Приготовление пресс-порошков. Твердой фазой являются порошки, полученные после предварительного обжига (синтеза) и последующего измельчения (грубого, среднего и тонкого). Для прессования эти порошки превращают в более грубодисперсную массу с особыми свойствами, обеспечивающими получение после формования изделия с определенными механическими свойствами. Более крупные частицы получают с помощью объединения мелких частиц связующим веществом (жидкой фазой). Жидкой фазой обычно являются водные растворы и эмульсии поливинилового спирта, карбоксиметилцеллюлозы и т.п.
Для производства пресс-порошка обычно используют шликер либо после операции мокрого помола, либо после частичного обезвоживания. Наилучший способ получения пресс-порошка из шликера это гранулирование и сушка порошка в распылительных сушках, позволяющих изготовлять порошок стабильной гранулометрии и влажности непосредственно из шликера. Процесс сушки протекает быстро (5-30 сек.), легко регулируются, изменяются в необходимом направлении качественные показатели готового продукта. При этом получают пластифицированные пресс-порошки с требуемой влажностью.
Из частично обезвоженной массы пресс-порошок получают путем продавливания этой массы через сита и сушки. Эти процессы выполняют в специальных установках.
6.5. Формование керамических изделий
Основы процесса формования. Процесс оформления изделий из пластичных керамических масс основан на способности их к пластическому течению без нарушения сплошности под действием внешних сил и сохранении полученной формы.
Свойства пластичности керамической массы придают глинистые материалы (глина, каолины, бентониты) или специальные вещества - пластификаторы. Применение глинистых веществ в приборной керамике ограничено 13-26%, что объясняется нежелательным снижением диэлектрических свойств керамики.
При смачивании водой глинистые материалы образуют тестообразную массу с характерными пластично-эластичными свойствами. В основе этих свойств лежит целый ряд сложных физико-химических явлений.
Пластичные глинистые керамические массы представляют собой сложную систему, состоящую из твердой фазы (мелкодисперсных минеральных компонентов) и жидкой фазы (рис.3). Высокодисперсные системы такого типа образуют сплошные связанные структуры (являются структурированными). Они имеют пространственную сетку, основанную силами сцепления атомов, ионов, молекул или коллоидных частичек. Такие структуры имеют характерные структурно-механические свойства: упругость, прочность, пластичность. Это и дает возможность оформлять изделия механической обработкой. Пластичность и текучесть таких систем объясняется существованием между частичками компонентов твердой фазы прослоек жидкости, обеспечивающих скольжение частичек друг относительно друга и способствующих восстановлению связи после прекращения движения. Частички глинистых материалов керамической массы взаимодействуют с водой в результате чего на их поверхности образуются гидратные оболочки особой структуры с ориентацией молекул воды и необычайно высокой вязкостью. Наиболее прочно с глинистой частичкой связан первый слой (рис. 3 поз. 2 - адсорбционная вода), имеющий плотную упаковку. Дальнейшие слои, обладая определенной подвижностью, образуют диффузионный слой (рис.3 поз.3)., который слабо связан с частичками глинистого вещества. Свободная влага (рис. 3 поз. 6), обусловлена поверхностным натяжением и капиллярным давлением.
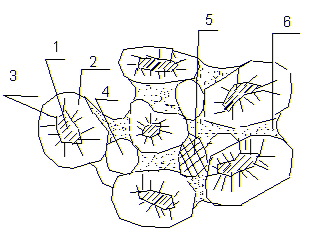
РИС. 3
Структура керамической массы.
1-глинистые частицы,2-адсорбированная вода,3-диффузионная вода,4-воздух,5-тве- рдая частица,6-свободная влага.
Безглинистые керамические массы получают пластические свойства при введении в них специальной добавки - пластификатора, которая должна смачивать порошок (обязательное условие). Физико-химические процессы, происхсдящие при образовании пластичной массы из безглинистого минерального порошка, в целом аналогичны таковым для глинистых керамических масс.
Пластичные глинистые массы хорошо формируются (различными способами), а пластичные безглинистые массы формируются плохо (в основном выдавливанием через мундштук).
Способы формования. В производстве наиболее часто формование изделий выполняют следующими способами: прессованием, шликерным литьем, формованием из пластичных масс, прокаткой.
Выбор способа формования определяется техническими, экономическими и технологическими факторами, главными из которых являются форма, размер и точность детали, количество изготовляемых деталей и технологические свойства применяемых масс.
Прессование заключается в получении изделия из сыпучей массы под действием внешнего давления. Различают следующие виды прессования: 1) полусухое изостатическое, 2) мокрое прессование, 3) гидростатическое, 4) горячее.
При прессовании различают ряд стадий процесса. В начальной стадии прессования гранулы порошка свободно перемещаются в направлении движения прессующего пуансона, заполняя крупные поры. Частицы не испытывают заметной деформации. Воздух при этом частичо удаляется.
На второй стадии прессования за счет выжимания связки и пластической деформации увеличивается контакт между частицами. При этом возможно удаление, защемление и сжатие воздуха. На третьей стадии наблюдается упругая деформация частиц. В последнюю стадию частицы хрупко разрушаются и наблюдается наибольшее уплотнение и упрочнение системы.
Отпрессованное изделие при удалении из формы упруго расширяется. Упругое расширение объясняется расширением воздуха, упругими деформациями частиц, расклинивающим действием связки, возвращающейся в межчастичные промежутки. Продольное (в направлении сжатия) расширение составляет 1-8%, поперечное 1.25-0.1продольного. Упругое расширение уменьшает плотность, приводит к возникновению внутренних напряжений и даже трещин.
Полусухое статическое прессование. Производится из порошкообразной массы в стальных прессформах на гидравлических прессах. Давление прессования от 30 до 150 мн/м2 (300-1500 кгс/см2 ). Для уменьшения давления прессования в порошкообразную массу вводят органический пластификатор (связку). Для получения равномерной плотности по высоте применяют двустороннее прессование (рис. 4).
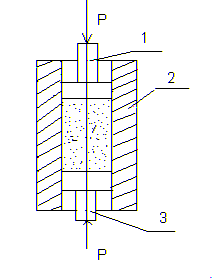
РИС. 4
Двустороннее прессование.
1-верхний пуансон,2-матрица,3-нижний пуансон.
Спрессованные заготовки практически не изменяют своих размеров (усадка составляет 1-2%); они имеют незначительную влажность и обжигают их часто без предварительной сушки.
Полусухим прессованием изготовляют заготовки плоской формы с небольшими выступами и углублениями (ламповые панели, платы, гребенки, втулки и др.).
Мокрое прессование в магнитном поле обычно используют для изготовления анизотропных постоянных магнитов из магнито-твердых ферритов. Сущность процесса заключается в уплотнении частиц порошка под действием внешних сил и ориентации ферромагнитов в определенном направлении под действием внешнего магнитного поля. Магнитное поле создается катушкой с протекающим по ней постоянным электрическим током. Внутри катушки располагается пресс-форма, верхний и нижний пуансоны которой изготовлены из магнитной стали, что позволяет им вместе с ферритовой прессуемой массой образовывать замкнутую магнитную цепь. А матрицу изготавливают из немагнитного материала.
Прессуемый материал - это водная эмульсия порошков феррита. Приготовляемая перемешиванием твердой и жидкой фазы в шаровых или в вибрационных мельницах, загружается определенными объемами в прессформу, где частицы феррита ориентируются вдоль магнитно-силовых линий. Затем прилагается давление, вода при этом фильтруется стенками матрицы прессформы, которая изготовляется из пористого материала или немагнитного металла с отверстиями. Пластификатором в этом случае является поливиниловый спирт или метилцеллюлоза.
Разновидностями мокрого прессования являются сырое прессование, мундштучное выдавливание, прессформование.
Сырое прессование применяют для изготовления в массовом производстве заготовок самой различной конфигурации, в том числе и самых сложных: длинных трубчатых каркасов, катушек с резьбой на поверхности (наружной и внутренней).
Сырым прессованием (штамповкой) изготовляют изделия из керамических масс, полученных из сухих “коржей” увлажненных водой и связкой до 20-25% влажности после помола на вибромельницах. Штамповка выполняется в стальных прессформах на рычажных, винтовых или фрикционных прессах.
Давление формования 5-8 Мн/м2 (50-80 кгс/см2 ).
Недостатком способа является высокая усадка после обжига (12-18%). Размеры деталей после обжига не являются стабильными. Изделия имеют значительную пористость и как следствие этого пониженную механическую и электрическую прочность.
Протягивание через мундштук - распространенный способ формирования различных изделий из пластичной керамической вакуумированной массы: стержней, трубок и цилиндров различных сечений, часто используемых в качестве заготовок для дальнейшего формирования механическим путем более сложных изделий.
Керамическую массу для протяжки приготовляют из порошка, в который добавляют до 15-18% воды со связкой. Получают при этом тестообразную массу. Заложенная в цилиндр 2 (рис.5) вакуумированная масса 4 выдавливается со скоростью до 0.016-0.05 м/с через мундштук 5 с помощью механических, винтовых или гидравлических прессов. Процесс характерен своей непрерывностью. Обычно стержни или трубки длинной 250-300 мм отрезают струнным резаком; при такой длине удобно принимать их из-под пресса и укладывать в технологическую тару.
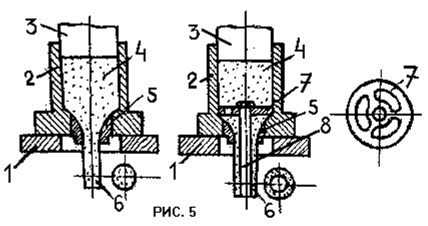
1-основание,2-загрузочная камера,3-поршень,4-выдавливаемый материал,5-матри-ца,6-выдавленное изделие,7-рассекатель,8-стержень.
Керамические трубки для трубчатых конденсаторов постоянной емкости и стержни - основания резисторов изготовляют только таким путем.
Изготовление изделий прессформованием имеет меньшее распространение и выполняется в гипсовых или стальных прессформах. Заготовка из пластичной массы влажностью 18-20% подпрессовывается в прессформе и затем в той же прессформе обрабатывается вращающимся шаблоном внутренняя поверхность изделия, внешняя поверхность изделия формируется стенками прeccформы. Этим способом изготовляют изделия с внутренней поверхностью типа тела вращения: конуса, толстостенного цилиндра и др. Формование изделия выполняется на специальных станках, позволяющих вращать шаблон или прессформу при неподвижных соответственно прессформе или шаблоне. После предварительной подсушки (провяливания) горячим воздухом в специальных камерах изделие можно подвергать механической обработке на металлорежущих станках: токарных, фрезерных, сверлильных.
Гидростатическое прессование обеспечивает равномерное давление на пресспорошок по всей длине, что позволяет получать изделие с однородной по всей длине плотностью. Этот способ применяют для изготовления изделий с большим отношением высоты к диаметру (толщине стенки). Схема установки для гидростатического прессования изделия трубчатого сечения представлена на рис.6.
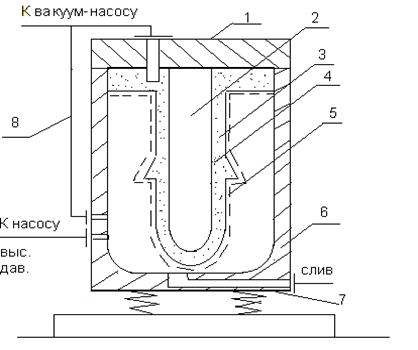
РИС.6
1-крышка,2-стержень,3-эластичная оболочка,4-зона засыпки пресс-порошка,5-кар-кас-ограничитель,6-камера,7-вибрационная площадка,8-трубы к вакуумному насосу.
Пресспорошок загружают в рабочую полость между эластичной оболочкой 3 и стержнем 2. Воздух из камеры прессования 6 и эластичной оболочки 3 откачивают по трубам 8 вакуумным насосом. Для равномерного распределения порошка по зоне прессования применяют вибрацию установки. Для ограничения растяжения эластичной оболочки 3 в установке предусмотрен каркас-ограничитель 5, содержащий отверстия, через которые передается давление жидкости (воды) на эластичную оболочку под высоким давлением ( около 400 МН/м2 ) подается в камеру 6. После прессования снимают давление, сливают воду, открывают крышку 1 и вынимают с сердечником 2 изделие. Изделие снимают с сердечника. Для генерации виброколебаний используют пневматические, электромагнитные и механические вибраторы.
Недостатки гидростатического прессования: невысокая производительность, сравнительно низкое качество поверхности изделия отформованной эластичной оболочкой, сложность процесса подготовки к прессованию.
Горячее прессование . Горячее прессование сочетает в себе 2 операции: прессование и спекание. Это позволяет получать новые свойства у изделий. Причем качественные изделия получают при значительно меньших давлениях и температуре (по сравнению с другими способами прессования.).
Процесс горячего прессования выполняется в следующей последовательности 1) После загрузки пресспорошка в прессформу порошок предварительно уплотняется, а затем температура порошка с прессформой поднимается до некоторой температуры Тпр меньшей температуры спекания; 2) увеличение давления до нужной для окончательного прессования величины; 3) увеличение температуры до температуры спекания и выдержка при этой температуре под давлением; 4) снятие давления, охлаждение и съем изделия (рис.7).
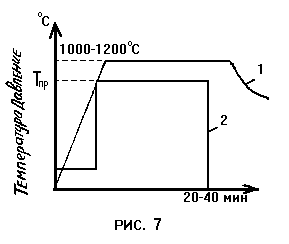
1-температура,2-давление.
Этим способом получают изделия простой формы из которых путем механической обработки (резания, сверления, шлифования и т.д.) получают изделия более сложной формы, но меньших размеров. Для нагрева прессформы применяют индукционный нагрев, нагрев в печах и нагрев элементами электросопротивления. Среда (окислительная или восстановительная) определяется природой получаемого материала.
Оборудование для горячего прессования: прессы для горячего прессования, обеспечивающие приложение давления и нагрев по заданному режиму в автоматическом цикле или обычные гидравлические прессы переделанные для установки на них подогреваемых прессформ.
Прессформы работают в тяжелых условиях. Материал прессформ должен быть огнеупорным и корозионностойким с высокой теплопроводностью, химически нейтральным по отношению к компонентам шихты и составляющим газовой среды при высоких температурах.
Обрабатываемый материал приваривается обычно к стенкам прессформы, которые из-за этого приходят в негодность, а свойства изделия резко ухудшаются. Для предупреждения приваривания в прессформу насыпают порошок тугоплавкого оксида, разделяющего изделие и прессформу. Этот способ разделения эффективен только при простой форме изделия. Точность размеров и конфигурации изделий достигают путем механической обработки (резанием, шлифованием и т.п.).
Горячее прессование применяют для изготовления беспористых изделий с контролируемым размером зерен (до 0.1 мкм), отличающимися повышенной прочностью и плотностью, что улучшает магнитные характеристики: магнитную проницаемость, индукцию, время перемагничивания.
Особенно пригодным является этот метод при изготовлении ферритов для магнитных головок устройств магнитной записи и воспроизведения звука - и видеосигналов, ферритов СВЧ - диапазона и пьезокерамики, которые невозможно изготовить обычными методами.
Сложность метода горячего прессования способствует получению количества брака; характерными для этого метода являются следующие виды брака: науглероживание (форма из графита), одновременные пережог и перепрессовка, приваривание к прессформе. Для предупреждения брака следует строго соблюдать температурный и механический режимы процесса и правильно выбирать материал прессформы.
Шликерное литье. Литье нетермопластичных шликеров. Существует несколько разновидностей литья шликеров: наливной, сливной , стержневой. Сливной и стержневой способы используют для получения полых изделий. При сливном способе шликер наливают в форму и выдерживают до образования необходимой толщины стенок, а излишек шликера сливают. При стержневом способе толщина стенок ограничена стержнем-вставкой, формирующей внутреннюю поверхность изделия. Литейные формы часто изготовляют из гипса и стали. Гипс хорошо поглощает влагу из шликера, химически нейтрален к компонентам шликера, достаточно прочен, обеспечивает хорошее качество поверхности. Стальную форму изготовляют из листов (толщиной 0.5 мм) с отверстиями диаметром 0.7-1 мм, площадь отверстий составляет 1/3 рабочей площади листа. Промежутки между листами с отверстиями заполняют фильтрующим слоем, изготовленным на основе бумажной или тканевой массы для удаления влаги. Для ускорения удаления влаги ее отсасывают вакуумным насосом.
Процесс изготовления деталей заключается в выполнении следующих операций: подготовка формы, подготовка шликера, литье, извлечение отливки из формы, сушка отливок, механическая обработка. Иногда после извлечения из формы с отливок снимают заусенцы, выступы, излишки затвердевшего шликера и т.п. Отливки удаляют из формы только после достижения ими определенной прочности, которая обеспечивает отсутствие деформации в процессе удаления. В процессе сушки изделия получают прочность достаточную для выполнения последующих операций. Процесс этого литья обычно автоматизирован.
Другие способы ( в том числе и литье под давлением) применяют реже.
Литье термопластичных шликеров больше распространено, чем литье не термопластичных шликеров. Качество изделий выше, чем при литье не термопластичных шликеров. Технологический процесс литья термопластичных шликеров: подготовка твердой фазы и связки; приготовление термопластичного шликера; литье изделий; охлаждение шликера; удаление из формы изделий. Литье изделий выполняется на специальных установках. Шликер в литейную форму поступает под действием давления сжатого воздуха (сравнить с литьем под давлением пластмасс). Для формирования качества изделия опытным путем определяют режимы процесса: давление воздуха, скорость впуска, температура шликера и формы, время выдержки (затвердевания). Литье шликеров имеет ряд разновидностей: сливное, центробежное, намораживанием, непрерывное, горячая штамповка и др. Литье шликеров не обеспечивает высокой точности размеров .
Контроль изделий в производстве выполняют по следующим параметрам: по точности формы и размеров, массе, механической прочности.
Выжигание органической связки перед спеканием предохраняет изделие от возникновения трещин и пор в процессе спекания. Для выжигания органический связки изделия закладывают в специальные емкости (капсули) и пересыпают порошком, который впитывает вытекающую расплавленную связку. Сначала температуру повышают до 80-100О С и расплавленная связка впитывается порошком. Более глубокие слои изделия в начальный момент содержат большее количество связки, поэтому связка из этих слоев по капиллярам мигрирует к наружным слоям и затем впитывается порошком. Нагрев до температуры плавления производится медленно для предупреждения коробления изделия и при температуре плавления производится выдержка до тех пор пока удаляется связка. Затем медленно поднимают температуру до 300 О С для разложения связки на газообразные продукты и полного выжигания ее при дальнейшем медленном нагреве до 600 О С. Изделия после этого становятся непрочными и поэтому их продолжают нагревать до 900-1200 О С для частичного спекания. После удаления связки изделия отделяются от порошка засыпки.
Сушка . Сушке подвергают отформованные керамические изделия перед обжигом. В процессе сушки с поверхности изделия испаряется влага. Поэтому наружные слои имеют меньшую влажность, чем внутренние. Пониженная влажность наружных слоев приводит к диффузии влаги из глубины изделия к его поверхности и выделению воды в виде паров в окружающую среду. Удаление влаги - сложный физико-химический процесс, при котором удаляют из керамической массы связанную с ней воду ( различают химическую, физико-химическую и физико-механическую связь влаги с материалом). Химическая связь характерна для воды, входящей в состав вещества или минерала. Химически связанная вода имеет самую прочную связь с материалом. Физико-химическая связь образуется при адсорбции (рис.3 позиция 1) влаги на поверхности и в структуре изделия. Наличие свободной энергии поверхности твердой фазы материала способствует адсорбции влаги из окружающей среды. Физико-механическая связь обусловлена поверхностным натяжением и капиллярным давлением в микро- и макрокапиллярах. Влага содержащаяся в макро- и микрокапиллярах называется свободной .
При сушке удаляют влагу, имеющую физико-химическую и физико-механическую связь; химическая связь в процессе сушки не нарушается. При сушке уменьшаются размеры изделия; более влажные внутренние слои препятствуют усадке в результате чего возникают напряжения, которые при определенных параметрах сушки могут привести к образованию трещин и деформации детали.
После сушки влажность изделия составляет 0.2-1%.
Сушка изделий осуществляется естественным путем - на воздухе, или принудительным путем в специальных установках.
Сушка естественным путем выполняется для небольших по размерам изделий и является длительным процессом, так как температура воздуха в помещении 20-25 О С.
Принудительная сушка осуществляется конвективным (обдувом подогретым воздухом) радиационным и конвективно-радиационным способом в сушилках периодического и непрерывного действия.
Температурный режим и время сушки в сушилках периодического действия регулируются автоматически, а в сушилках непрерывного действия определяется скоростью движения изделий через 4 зоны сушки с температурой соответственно 50-60, 60-80, 80-100 и 100-120 О С.
6.6. Обжиг.
При обжиге происходит спекание керамического материала в результате протекания ряда физико-химических процессов с приобретением обожженным изделиям определенных свойств. При обжиге происходит уплотнение и упрочнение материала за счет протекания процессов переноса и перераспределения веществ.
Установлено, что спекание происходит за счет следующих механизмов переноса вещества: 1) диффузионного, 2) жидкостного,
29-04-2015, 04:03