обрабатываемая часть, применяются алмазно-металлические круги типа АЧЦ зернистостью А5— А4 100-процентной концентрации. Шероховатость получаемой поверхности кристаллов соответствует 10— 11-му классам.
На операциях окончательного шлифования и доводки применяют чугунные диски, шаржированные алмазными порошками зернистостью АМ40—АМ28 при окончательном шлифовании и АМ10—АМЗ—при доводке. Материал диска—серый чугун марки СЧ12-28 или СЧ15-32 по ГОСТ 1412-54. При доводке достигается 13—14-й классы шероховатости. Скорость шлифования — 30— 40 м/сек; усилие прижима алмаза к шлифовальному диску—1—3 кг; допустимое торцовое биение рабочей поверхности шлифовального диска — 0,003—0,005 мм при его диаметре 250—300 мм.
Резцы с впаянными алмазами отличаются простотой конструкции, малыми габаритами и возможностью использования кристаллов небольших размеров. Эти резцы целесообразно применять главным образом при растачивании отверстий малых диаметров. Недостаток крепления алмазов пайкой заключается в сложности его восстановления после переточки.
При механическом креплении алмаз легко извлекается из державки резца, перетачивается и вновь закрепляется. Однако 2/3 кристалла покрывается прижимной планкой, и, следовательно, большая часть его не используется, поэтому резцы с механическим креплением должны быть увеличенных размеров и требуют применения более крупных алмазов.
Алмазные резцы различаются по конструкции. Нормалями машиностроения и часовой промышленности предусмотрены различные формы алмазных резцов и различные типы державок для крепления алмазов.
При конструировании новых алмазных резцов следует учитывать прежде всего жесткость крепления кристалла алмаза в державке.
При выборе геометрии режущей части алмазных резцов необходимо руководствоваться следующим.
1. Передняя и задняя поверхности и режущие кромки резцов должны быть расположены в более прочных и износостойких кристаллографических сетках и направлениях.
Передний угол g алмазных проходных резцов необходимо выполнять в пределах от 0 до 5°; чем меньше
29-04-2015, 04:00