Глава 6. ТЕХНОЛОГИЯ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПРИБОРОВ.
6.1. Общие сведения.
Керамика - это особым образом обработанные смеси различных неорганических веществ в тонкоизмельченном состоянии. Детали и сборочные единицы из керамики широко применяют в электронике, автоматике, телемеханике, вычислительной технике, квантовой электронике и др. благодаря ряду замечательных свойств: нагревостойкости, высокой механической прочности, малым диэлектрическим потерям, инертности к ряду агрессивных сред, стабильности и надежности работы в течение длительного времени при термоударах, изменении влажности и давления, радиационной стойкости.
По строению керамика представляет собой сложную систему состоящую из трех основных фаз: кристаллической, стекловидной и газовой. Кристаллическая фаза ( основная ) представляет собой химические соединения или твердые растворы, она определяет характерные свойства керамического материала; стекловидная фаза находится в керамическом материале в виде прослоек между кристаллической составляющей или обособленных микрочастиц и выполняет роль связующего вещества; газовая фаза представляет собой газы, содержащиеся в порах керамики. Поры ухудшают свойства керамики, особенно при повышенной влажности.
Свойства керамики зависят от состава смеси ( химического и процентного соотношения веществ ), режима обработки.
В производстве приборов широко применяют: радиокерамику ( тибар, ситал, стеатит, форстеритовую, глиноземистую, бериллиевую и др. ), электрокерамику ( радиофарфор, стеатит и др. ), керамику, как конструкционный материал ( например в опорах гироскопов - 22ХС, ЦМ-332 ) и др.
6.2. Этапы технологического процесса.
Технологический процесс изготовления керамических деталей представлен на рис. 1. Где А,Б и М - составные части - исходные материалы, которых может быть большее или меньшее количество. Керамика может быть изготовлена путем однократного или двукратного обжига. Это имеет свои преимущества и недостатки, которые отмечены в нижеследующей таблице.
| Анализ исходных солей (оксидов) |
!
| Расчет химического состава и взвешивание исходных веществ |
! ! !
| Смешивание и помол | Растворение и смешивание | Растворение |
! ! !
| Сушка смеси | Обезвоживание (нагрев) | Фильтрование |
! ! !
| Брикетирование | Помол и смешивание | Осаждение |
! ! !
| Термическое разложение солей | Промывание |
! !
| Брикетирование | Контроль чистоты отмывки |
! !
| Помол и смешивание |
!
| Термическое разложение солей |
! ! !
| Предварительный обжиг шихты |
!
| Вторичный помол и смешивание |
!
!
| Сушка шихты |
!
| Введение пластификатора |
!
| Приготовление пресс-порошка (шликера) |
!
| Формование изделий |
!
| Спекание |
!
| Контроль |
-------------------------------------------------------------------------------------------------------------------------- параметры однократный двукратный
качества обжиг обжиг
---------------------------------------------------------------------------------------------------------------------------
Состав шихты При сложном составе может Нарушения состава шихты
быть неравномерность состава почти не бывает
Примеси Меньшее количество размолов При предварительном об -
и операций и меньше возмож- жиге и помоле возникает
ностей внесения внесения при- дополнительная опасность
месей попадания примесей
Усадка Из-за большой усадки возможна Усадка не велика, дефор-
деформация заготовок мация незначительна
Распределение Большой набор зерен Распределение зерен по
зерен по размеру различных размеров размеру легко подобрать
Влияние давления Плотность изделия почти не Плотность изделия
прессования зависит от давления зависит от давления
---------------------------------------------------------------------------------------------------------------------------
В производстве распространены следующие технологические способы изготовления радио-, пъезокерамики и ферритов основанные на ( рис.1. ): 1) механическом смешивании исходных веществ в виде порошков окислов и солей металлов, соответствующих химическому составу изготовляемого материала;
2) термическом разложении солей металлов;
3) совместном осаждении карбонатов солей соответствующих металлов или их гидратов.
Исходными веществами для изготовления радио-, пъезокерамики и ферритов по указанным схемам являются окислы и соли металлов. Основные этапы технологического процесса, представленные на схеме рис.2, заключаются в следующем.
Набор исходных веществ определяется заданными магнитными и электрическими свойствами изделий, геометрической формой и размерами.
Анализ исходных окислов и солей выполняется с целью определения их физико-химических характеристик, вида и количества примесей, величины и формы частичек, активности, т.е. возможности вступать в реакцию с другими компонентами смеси, и др.
Расчет массы и соотношения исходных компонентов проводят основываясь на химической формуле материала. И затем в соответствии с расчетом производят взвешивание исходных компонентов.
Помол или растворение и смешивание выполняют для получения однородной по химическому составу и размеру частиц смеси. Эти операции выполняют или с жидкостью ( водой ) или без воды, т.е. выполняют мокрый ( шликерный ) или сухой помол. Мокрый помол завершается сушкой.
Операция брикетирование ( гранулирование ) нужна для получения более компактной формы полученной смеси ( шихты ) и более полного протекания реакции при выполнении следующей операции. Здесь получают брикеты, таблетки или гранулы.
Предварительный обжиг шихты выполняется для частичного или полного протекания диффузионных процессов между окислами для превращения их в ферритовый или керамический материал ( синтез керамики) и уменьшения усадки при окончательном обжиге.
Вторичный помол и смешивание брикетов, таблеток или гранул выполняется с целью получения изделий с равномерными свойствами, полного протекания диффузионных процессов и обеспечивания возможности формирования изделия. Операция выполняется в воде или без воды, а поэтому после ее завершения как и в первом случае полученную смесь сушат.
Для улучшения формируемости порошков в них вводят пластификаторы (связки , смазки), улучшающие сцепляемость отдельных частиц. Введение пластификаторов дает возможность получать различные массы: для прессования - пресспорошки, для литья - шликеры, а для формирования из пластичных масс - пластичные массы.
Основными способами формирования являются прессование,формование из пластичных масс, шликерное литье.
Отформованные изделия подвергают высокотемпературному спеканию,при котором получают соответствующий данному материалу ( радио-, пьезокерамике, ферриту) комплекс определенных магнитных, электрических, механических свойств и физико-механических характеристик
Контроль спеченных изделий выполняют по внешнему виду ( на отсутствие раковин, трещин и т.д.), геометрическим размерам ( на соответствие чертежу ), магнитным электрическим и механическим характеристикам и т.д. В результате этой операции изделия подразделяют на годные и бракованные.
Особенности технологической схемы, основанной на термическом разложении солей.Исходные вещества обязательно должны быть растворимы. Такими веществами являются сульфаты, нитраты, хлориды.Каждую соль грубо размельчают до размера частиц 1-2мм, затем все исходные элементы перемешивают и помещает в сосуд с водой ( 1 л. воды на каждые 5 кг. соли), нагревают до кипения и после испарения воды продолжают ( до 24 ч.)нагревают до 300С для удаления кристаллизационной воды. Полученную обезвоженную смесь подвергают термическому разложению - 3-4 часовому прокаливанию при 900-1000 С в тиглях до полного удаления газов ( продуктов разложения). Операция прокаливания - термического разложения может быть совмещена с предварительным обжигом и поэтому отпадает в этом случае необходимость в брикетировании или гранулировании шихты.
Особенности технологической схемы , основанной на совместном осаждении карбонатов солей солей и гидроокисей. Отличительными операциями этой схемы являются растворение солей, очистка от механических загрязнений (фильтрация), осаждение с помощью осадителей, промывание и контроль чистоты промывки. Соли смешивают и растворяют вместе с осадителем в дистиллированной воде.
Преимущества и недостатки различных схем технологических процессов получения керамических материалов. Преимущества механического метода : возможность точного соблюдения химического состава, отсутствие вредных выделений и отходов, простота процесса изготовления. Недостатки - необходимость тщательного измельчения и смешивания.
Преимущества двух других схем - это возможность получения однородных по химическому составу смесей, высокая активность шихты. Недостатки: трудность точного соблюдения химического состава из-за возможных потерь компонентов при растворении и осаждении.
6.3. Исходные материалы
Для изготовления керамических изделий используют различные природные и искусственные материалы.
Искусственные и природные материалы - оксиды, соли различаютсяпо количественному и качественному содержанию примесей посторонних оксидов и в соответствии с этим условно обозначают буквами: Ч (чистый), ЧДА (чистый для анализа), ХЧ (химически чистый), и др. Также различают исходное сырье по физико-химическим показателям (размерам и форме частиц, удельной поверхности, активности и др.).
Исходным сырьем для производства радио- и пьезокерамики является большое количество различных солей и окислов: каолины, глины, полевые шпаты, кремний содержащие материалы, тальки - природные пластичные материалы;искусственные непластичные материалы производимые промышленностью - технический глинозем и корунд, диоксиды циркония и титана, оксид бериллия, карбонаты бария и стронция.
Глины и каолины состоят преимущественно из гидроалюмосиликатов (Al2 O3 *2SiO2 *H2 O) и примесей солей железа, щелочных и щелочноземельных оксидов и солей. Из полевых шпатов наиболее приемлемы для производства керамики калиево-натриевые полевые шпаты (K2 O*Al2 O3 *6SiO2 ; Na2 O*Al2 O3 *6Sio2 ). Основой кремний-содержащих материалов и кварцев является диоксид кремния (SiO2 ), в котором могут быть различные добавки (окислы железа, глины, полевые шпаты и др.).Состав тальков разнообразен: от 3MgO*4SiO2 *H2 O до 4MgO*5SiO2 *H2 O, примеси в них Fe2 O3 , Al2 O3 , CaO, Na2 o, Cr2 O и др. Самыми нежелательными примесями во всех природных пластичных материалах являются соли железа.
Названные природные пластичные материалы используют для улучшения пластических свойств пресс-масс для формования изделий и как стеклообразуюшие добавки в радиокерамике. Тальки являются основой таких видов радиокерамики как стеатитовая и форстеритовая.
Технический глинозем и корунд получают при химической переработке природного сырья-минерала боксита и прокаливания его до 1100-1200 О С. Диоксиды циркония (Zn2 O2 ), титана (TiO2 ), олова (SnO2 ), оксиды бериллия (B2 O), стронция (SrO), цинка (ZnO), свинца (PbO), магния (MgO) получают при воздействии на исходное сырье путем комплекса химических и термических взаимодействий.
Кроме основных частей (природных материалов - огнеупорных глин, талька, кварца и др. или искусственных материалов -технического глинозема, электрокорунда, окиси иттирия, магния и др.) для приготовления керамической массы применяют и вспомогательные вещества - пластификаторы, улучшающие формование непластичных керамических масс. Пластификаторы - это органические вещества, подразделяемые в зависимости от выполняемой ими роли на связующие, пластифицирующие, смазывающие и поверхностно-активные вещества. Связующие вещества (крахмал, декстрин, глицерин, поливиниловый спирт и др.) - вещества, которые хорошо смачивают поверхность твердых частиц и образуют прочные связи между ними, т. е. Склеивают их. Пластифицирующие вещества (парафин, церезин, тунговое и льняное масло и др.) - это жидкости способные растворять связующие вещества и давать вместе с ними жидкие прослойки между твердыми частицами керамической массы. Смазывающие вещества ( тунговое, льняное, трансформаторное масла) - неполярные жидкие масла с малым поверхностным натяжением, применяемые для уменьшения трения и прилипания массы к поверхности прессформы. Поверхностно-активные вещества (олеиновая и стеариновая кислоты, пчелиный воск) - вещества улучшающие смачивание керамических частиц пластификатором.
6.4. Приготовление керамической массы
Основы приготовления керамической массы. В приготовлении керамической массы важнейшими операциями являются: составление шихты, измельчение исходных материалов, гранулирование и сушка керамических масс.
Составление шихты ( шихта - исходные материалы) - важнейшая операция, определяющая качество и свойства керамики. Состав шихты обычно рассчитывают в массовых процентах и затем исходные материалы измельчают до однородного тонкодисперсного состояния и смешивают.
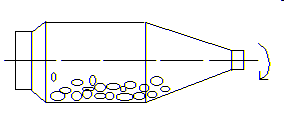
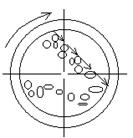
Измельчение материалов. Исходные материалы, синтезированные химические соединения (иногда и спеченный керамический материал) в виде кусков различных размеров с различными физическими свойствами размельчают механическим путем (дробят и размалывают). Сначала производят грубое дробление на щековых дробилках до размера частиц 10-15 мм. (рис. 2а), а затем среднее до размера частиц 1 мм. и мелкое дробление - на бегунах, валковых и конусных дробилках (рис. 2,б,в) или на конических мельницах (рис. 2,г). Измельченный материал просеивают через металлические сита и пропускают через магнитный сепаратор для отделения ферромагнитных примесей. Частицы, не прошедшие через сита, возвращаются для повторного дробления. Измельченный материал поступает для повторного мелкого помола, обычно совмещаемого со смешиванием компонентов. Часто помол осуществляется с добавлением воды (поэтому его в отличие от сухого называют мокрым или шликерным) в шаровых мельницах (рис. 2,д) а жидкую керамическую массу называют шликером. Шаровая мельница - это вращающийся цилиндрический барабан, футерованный внутри керамическими плитками, по которым перекатываются керамические шары.Работа шаровой мельницы основана на дробящем действии падающих шаров и на истерании шарами зерен метериала. Рекомендуют соотношение материала, шаров и воды 1:2:1. Это обеспечивает наименьшую продолжительность помола.
РИС. 2
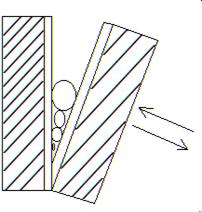
Щековая дробилка.
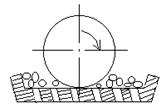
Бегуны.

Валковая дробилка.
Кроме того применяют вибровращательные мельницы (амплитуда колебаний 3 - 4 мм. при частоте вращения до 3000 об./мин.), обеспечивающие меньшее загрязнение измельчаемого материала материалом мелющих тел. Наиболее производительным оборудованием являются аттриторы - шаровые мельницы с неподвижным вертикально расположенным цилиндром, внутри которого расположены стержни, перемещающие вверх измельчаемый материал и шары.
Конусная дробилка.
Шаровая дробилка
Для окисной высококачественной керамики используют более экономически выгодный химический метод получения керамических порошков - метод одновременного осаждения нерастворимых осадков.
Смесь исходных материалов получают: 1) смешиванием тонкодисперсных компонентов; 2) одновременным тонким измельчением и смешиванием исходных компонентов; 3) химическим методом.
Все измельченные керамические массы по технологическим особенностям разделяют на три группы: 1) пластичные массы - материалы, в шихте которых содержится значительное количество глинистых веществ; 2) малопластичные массы - материалы с малым количеством глинистых веществ; 3) непластичные массы - материалы из безглинистой шихты. Состав шихты определяет в значительной мере технологию приготовления массы к формованию. Для обеспечения возможностей бездефектного формирования при подготовке шихты необходимо малопластичные и непластичные массы сделать пластичными. С этой целью в керамическую массу вводят пластифицирующие добавки после выполнения мелкого помола.
Контроль помола и перемешивания. Важной характеристикой помола является равномерность химического состава в единице объема соответствующих компонентов. Распределение компонентов смеси по объему определяется с помощью химического или рентгенографического анализа.
Наибольшее распространение в производстве керамических изделий получили пресс-порошки, литьевые шликеры и пластичные формовочные массы. Эти массы отличаются друг от друга содержанием пластификаторов. При малом содержании пластификаторов 3 - 10% получают пресс-порошки, при 7-20% содержании пластификаторов - пластичные формовочные массы и при большем содержании пластификаторов (до 40%) - литьевые шликеры.
Получение формовочных материалов
Приготовление литейных шликеров. Шликер представляет собой суспензию, состоящую из тонкоизмельченного порошка (твердой фазы) и пластифицирующе-связующих веществ (жидкой фазы). В зависимости от состава и особенностей жидкой фазы различают нетермопластичные, термопластичные шликеры и шликеры на основе каучука.
Жидкой фазой нетермопластичных шликеров является вода и органический растворитель (спирты, четыреххлористый углерод и др.).
Нетермопластичный шликер получают двумя путями: 1) путем раздельного и 2) путем совместного приготовления жидкой и твердой фаз. При раздельном приготовлении фаз в процессе измельчения твердой фазы в порошок добавляют поверхностно-активные вещества (например кремнийорганическую жидкость ГКЖ около 0.05% от массы сухого порошка для предупреждения комкования частиц в процессе помола и после него и сокращения времени помола.Затем приготовляют жидкую фазу воды (которую дистиллируют или конденсируют) или органический растворитель (готовят нужную концентрацию поливинилового спирта, четыреххлористого углерода и др.) и перемешивают жидкую с твердой фазой, одним из указанных способов. При совместном приготовлении жидкой и твердой фазы их подвергают помолу и перемешиванию одновременно в смесителях и мельницах.
Для предотвращения разложения и химического взаимодействия компонентов смеси и др. явлений их подвергают предварительному обжигу.
Приготовление термопластичных шликеров. Исходные элементы - твердую и термопластичную фазу подготавливают раздельно. Подготовка твердой фазы аналогична подготовке твердой фазы для нетермопластичных шликеров. Поверхностно-активные вещества вводят в порошок во время тонкого измельчения до соединения его со связующим. Затем нагревают термопласты до 80 - 90 О С и при непрерывном перемешивании в него вводят порошок твердой фазы до получения необходимой вязкости шликера. Причем сначала вводят мелкозернистые порошки, а затем крупнозернистые. Порошок твердой фазы перед введением в термопласт нагревают до температуры 150 О С.
В процессе перемешивания раздельным способом в керамической массе остаются пузырьки воздуха. Для удаления воздушных пузырьков подогретую массу подвергают обработке в вакуумных мешалках, что улучшает литейные свойства и качество керамики.
Качество шликера контролируют по текучести (вязкости), устойчивости, загустеваемости и др. параметрам. Вязкость, величина обратная текучести, определяется вискозиметром по количеству шликера вытекшего через калиброванное отверстие при нормальной и рабочей температурах в определенное время. Загустевание шликера определяют также вискозиметром по отношению времен истечения определенного количества шликера, выдержанного 1 мин., 30 мин. После приготовления. Устойчивость шликера определяется количеством осадка после суточной выдержки.
Приготовление пластичных масс. Эти массы представляют собой тестообразные смеси порошков и пластифицирующих материалов. Пластичная масса содержит твердую и жидкую фазу. Твердую фазу получают после предварительного обжига (синтеза) и измельчения. Жидкой фазой является смесь воды и глинистых материалов или смесь воды и поливинилового спирта и др. Пластичные массы с большим содержанием глинистых материалов приготовляют по шликерной технологии. Шликер в этом случае является исходным полуфабрикатом и последующая обработка его для получения пластичной массы направлена на уменьшение количества в нем жидкой фазы - обезвоживание. Обезвоживание производится путем сушки или механического выжимания на сушильном технологическом оборудовании: фильтр-прессах, мембранных насосах и др. Сушка выполняется в специальных сушильных установках с лампами инфракрасного излучения. В обоих случаях при обезвоживании получают определенную влажность массы. Затем полученную массу обрабатывают на вакуум-прессах с целью выравнивания влажности и удаления воздуха из массы. Пластичные массы, не содержащие глинистых веществ или содержание их в небольшом количестве приготовляют по бесшликерной технологии: смешивают твердую фазу и жидкую фазу в обычных мешалках или мельницах, т.е. раздельно подготавливается твердая и жидкая фазы, а затем смешивание сухого порошка со связкой в смесителе. В заключение выполняется вакуумирование и контроль на влажность, пластическую прочность, однородность. Влажность оценивают отношением массы подготовленной к формованию к массе такого же материала после сушки. Пластическая прочность характеризует величину напряжения, которую выдерживает масса при статической нагрузке. Однородность массы определяют визуально: по появлению расслоений, пор, трещин, изменению цвета
29-04-2015, 04:03