Министерство образования и науки Украины
Восточноукраинский национальный университет
им.Даля
РЕФЕРАТ
на тему: «Анализ и экономическая оценка механообработки»
Выполнил: студент группы УП-211 Зарубин Е.А.
Проверил: Хаустова А.В.
Луганск 2002г.
План
1. Что включает в себя обработка материалов давлением
2. Процесс прокатки, сортамент прокатной продукции
3. Основные технологические показатели прокатного производства
4. Метод волочения
5. Понятие свободной ковки
6. Литьё песчано-глинистой формы
7. Литьё под давлением
8. Центробежное литье
9. Литье по выплавляемым моделям
10. Литье в оболочковые формы
11. Метод объёмной штамповки
1. Что включает в себя обработка материалов давлением.
Обработка металлов давлением основана на использовании пластических свойств металлов. Пластичностью называют способность металла изменять форму под действием приложенных сил (деформироваться) без разрушения. При обработке давлением изменяется не только форма исходного металла (слитка или заготовки), но его структура и механические свойства.
Механические свойства литого металла после обработки его давлением повышаются в 1—2 раза и более. Сравнительные данные механических свойств литого и обработанного давлением металла приведены в табл. 1.
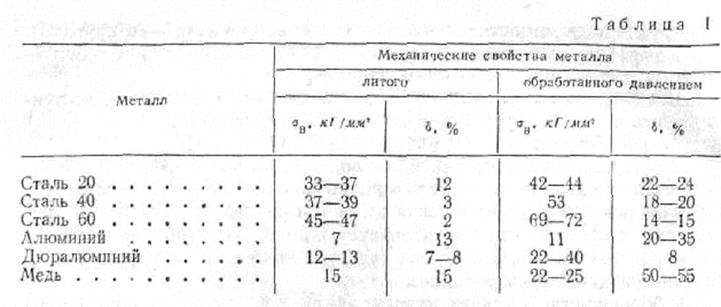
Повышение механических свойств металла при обработке давлением позволяет увеличивать нагрузки на конструкции, изготовленные из него, что также способствует сокращению расхода металла. Однако обработкой металла давлением не всегда можно получить изделия с заданными структурой, свойствами, формой и чистотой поверхности. Поэтому заготовки или детали, полученные обработкой давлением, в зависимости от предъявляемых к ним требований дополнительно подвергают термической обработке и обработке резанием.В настоящее время обработка металлов давлением является одним из важнейших и наиболее прогрессивных методов обработки металлов. Получение деталей ковкой или объемной штамповкой приближает заготовку к размерам чертежа; при этом оставляют минимальные припуски на последующую механическую обработку.
Основными видами обработки металлов давлением являются: прокатка, волочение, ковка и объемная штамповка. Удельный вес кованых и штампованных деталей и заготовок в машиностроении составляет примерно 50—60%, а иногда выше. Например, использованные в тракторах штампованные детали составляют ~70% от общего веса всех деталей, а в автомобиле — 80% и т. д.
 2.Процесс прокатки, сортамент прокатной продукции.
2.Процесс прокатки, сортамент прокатной продукции.
Прокатка металла имеет огромное значение в развитии промышленности. Более 75%'всей выплавленной стали подвергается прокатке.
Прокатывают также большое количество цветного металла и различных сплавов.
 |
Прокатку производят на прокатных станах. Она представляет собой процесс обжатия и вытяжки металла
заготовки. Существуют три основных способа прокатки — продольная, косая и поперечная. Наибольшее применение получил способ продольной прокатки. Этим способом производят примерно 90% всего проката, в том числе профильный и листовойпрокат. При продольной прокатке заготовка движется в направлении, перпендикулярном осямвалков. Косую и поперечную прокатку применяют для изготовления изделий, имеющих форму тел вращения: косую — для прокатки бесшовных труб, поперечную — для прокатки заготовок с периодически изменяющимся по длине профилем.
При продольной прокатке в результате обжатия уменьшается толщина заготовки при одновременном увеличении длины и ширины. Вытяжка определяется отношением полученной длины к первоначальной длине заготовки и обозначается
где / —длина заготовки после пропускания через валки; /о — первоначальная длина заготовки; F 0 — площадь поперечного сечения исходной заготовки; F — площадь поперечного сечения, полученная после пропускания заготовки через валки.
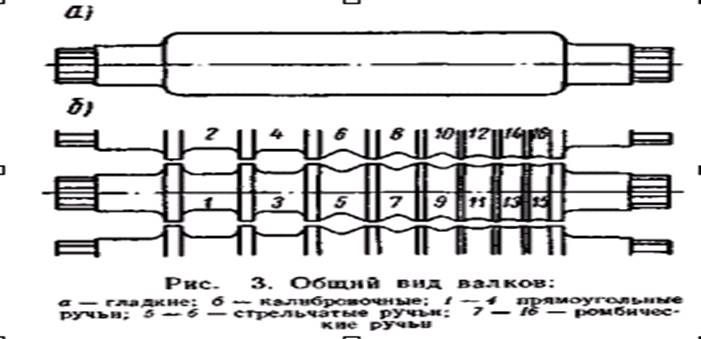
Продольная прокатка осуществляется гладкими и калибровочными валками (рис. 3), изготовленными из чугуна или стали. Калибровочные валки имеют ручьи определенного профиля. Ручьями называют профили выреза на боковой поверхности валка. Совокупность ручьев двух валков называют калибром.
3. Основные технологические показатели прокатного производства
 Прокатные станы по виду выпускаемой продукции делят на обжимные (слябинг и блюминг), сортовые, универсальные, проволочные, листовые, трубные и другие.
Прокатные станы по виду выпускаемой продукции делят на обжимные (слябинг и блюминг), сортовые, универсальные, проволочные, листовые, трубные и другие.
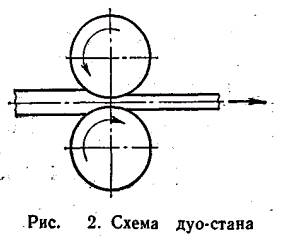
Прокатные станы бывают двухвалковые (дуо-станы), трехвалковые (трио-станы), четырехвалковые (двойные дуо-станы) и многовалковые. Д у ос таны в каждой рабочей клети имеют по два валка. Такие станы подразделяют на нереверсивные и реверсивные. Нереверсивные станы имеют постоянное направление вращения валков, и прокатка производится в одну сторону. При прокатке верхний валок используется для обратной подачи заготовки.
На реверсивных станах производят прокатку заготовок, сортового проката, листов и ленты. На реверсивных станах направление вращения валков изменяется и прокатку ведут в разные стороны. Реверсивными дуо-станами являются, например, блюминги и слябинги с валками диаметром 800—1400 мм.
По виду выпускаемой продукции блюминги и слябинги относят к обжимным станам. На блюминге стальные слитки весом 5—15 т прокатывают в блюмы — квадратные заготовки сечением от 200 х200 до 400 х400 мм. На слябинге слитки прокатывают в слябы — листовые заготовки толщиной 75—300 мм и длиной до 5000 мм.
На трио-станах прокатку ведут в одну сторону между нижним и средним валками, а в другую — между средним и верхним. На таких станах прокатывают блюмы, рельсы, балки и сортовой металл. Для прокатки листов толщиной до 3 мм применяют трио-станы с плавающим средним валком, который вращается вследствие трения валка и прокатываемой заготовки. Плавающий валок может перемещаться вверх или вниз, т. е. в процессе пропуска заготовки он прижимается к нижнему или верхнему приводному валку.
В двойных дуостанах валки вращаются попарно в противоположном направлении. Прокатка на этих станах ведется в обе стороны. Особенностью их является возможность независимой настройки каждой пары валков. Это позволяет получать продукцию более точных размеров, чем на трио-станах. Недостатками их являются громоздкость и сложность конструкции. На таких станах прокатывают средние и мелкие профили.
Многовалковые станы, к которым относят квартостаны, имеют два рабочих валка, остальные валки являются опорными. На многовалковых станах производят горячую и холодную прокатки листа, полос и лент. На шести-, двенадцати и двадцати валковых станках производят только холодную прокатку тонкого листа и ленты. Кроме изложенных выше станов, имеются еще и универсальные станы, которые, кроме горизонтальных валков, имеют и вертикальные валки. На таких станах прокатывают двухтавровые балки высотой 300—800 мм и широкие листовые полосы.
Проволочные полунепрерывные и непрерывные станы применяют для проката проволоки диаметром 5—9 мм. Проволоку меньшего диаметра получают путем волочения.
Листовые станы делят на толстолистовые и тонколистовые. Листы толщиной свыше 4 мм (толстые) прокатывают из слябов на трио-станах и на реверсивных дуо-станах. Тонкие горячекатаные листы получают из легких слябов на дуо-станах, имеющих до трех клетей, а также на непрерывных листопрокатных станах производительностью 750—800 тыс. т металла в год.
4. Метод волочения.
Процесс волочения — это протягивание прокатной или прессованной заготовки через отверстия, размеры которых меньше сечения заготовки (рис. 4).
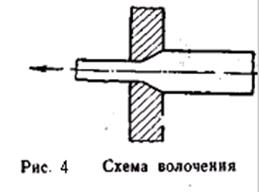 Волочению подвергают сталь, цветные металлы и их сплавы. При волочении, так же как и при прокатке, площадь поперечного сечения обрабатываемой заготовки уменьшается при неизменном объеме, а длина заготовки увеличивается.
Волочению подвергают сталь, цветные металлы и их сплавы. При волочении, так же как и при прокатке, площадь поперечного сечения обрабатываемой заготовки уменьшается при неизменном объеме, а длина заготовки увеличивается.
Волочение применяют для изготовления тонкой проволоки, тонкостенных труб, фасонных профилей заготовок для различных деталей, изготовляемых обработкой резанием: шпонок, задвижек,ползунков, шлицевых валиков и т. п. Волочение применяют и для калибровки, т. е. для придания точных размеров и чистой поверхности горячекатаному металлу (сортовому и трубам).
 |
Волочение производят на волочильных станах. Основным рабочим инструментом в волочильном стане являются матрица (фильер) и тянущее устройство. Через фильер при помощи тянущего устройства протягивают заготовку. Фильер изготовляют из инструментальной стали или из твердых сплавов, а для получения проволоки диаметром менее 0,25 мм — из алмаза.Для уменьшения износа матрицы при волочении и получения более гладкой поверхности металла применяют смазку.
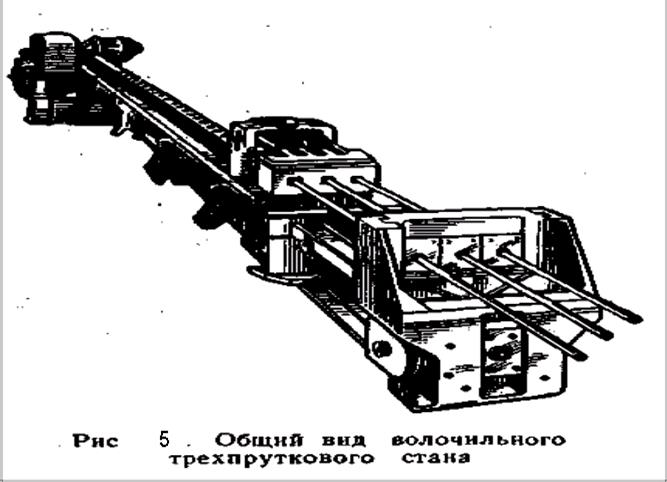
Волочильные станы подразделяют на станы с прямолинейным движением (цепные, реечные и винтовые) и станы барабанные. На станах с прямолинейным движением производят волочение прутков и труб. Полученная на них продукция не сматывается в бунты, а остается в прутках. Эти станы бывают однопрутковые и многопрутковые. На однопрутковых станах производят волочение одного пункта, а на многопрутковых – нескольких прутков. На рис. 5 приведен волочинный трёхпрутковый стан.
На станах барабанного типа производят волочение проволоки или труб малого диаметра и одновременно наматывание их в бунты.
5. Понятие свободной ковки.
Свободную ковку заготовок разделяют на ручную и машинную. Ручную ковку производят на наковальне, при этом по поковке удары наносят кувалдой. Машинную ковку осуществляют на ковочных молотах и ковочных прессах. Исходным материалом для ковки заготовок служат слитки и разнообразный прокат в нагретом состоянии.
При свободной ковке производят следующие основные операции: осадку, вытяжку, прошивку, закручивание, рубку, чистку и сварку.
Осадку производят для увеличения площади поперечного сечения исходной заготовки за счет уменьшения ее длины при приложении сил вдоль оси заготовки.
При осадке, во избежание образования продольного изгиба, длина заготовки должна быть не более чем в два с половиной раза толщины. Большая длина заготовки по отношению к ее толщине приводит к непременному изгибу формы паковки. Изогнутая форма заготовки требует правки, что приводит к снижению производительности ковки.
Осадка, производимая на части заготовки, называется высадкой.
Осадку применяют для получения поковок с малой высотой и большим поперечным сечением (диски, зубчатые колеса, 'фланцы и др.). Ее используют также как предварительную операцию перед прошивкой при изготовлении пустотелых заготовок в виде колец барабанов и т. д.
Вытяжку производят для увеличения длины заготовки за счет уменьшения ее толщины. Процесс вытяжки осуществляют последовательными нажатиями (отжатием) с подачей заготовки и поворотом
вокруг оси.
Разновидностями операции вытяжки являются: расплющивание— для увеличения ширины за счет уменьшения высоты заготовки; расщиванием получают поковки плоской формы в виде пластин; вытяжка с оправкой — для увеличения длины за счет уменьшения толщины стенок пустотелой поковки; раздача на оправке — для увеличений у внутреннего и наружного диаметров пустотелых поковок (колец барабанов, обечаек и т. п.). Иногда при ковке две последние операциисовмещают для получения заготовки требуемой формы с необходимыми размерами.
Прошивку производят для получения в заготовке отверстий или углублений.
Закручивание — поворот одной части заготовки относительно другой на заданный угол вокруг ее оси. Закручивание применяют для получения поковок типа коленчатых валов с коленами, расположенными в различных плоскостях, спиральных сверл и т. п.
Рубку применяют для отделения одной части от другой. Рубку ведут из большой по размерам заготовки на несколько заготовок меньших размеров или удаляют излишки металла, отрубая от концов поковки.
При гибке изменяется направление главной оси заготовки. Гибкой получают скобы, крюки, кронштейны и другие поковки. Сварку используют для соединения нескольких заготовок из низкоуглеродистой стали с содержанием углерода до 0,25%.
6. Литьё песчано-глинистой формы.
В литейном производстве примерно 95% вcex отлиaок изготовляютв разовых формах. Разовая форма служит только один раз и разрушается при извлечении из нее отливки.
Модель по внешнему виду соответствует форме отливки. По модели изготовляют литейные формы из формовочных смесей. В стержневых ящиках изготовляют стержни из стержневых смесей. Стержни при постановке их в форму образуют внутри отливки полости, отверстия, выемки и выступы.
Модели и стержневые ящики изготовляют по чертежу отливки. Размеры модели и стержневого ящика по сравнению с размерами отливки увеличивают на величину усадки металла и на величину припуска на механическуюjjобработку.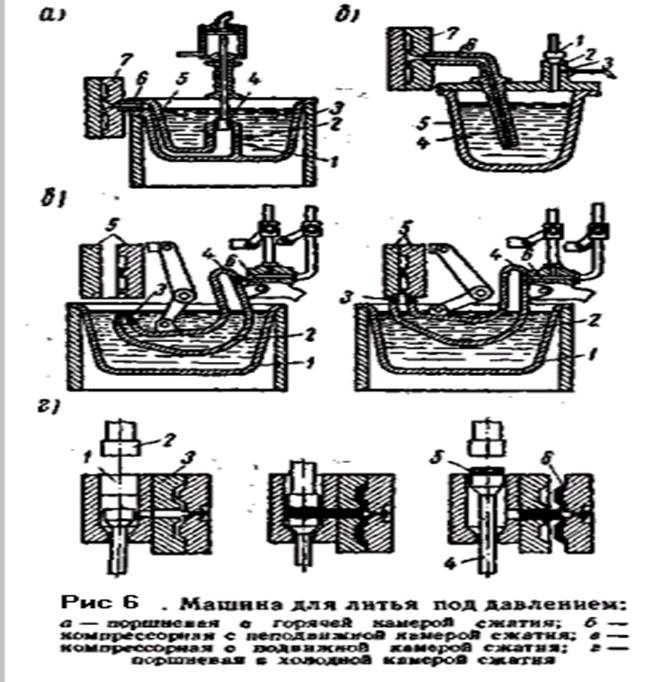
Металл, залитый в форму, при затвердевании и охлаждении уменьшает свой объем, вследствие чего происходит усадка. Величина усадки выражается в процентах. Для серого чугуна усадка составляет примерно 1%, для ковкого — 1,0 — 1,5%, для стали — 1,5 — 2,2%, для медных сплавов — 0,8 — 1,6% и для алюминиевых сплавов от 0,3 — 12%.
Величину припуска на механическую обработку принимают в зависимости от размеров отливки, состава сплава, из которого она изготовлена, от сложности ее конфигурации, положения в форме и от характера производства (индивидуальное, серийное или массовое). Модели и стержневые ящики делают цельными и разъемными, состоящими из двух и более частей, в зависимости от сложности конфигурации отливки. Для легкости извлечения модели из форм вертикальным стенкам модели придают конусность — так называемые формовочные уклоны. Уклоны в деревянных моделях делают от l до 3', в металлических моделях — от 0,5.
На моделях изготовляют стержневые знаки. Знаками называют выступающие части модели, образующие углубления в форме для установки стержней при ее сборке.
Для индивидуального и мелкосерийного производств отливок модели и стержневые ящики изготовляют из дерева, а для массового производства — из металла и
пластических масс.
Для изготовления металлических моделей применяют чугун, алюминиевые сплавы, бронзу, латунь и сталь. Наибольшее применение получили алюминиево-кремниевые и алюминиево-медные сплавы, имеющие малый удельный вес, легко поддающиеся механической обработке и устойчивые в эксплуатации. 0 п о к и. Приготовление форм из формовочных смесей производится набивкой земли в специальные жесткие рамки, называемые опоками. Опоки изготовляются (отливаются) из стали, чугуна и алюминиевых сплавов.
Для изготовления форм и стержней применяют формовочные и стержневые смеси, состоящие из различных формовочных материалов—песка, глины, связующих и противопригарных добавок.
Формовочный песок состоит из зерен кварца SiOs различной величины. Пески в основном используются с содержанием SiO2 более 90%, Формовочные глины состоят из одного или нескольких глинистых минералов и примеси других минералов. Согласно ГОСТ 3226—57, формовочные глины в зависимости от минерального состава разделяют на два вида: формовочную обыкновенную, содержащую каолинит, гидрослюдистые минералы, и формовочную бентонитовую, содержащую монтмориллонит, бейделлит и ферримонтмориллонит. Формовочные материалы и смеси, как правило, должны обладать прочностью, газопроницаемостью, огнеупорностью и другими свойствами.
7. Литьё под давлением
Процесс литья под давлением состоит в том, что расплавленный металл вводят в металлическую форму под давлением поршня или сжатого воздуха. С увеличением давления повышается и жидкотекучесть металла, заливаемого в форму. Детали, получаемые литьем под давлением, имеют чистую поверхность и точные размеры в пределах
±0,03—0,08 мм, поэтому почти полностью исключается их механическая обработка или она сводится в основном к доводке размеров деталей шлифовкой. При этом Детали можно получить в готовом виде с резьбой, отверстиями и весьма тонкими приливами и выступами.
Металл в деталях получает мелкозернистую структуру и большую плотность вследствие быстрого охлаждения в металлической форме. Прочность деталей, получаемых этим методом, выше, чем отлитых в земельные формы. Этим способом отливают мелкие тонкостенные детали из алюминиевых, магниевых и медных сплавов. В последнее время литьем под давлением получают детали из стали.
Для литья под давлением применяют машины поршневого действия с горячей и холодной замерами, машины компрессорного действия с неподвижной и подвижной камерами сжатия (рис. 6). Машины поршневого действия с горячей камерой сжатия (рис. 6, а) применяют) для отливки деталей из сплавов, имеющих температуру плавлением до 450° конструкции эти машины разделяют на ручные, полуавтоматы и автоматы, все они работают по одному принципу. В чугунную ванну 3 заливают жидкий металл. Для поддержания постоянной температуры металла ванну подогревают. Жидкий металл из ванны через отверстия 2 заполняет полость цилиндра и подводящий канал Ь. При повороте пусковой рукоятки обе половины формы закрываются. Одновременно с закрытием формы штуцер 6 прижимается к устью ходового канала формы 7. Затем автоматически выключается пневматический цилиндр, под действием которого поршень поднимается и форма закрывается, освобождая отливку. После этого форму обдувают и операцию заливки повторяют. Производительность полуавтоматических машин до 250 и автоматических до 1000 заливок в час. Давление достигает от 6 до 25 от (6-105 ^25-105 м/и*2 ).
Машины компрессорного действия нашли широкое применение для получения отливок из алюминиевых сплавов. Схема компрессорной машины с неподвижной камерой и с закрытой ванной приведена на рис. 85,6. Она работает по следующему принципу. Через отверстие 2 заливают жидкий металл в камеру сжатия 5 и закрывают ее пробкой. Через отверстие 3 подается сжатый воздух от компрессора, который давит на поверхность металлической ванны и вытесняет металл через патрубок 4 в мундштук 6 и форму 7. Производительность машины составляет от 60 до 500 заливок в час. Основным недостатком этой машины является окисление большой поверхности металла воздухом, поступающим от компрессора.
Наиболее широкое применение получили машины компрессорного! действия с подвижной камерой сжатия (рис. 6,в). В чугунной ванне / расположена подвижная камера сжатия 2, на конце которой прикреплен мундштук 3; на другом конце камеры имеется отверстие 4* После включения пускового механизма камера поднимается тягами из ванны и мундштук подходит к устью ходового канала формы 5, при этом отверстие 4 вплотную подходит к втулке 6. Затем включается воздух, который вгоняет расплавленный металл в форму. После удаления отливки и обдувки формы операция повторяется. Производительность таких машин от 50 до 500 отливок в час; давление применяют от 10 до 100 am .
Машины поршневого действия с холодной камерой сжатия широкое используют для получения отливок из тугоплавких цветных сплавов.! Схема устройства этой машины показана на рис. 85,г. Металл заливают дозировочным ковшом в цилиндр /, после чего поршень 2 впрессовывает его в форму 3. Избыток металла остается на нижнем поршне 4. Затем поршень 2 отходит в верхнее положение. Остаток металла 5 нижним поршнем 4 удаляется из цилиндра. Форму открывают и отливки 6 удаляют. Давление в таких машинах составляет от 100 до 800 am .
8. Центробежное литье
При центробежном литье жидкий
29-04-2015, 04:00