План
Введение................................................................................................ 3
1. ПРОИЗВОДСТВО АБРАЗИВОВ......................................................... 3
1.1 Физические свойства компонентов, применяемых для приготовления абразивных масс................................................................................................................................................. 3
1.2 Дозаторы для абразивного зерна............................................................................... 5
1.3 Оборудование для формования абразивных инструментов.............................. 5
1.4 Дозирование абразивной массы............................................................................... 5
1.5 Прессование абразивных инструментов................................................................ 9
1.6 Оборудование для изготовления инструментов на вулканитовой связке... 9
1.7 Оборудование для механической обработки шлифовальных кругов............ 10
2. ПРОМЫШЛЕННОЕ ПРОИЗВОДСТВО И КАЧЕСТВО ОКРУЖАЮЩЕЙ СРЕДЫ...................................................................................................... 12
2.1. Общие тенденции развития производства........................................................... 13
ЛИТЕРАТУРА......................................................................................... 18
Введение
В настоящее время абразивный инструмент применяется в любой области машиностроения.
С появлением точного литья, снижением припусков на обработку, в общем объеме механических операции непрерывно растет удельный вес абразивной обработки. Она применяется как на обдирочных операциях (для обработки литья), так и для получения высоких классов чистоты поверхности.
Возросшая потребность в абразивных инструментах повлекла за собой значительное расширение абразивной промышленности, строительство новых и реконструкцию действующих абразивных заводов, которые оснащались главным образом за счет использования оборудования, применяемого в родственных отраслях промышленности.
Поворотным пунктом в создании специализированного оборудования для абразивной промышленности явились постановления правительства в 1960 и 1961 гг., в результате которых на абразивные заводы начало поступать новое высокопроизводительное оборудование.
1. ПРОИЗВОДСТВО АБРАЗИВОВ
1.1 Физические свойства компонентов, применяемых для приготовления абразивных масс
В общем объеме производства абразивные инструменты на керамической и бакелитовой связках составляют преобладающую часть. Остановимся поэтому на характеристике компонентов, из которых приготовляются абразивные массы на керамической и бакелитовой связках.
По своим физическим свойствам эти компоненты могут быть разделены на три группы.
1. Сыпучие материалы. К ним относятся абразивное зерно из электрокорунда нормального и белого, карбида кремния черного и зеленого и монокорунда
Мелкозернистые абразивные материалы, к которым относятся шлифпорошки зернистостью от № 12 до № 3, обладают меньшей сыпучестью. Насыпной вес этих материалов ниже насыпного веса соответствующих крупнозернистых материалов,
Еще меньшей сыпучестью обладают микропорошки зернистостью от М40 до М5.
2. Трудносыпучие материалы. К ним относятся материалы легко слеживающиеся, зависающие в бункерах и транспортных емкостях, нуждающиеся для своего перемещения в принудительном органе. Это керамические связки, декстрин, пуль-вербакелит, алебастр (используемый в производстве бакелитовых инструментов в качестве наполнителя),
3. Жидкие материалы. Они применяются в качестве увлажнителей для приготовления абразивных масс. К ним относятся жидкое стекло и жидкий бакелит. Для приготовления абразивных масс на пульвербакелитовой связке применяется низковязкий жидкий бакелит. Для приготовления абразивных масс на жидком бакелите применяют густовязкий бакелит вязкостью до 100.
В зависимости от свойств этих материалов делится и аппаратура для их порционной дозировки.
Сыпучие абразивные материалы дозируются как по весу (шлифзерно, шлифпорошки и микропорошки) на весах различной конструкции, так и по объему (шлифзерно от № 200 до № 16) в объемных дозаторах.
Мелкосыпучие или мелкозернистые абразивные материалы дозируются по весу на автоматических весах.
Жидкие материалы в зависимости от вязкости дозируются специальными установками.
1.2 Дозаторы для абразивного зерна
Крупнозернистые абразивные материалы в зависимости от природы материала и номера зерна обладают сравнительно постоянным объемным весом. Это позволило осуществить дозировку абразивного зерна в объемных дозаторах как постоянного, так и регулируемого объема.
1.3 Оборудование для формования абразивных инструментов
Абразивные изделия заданной геометрической формы и объемного веса изготовляются формованием. В большинстве случаев это достигается за счет прессования абразивных изделий в специальных пресс-формах на прессах различной конструкции. Процесс формования состоит из ряда технологических операций, выполняемых последовательно или параллельно при помощи специальных механизмов и устройств. Главнейшие из этих операций следующие: дозировка абразивной массы, укладка ее в пресс-форму, прессование, выталкивание изделия и укладка его на сушильную плиту, очистка и смазка пресс-формы, а также транспортные операции. Все эти операции выполняются специальными механизмами.
Различная компоновка технологических и транспортных механизмов дает различный технический и экономический эффект.
1.4 Дозирование абразивной массы
Дозирование абразивной массы применяется как весовое, так и объемное.
Весовое дозирование получило широкое распространение для изготовления крупногабаритных кругов. В качестве весовых механизмов используются весы различной конструкции от обычных весов торгового типа для формования мелких партий кругов до автоматических для формования крупных партий кругов. Допустимая погрешность при пользовании весами не должна превышать 1 %.
Применение весового дозирования массы обязательно предполагает после себя укладку массы в пресс-форму, выполняемую при помощи специального механизма.
Наряду с весовой дозировкой широкое распространение получила объемная дозировка массы. Точность дозировки, получаемая в ряде случаев при объемной дозировке, не уступает весовой. Этот способ дозировки применен на ряде действующих агрегатов, в том числе при формовании сегментов (ФАС-1 и ФАС-2), при формовании кругов для внутреннего шлифования (ФА-50 и ФА-80), при формовании кругов 150—250 мм (АФА-3 и АФА-4) и др. В этих агрегатах применен принцип свободного заполнения пресс-формы массой с помощью специальной кассеты или лопаток заподлицо с верхним краем пресс-формы,
Основное преимущество объемного способа дозирования массы заключается в том, что в нем дозирование массы совмещается с вводом ее в пресс-форму и отпадает надобность в специальном механизме по укладке массы.
Ряд приспособлений позволяют обеспечить достаточно равномерную плотность массы в пресс-форме.
В этом случае этот способ дозировки может заменить, весовую дозировку массы.
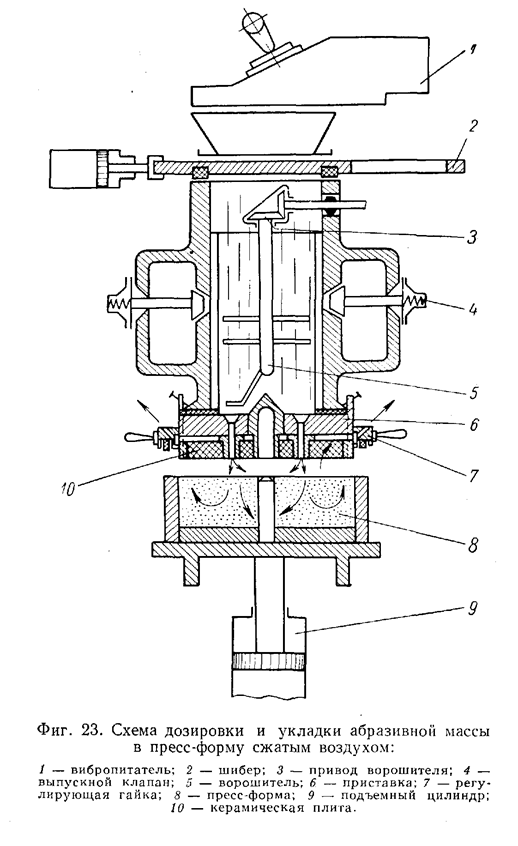
В последнее время для дозировки массы при формовании кругов различного профиля применен пневматический способ дозирования и укладки массы в пресс-формы. Применение пневматического способа заполнения пресс-форм позволяет механизировать трудоемкую операцию по формованию кругов фасонного профиля и при этом повысить качество этих изделий. Схема пневматической дозировки массы приводится на рис. 1
МАШИНЫ ДЛЯ УКЛАДКИ АБРАЗИВНОЙ МАССЫ В ПРЕСС-ФОРМЫ
Качество круга, равномерность твердости, его абразивная способность во многом зависят от правильной укладки массы в пресс-форме.
|
1.5 Прессование абразивных инструментов
Абразивная масса в зависимости от зернистости, природы абразивных материалов и содержания связки обладает различной пористостью (рыхлостью), а следовательно, прессуемостью. Ее засыпной объем по отношению к спрессованному изделию составляет 1,6—1,8 для крупнозернистых масс и 2,5—2,8 для мелкозернистых масс.
Получение изделия заданного объемного веса достигается уплотнением массы в пресс-форме путем прессования за счет уменьшения высоты изделия.
Практически при достижении удельного давления, составляющего 20% от номинала, уплотнение изделия составит 60%. Таким образом, первый этап прессования целесообразно производить при помощи насоса низкого давления (обладающего высокой производительностью) и окончательное прессование, второй этап, производить насосом высокого давления. При определении производительности насоса на каждом из этапов следует руководствоваться обеспечением получения заданной скорости перемещения
1.6 Оборудование для изготовления инструментов на вулканитовой связке
Значительная часть абразивных инструментов на вулканитовой связке изготовляется на вальцах. Смешивание компонентов связки и абразивной массы производится на смесительных вальцах.
Вначале вводится каучук, затем, после того как каучук покроет поверхность обоих валков, вводится мягчитель, сера, наполнители и ускорители вулканизации. Перемешивание элементов связки производится длительное время, которое назначается в зависимости от рецептуры массы. Последним вводится абразивное зерно. Приготовленная таким образом абразивная масса поступает на прокатные вальцы или каландры, где прокатываются пласты определенной толщины, из которых на вырубных прессах в последующем вырубаются круги заданных размеров.
Наряду с изготовлением кругов на смесительных и прокатных вальцах на абразивных заводах получает распространение новый метод изготовления вулканитовых кругов: путем приготовления абразивной массы в смесительных машинах, разрыхления ее и прессования на прессах в пресс-форме.
Машина для измельчения вулканитовых масс
При приготовлении абразивной массы в смесительных машинах получаются куски больших.размеров. Для дальнейшей переработки этой массы необходимо, чтобы размеры кусков в поперечнике не превышали 80 мм. Эту операцию выполняет машина для предварительного измельчения вулканитовых масс.
Чаша машины представляет собой короб прямоугольного сечения, на дне которого в разные стороны синхронно вращаются два вала 4 с установленными в них во взаимно перпендикулярных плоскостях шипами 3. Параллельно валам с наружной их стороны установлены две гребенки 5, в пазы которых свободно (с зазором) входят шипы. При помощи шипов и зубьев гребенки происходит измельчение абразивной массы.
1.7 Оборудование для механической обработки шлифовальных кругов
Значительная часть абразивных инструментов подвергается после термической обработки — механической. Эта операция диктуется необходимостью придания готовым изделиям более точной геометрической формы, гладкой поверхности, .а также для устранения получаемой в процессе термообработки «корочки» — поверхностного тонкого слоя, отличающегося по твердости от основной массы изделия.
В ряде случаев механическую обработку применяют для исправления отклонений, возникающих при выполнении предыдущих операций. Механической обработке подвергаются в основном круги на керамической связке (большие и средние размеры). Круги на бакелитовой и вулканитовой связках реже подвергаются механической обработке. Круги на керамической связке малых размеров, а также фасонные круги (ЧК и ЧЦ) не подвергаются механической обработке.
Станки для механической обработки кругов специализированы.
Обработка торцовых плоскостей производится на плоскообдирочных станках, обработка периферии, а также скосов и выточек — на токарных станках. Обработка периферии кругов в пакетах на вертикальношлифовальных и токарных станках, обработка отверстий — на сверлильных станках.
В настоящее время уже созданы станки для калибровки отверстий путем заливки в отверстие втулки из пластмассы. Этот метод позволяет получить отверстия высокой чистоты и точности.
2. ПРОМЫШЛЕННОЕ ПРОИЗВОДСТВО И КАЧЕСТВО ОКРУЖАЮЩЕЙ СРЕДЫ
XX век принес человечеству немало благ, связанных с бурным развитием научно-технического прогресса, и в то же время поставил жизнь на Земле на грань экологической катастрофы. Рост населения, интенсификация добычи и выбросов, загрязняющих Землю, приводят к коренным изменениям в природе и отражаются на самом существовании человека. Часть из таких изменений чрезвычайно сильна и настолько широко распространена, что возникают глобальные экологические проблемы. Имеются серьезные проблемы загрязнения (атмосферы, вод, почв), кислотных дождей, радиационного поражения территории, а также утраты отдельных видов растений и живых организмов, оскудения биоресурсов, обезлесения и опустынивания территорий.
Проблемы возникают в результате такого взаимодействия природы и человека, при котором антропогенная нагрузка на территорию (ее определяют через техногенную нагрузку и плотность населения) превышает экологические возможности этой территории, обусловленные главным образом ее природно-ресурсным потенциалом и общей устойчивостью природных ландшафтов (комплексов, геосистем) к антропогенным воздействиям.
2.1. Общие тенденции развития производства
Основные источники загрязнения атмосферного воздуха территории нашей страны — машины и установки, использующие серосодержащие угли, нефть, газ.
Значительно загрязняют атмосферу автомобильный транспорт, ТЭЦ, предприятия черной и цветной металлургии, нефтегазоперерабатывающей, химической и лесной промышленности. Большое количество вредных веществ в атмосферу поступает с выхлопными газами автомобилей, причем их доля в загрязнении воздуха постоянно растет; по некоторым оценкам в России — более 30%, а в США — более 60% от общего выброса загрязняющих веществ в атмосферу.
С ростом промышленного производства, его индустриализации, средозащитные мероприятия, базирующиеся на нормативах ПДК и их производных, становятся недостаточными для снижения уже образовавшихся загрязнений. Поэтому естественно обращение к поиску укрупненных характеристик, которые, отражая реальное состояние сред, помогли бы выбору экологически и экономически оптимального варианта, а в загрязненных (нарушенных) условиях – определили очередность восстановительно-оздоровительных мероприятий.
С переходом на путь интенсивного развития экономики важная роль отводится системе экономических показателей, наделенных важнейшими функциями хозяйственной деятельности: плановой, учетной, оценочной, контрольной и стимулирующей. Как всякое системное образование, представляющее собой не произвольную совокупность, а взаимосвязанные элементы в определенной целостности, экономические показатели призваны выражать конечный результат с учетом всех фаз воспроизводственного процесса.
Одной из важных причин увеличения природоемкости экономики стал превышающий все допустимые нормативы износ оборудования. В базовых отраслях промышленности, транспорта износ оборудования, в том числе очистного, достигает 70—80%. В условиях продолжающейся эксплуатации такого оборудования резко увеличивается вероятность экологических катастроф.
Типичной в этом отношении стала авария нефтепровода в арктическом районе Коми около Усинска. В результате на хрупкие экосистемы Севера вылилось — по различным оценкам — до 100 тыс. т нефти. Эта экологическая катастрофа стала одной из крупнейших в мире в 90-х гг., и она была вызвана крайней изношенностью трубопровода. Авария получила мировую огласку, хотя по оценкам некоторых российских специалистов она является одной из многих — просто другие удалось скрыть. Например, в том же регионе Коми в 1992 г., по данным межведомственной комиссии по экологической безопасности, произошло 890 аварий.
Колоссален экономический ущерб экологических катастроф. На сэкономленные в результате предотвращения аварий средства в течение нескольких лет можно было бы реконструировать топливно-энергетический комплекс, существенно снизить энергоемкость всей экономики.
Ущерб, наносимый природе при производстве и потреблении продукции, - результат нерационального природопользования. Возникла объективная необходимость установления взаимосвязей между результатами хозяйственной деятельности и показателями экологичности выпускаемой продукции, технологией ее производства. Это в соответствии с законодательством требует от трудовых коллективов дополнительных затрат, которые необходимо учитывать при планировании. На предприятии целесообразно разграничивать затраты на охрану окружающей среды, связанные с производством продукции и с доведением продукта до определенного уровня экологического качества, либо с заменой его другим, более экологичным.
Существует связь между качеством продукции и качеством окружающей среды: чем выше качество продукции (с учетом экологической оценки использования отходов и результатов природоохранной деятельности в процессе производства), тем выше качество окружающей среды.
Каким образом можно удовлетворить потребности общества в должном качестве окружающей среды? Преодолением негативных воздействий с помощью обоснованной системы норм и нормативов, с увязкой расчетных методов ПДВ, ПДС и средозащитных мероприятий; разумным (комплексным, экономичным) использованием природных ресурсов, отвечающим экологическим особенностям определенной территории; экологической ориентации хозяйственной деятельности, планирование и обоснование управленческих решений, выражающихся в прогрессивных направлениях взаимодействия природы и общества, экологической аттестации рабочих мест, технологии выпускаемой продукции.
Обоснование экологичности представляется неотъемлемой частью системы управления, влияющей на выбор приоритетов в обеспечении народного хозяйства природными ресурсами и услугами в пределах намечаемых объемов потребления.
Различие производственных интересов и отраслевых заданий определяет особенности взглядов специалистов на проблему экологизации производств, применяемой и создаваемой техники и технологии.
Предпринимаются попытки на основе единого методического подхода, расчетом частных и обобщающих показателей выразить взаимосвязь натуральных и стоимостных характеристик в принятии экономически целесообразного и экологически обусловленного (приемлемого) решения. Приоритетность натуральных параметров, показателей отвечает потребностям ресурсообеспечения общественного производства. Стоимостные показатели должны отражать результативность усилий по снижению (или повышению) техногенной нагрузки на природу. С их помощью производится расчет экологического ущерба и оценивается эффективность мер по стабилизации режима природопользования.
Надо сказать, что кроме этого принимаются и такие меры, как:
- обеспечение организации производства нового, более совершенного оборудования и аппаратуры для очистки промышленных выбросов в атмосферу от вредных газов, пыли, сажи и других веществ;
- проведение соответствующих научных исследований и опытно-конструкторской работ по созданию более совершенной аппаратуры и оборудования для защиты атмосферного воздуха от загрязнения промышленными выбросами;
- осуществление на предприятиях и организациях монтажа и наладки газоочистного и пылеулавливающего оборудования и аппаратуры;
- осуществление государственного контроля за работой газоочистных и пылеулавливающих установок на промышленных предприятиях.
Природно-промышленные системы в зависимости от принятых качественных и количественных параметров технологических процессов отличаются друг от друга по структуре, функционированию и характеру взаимодействия с природной средой. В действительности даже одинаковые по качественным и количественным параметрам технологических процессов природно-промышленные системы отличаются друг от друга неповторимостью экологических условий, что приводит к различным взаимодействиям производства с окружающей его природной средой. Поэтому предметом исследования в инженерной экологии является взаимодействие технологических и природных процессов в природно-промышленных системах.
В то же время в более развитых странах подход к проблемам окружающей среды со стороны правительств гораздо более жесток: например, ужесточаются нормы содержания вредных веществ в выхлопных газах. Чтобы не потерять свою долю рынка в сложившихся условиях, компания Honda Motors засунула под капот современный 32-разрядный компьютер и озадачила его проблемой сохранения окружающей среды. Микропроцессорное управление системой зажигания — не новость, однако, похоже, впервые в истории автомобильной промышленности программно реализован приоритет чистоты выхлопа, а не выжимания лишних «лошадей» из мотора. Надо сказать, компьютер в очередной раз продемонстрировал свой интеллект, уже на промежуточном этапе снизив токсичность выхлопа на 70% и потеряв при этом всего 1,5% мощности двигателя. Вдохновленный результатом, коллектив инженеров и программистов начал экологическую оптимизацию всего, что хоть как-то такую оптимизацию в состоянии вынести. Электронный эколог под капотом бдительно следит за составом рабочей смеси, впрыскиваемой в цилиндры, и «в режиме реального времени» управляет процессом сгорания топлива. А если, несмотря на все старания «уничтожить врага в его собственном логове» (в смысле, в цилиндрах двигателя) что-то в выхлопную трубу и проскочит, то наружу не выйдет: специальные датчики тут же сообщат об этом компьютеру, который, перенаправив коварную порцию выхлопа в специальный отсек, уничтожит ее там с помощью электричества. Разумеется, не забыли навесить на двигатель и специально разработанный каталитический дожигатель особой конструкции. Результат, как говорится, превзошел все ожидания: мощность двигателя снизилась совсем ненамного, экономичность не пострадала, а что касается выхлопа — забавно, но факт: процентное содержание в нем вредных веществ заметно меньше, чем в воздухе, которым дышат жители, например, центральных районов Лос-Анджелеса.
ЛИТЕРАТУРА.
1.Быстраков Ю.И., Колосов А.В. Экономика и экология. –М.: Агропромиздат, 1988.
2.Производство абразивных инструментов –М. Техническая литература, 1963.
3.“Компьютер”, №45, 1997г.
29-04-2015, 00:46