Государственный комитет по высшему образованию РФ
Новгородский Государственный Университет
имени Я. Мудрого
Кафедра ХиПОМ
Отчет по практической работе № 2
по дисциплине ТМОХИ [МП1] :
“Машинное гравирование”
Преподаватель:
Ганенкова Н.А.
Студент:
Москалев П.В.
гр. 4101
Новгород
1998 г.
Содержание
1 Краткая характеристика работ на копировально-фрезерных станках
А) Резцы-фрезы
2 Технологическая оснастка
Список используемых источников
1 Краткая характеристика работ
на копировально-фрезерных станках
Копировально-фрезерный станок предназначен для выполнения копировальных работ на плоскости и по объему с использованием соответствующих копиров и объемных моделей. На станке может производиться гравирование различных фасонных профилей, орнаментов, узоров, надписей и т.п. Копирование на станке осуществляется вручную с помощью перемещения ощупывающего пальца по контуру копира. Станок также может быть использован для легких фрезерных работ.
Станок с пантографом модели К-2 выполнен в виде одноколонной конструкции с вертикальной осью шпинделя и горизонтальным расположением рабочей поверхности стола. На верхней части колонны крепится пантограф, с помощью которого копируют модель. Плечи пантографа соединяют ощупывающий палец и шпиндель станка. По вертикальных и горизонтальным направляющим станины в трех взаимно перпендикулярных направлениях перемещается рабочий стол. Обрабатываемая деталь закрепляется на рабочем столе, модель — на специальном копирном столе, расположенном на одном уровне с рабочим столом. Это обеспечивает удобное для работы положение обрабатываемой детали и копира. Шпиндель приводится во вращение электродвигателем, закрепленным снаружи колонны. Установка плеч пантографа при настройке, необходимая для уменьшения или увеличения копии в нужном масштабе, производится путем совмещения соответствующих штриховых отметок на движках и плечах пантографа.
Шпиндель пантографа (Рисунок 1) смонтирован на шарикоподшипниках, благодаря которым обеспечивается плавное вращение резца-фрезы без люфта как при самом низком, так и при самом высоком числе оборотов шпинделя. Правильная установка (соосности) резца-фрезы и шпинделя обеспечивается специальными разрезными конусными цангами, в которых резец закрепляется гайкой. Перемещение резца-фрезы в вертикальном направлении производится путем опускания или подъема рычага шпинделя, причем глубина гравирования определяется опусканием резца до упора. Кроме того, боковым вращением шпинделя можно дополнительно опускать или поднимать резец-фрезу, при этом определенная глубина гравирования может быть зафиксирована специальным кольцом, вмонтированным в него.
|
|
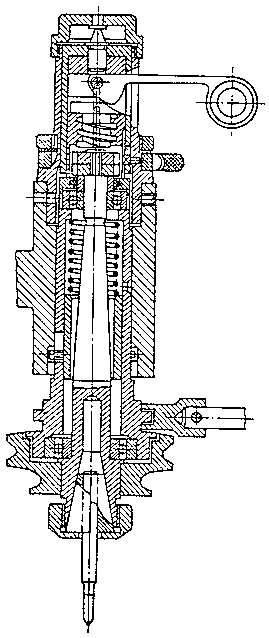
Рисунок 1 — Шпиндель
пантографа
Трехразмерный пантограф является основной особенностью конструкции станка марки К-2. Он свободно подвешен на шарнире и позволяет производить различные объемные граверные работы. При этом объемный копир (модель) и обрабатываемая модель расположены на равной высоте перед глазами гравера, что позволяет ему при любом положении плеч пантографа работать сидя или стоя с одинаковым удобством.
При рельефных работах, которые производятся со свободно подвешенным пантографом, глубину гравирования после установки резца регулирует ощупывающий палец, движущийся по копиру. Нониус установки глубины имеет деление с точностью до 0,1 мм, но допускает и промежуточные установочные значения с точностью до 0,02 мм.
Для перенастройки пантографа (смонтированы на шариках или на роликах) с рельефной работы на плоскостную ил наоборот служит колонкообразная промежуточная деталь — ограничитель. Когда установлен ограничитель, пантограф фиксируется для плоскостной граверной работы, без него — для объемной.
Установка пантографа как при уменьшении, так и при увеличении размеров копирование осуществляется по отметкам, выгравированным на плечах пантографа (Рисунок 2а). Пантограф допускает выполнение любых увеличений и уменьшений — от 1:1,5 до 1:10.
|
|
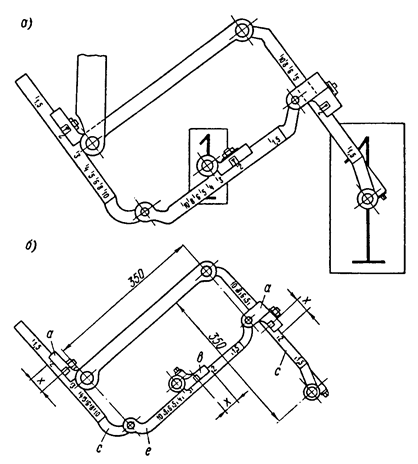
Рисунок 2 — Схема пантографа:
а) положение плеч пантографа при масштабе 1:2
б) положение плеч пантографа с изображением, необходимым для расчетов
Для получения определенного уменьшения или увеличения размеров копии с передаточным отношением, выраженным в целых числах, следует установить оба движка а (Рисунок 2б) на плечах С пантографа и движок b — на поперечине e на соответствующих изменению масштаба рисках. Движки устанавливают так, чтобы штрих (марка) движка совпадал со штрихом плеча или поперечины.
А) Резцы-фрезы
Режущим инструментом для станка с пантографом являются резцы-фрезы. Для выбора форм резцов-фрез решающим является вид работы в каждом данном случае. Наиболее ходовой резец для плоскостной гравировки — конусный резец-фреза. Для рельефных работ применяют различные профили резцов. На рисунке 3 изображены лишь некоторые из разнообразнейших резцов-фрез, которыми пользуются при механическом гравировании на пантографе.
|
|
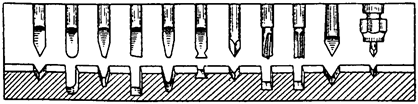
Рисунок 3 — Резцы-фрезы для станка с пантографом
2 Технологическая оснастка
Необходимыми инструментами и приспособлениями для работы на станке с пантографом являются резцы-фрезы различной формы, прижимные планки для них и закрепления заготовок на рабочем столе, наборы цифровых и буквенных шаблонов, стойка для закрепления ощупывающего пальца при обыкновенном шлифовании и различный вспомогательный инструмент для обслуживания станка.
Для повышения производительности труда и качественного гравирования нужно заточить резец в соответствии с обрабатываемой поверхностью. При гравировании на мягких металлах и материалах наиболее пригодны резцы-фрезы из легированных сталей, так как благодаря своей стойкости они всегда дают чистый и гладкий след. При трудоемком гравировании применяют резцы-фрезы из быстрорежущей стали, из металлов повышенной твердости (марки ВК-
Для любого копировально-фрезерного станка важно иметь 3-4 комплекта различных зажимных цанг, с помощью которых можно всегда закрепить резец нужного диаметра.
Так же важно выбирать профиль и диаметр ощупывающего пальца, точнее сообразуясь с профилем и толщиной резца, соблюдая строгую пропорциональность соответствующих величин. Рабочий конец ощупывающего пальца пантографа должен быть гладко отполирован, чтобы во время гравирования плавно скользить по контуру копира. Копиры изготавливаются из эбонита, плексигласа, латуни и т.д.
Список используемых источников
1 Улановский О.О. “Ручное и машинное гравирование”, Л., Машиностроение, Ленинградское отделение, 1990
2 Улановский О.О. “Универсальные приспособления для гравировальных работ к пантографу”, — Л.: ЛДНГП, 1964.
[МП1] Сдано в 1998 году на оценку "Хорошо".
Москалёв Павел с наилучшими пожеланиями.
Мой e-mail: [email protected]
29-04-2015, 04:05