ТЕРМИЧЕСКАЯ ОБРАБОТКА .
Термической обработкой стали называется совокупность технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии с целью изменения ее структуры и создания у нее необходимых свойств: прочности, твердости, износостойкости, обрабатываемости или особых химических и физических свойств.
Термообработка бывает предварительная и окончательная.
Предварительная термообработка (отжиг поковок) проводится непосредственно после ковки с целью предотвращения появления флокенов, снижения твердости, для облегчения последующей механической обработки, уменьшения остаточных напряжений и подготовки структуры под окончательную термообработку.
Окончательная термообработка (нормализация, закалка с высоким отпуском и т.д.) придает металлу требуемый уровень механических свойств, обеспечивает необходимую структуру.
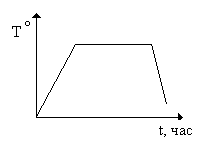
Отжигом называется процесс термообработки, состоящий из нагрева стали до заданной температуры, выдержки при этой температуре и последующего медленного охлаждения
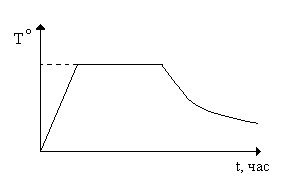
Закалка стали – процесс, состоящий из нагрева стали до определенной температуры, выдержки при этой температуре и быстрого охлаждения.
Цель закалки – придание высокой твердости и прочности за счет получения неравновесных структур. Эти неравновесные структуры можно получить лишь при очень высоких скоростях охлаждения.
Длительность выдержки при нагреве под закалку зависит от размеров гуделий и массы садки.
В качестве закалочных сред (для быстрого охлаждения) используются вода, масло индустриальное и раствор щелочи.
Охлаждающая способность жидкостей различна.
Отпуск стали заключается в нагреве до определенных температур (более низких им при закалке), выдержке и охлаждении.
Цель отпуска – перевести структуру стали в более равновесное состояние, придать стали требуемые свойства. Кроме того при отпуске снимаются внутренние напряжения, полученные при закалке.
В зависимости от температуры, отпуск бывает низкий, средний, высокий.
При низком отпуске сталь нагревается до температуры 150-3000 С. Это приводит к снижению внутренних напряжений в стали. При низком отпуске твердость стали снижается незначительно.
При среднем отпуске сталь нагревается до температуры 300-5000 С. средний отпуск значительно понижает твердость и обеспечивает высокую вязкость стали. Среднему отпуску подвергают пружины, рессоры, штампы для холодной обработки.
Высокий отпуск проводят при температуре 500-6800 С. высокий отпуск значительно понижает твердость и сопротивление разрыву и повышает пластичность и ударную вязкость. Высокому отпуску подвергают валы, оси и т.д.
Химико-термическая обработка
Химико-термической обработкой называют поверхностное насыщение стали соответствующим элементом (например – углеродом, азотом и т.д.) путем его диффузии в атомарном состоянии из внешней среды при высокой температуре.
Цементацией называется процесс насыщения поверхностного слоя стали углеродом.
Цель цементации – получение твердой и износостойкой поверхности. Цементация бывает двух видов: газовая цементация и цементация в твердом карбюризаторе.
В качестве твердого карбюризатора применяется активированный уголь (древесный уголь или каменноугольный полукокс) с активаторами.
Газовую цементацию осуществляют нагревом изделия в среде газов, содержащих углерод: синтин, керосин и т.д.
Окончательные свойства цементированных изделий достигаются в результате термической обработки, выполняемой после цементации – закалки и низкого отпуска. Это высокая твердость в цементированном слое и хорошие механические свойства сердцевины.
Цементации подвергают низкоуглеродистые стали.
Контроль термической обработки
Контроль термической обработки осуществляется определением механических свойств на образцах, а также замером твердости на приборах: Бриннель и Роквелл. Определение твердости на приборе Бриннель осуществляется путем вдавливания в поверхность детали стального шарика под нагрузкой
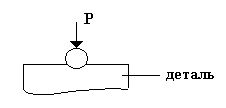
По диаметру лунки после снятия нагрузки определяют твердость детали. Определение твердости методом Роквелла осуществляется путем вдавливания в поверхность детали алмазного конуса (под нагрузкой).
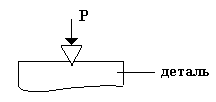
По высоте отпечатка определяется твердость.
Оборудование для термообработки
Печи – имеют газонепроницаемый корпус из листовой стали, обложенный огнеупорным кирпичом и теплоизоляционными материалами. На внутренних боковых стенках печей размещены нагреватели.
Примеры обозначения модели печи и расшифровка:
СШЗ – 10.10/10
СНО – 8.16.5/10
СВС – 100/13
США – 8.24/7
1-я буква С – вид нагрева – печь электрическая, сопротивления и т.д.
2-я буква – основной конструктивный признак печи
Ш – шахтная
Н – камерная
В – ванна
и т.д.
3-я буква – характер среды при нагреве
З – защитная
О – окислительная
С – соль, селитра
А – азот
и т.д.
цифры – рабочее пространство печи (размеры в дециметрах), за дробью температура в сотнях градусов С.
29-04-2015, 04:16