При изготовлении интегральных схем очень важным является контроль технологических процессов. Хорошо организованный контроль обеспечивает высокий прицент выхода годной продукции. Успешный контроль изготовления интегральных микросхем в основном зависит от знания процесса производства и заключается в измерении и визуальной проверке основных операций технологического процесса, а также в использовании полученой информации для корректирования технологических режимов. Методы технологического контроля, используемые в производстве ИМС, можно объединить в три группы : пооперационный контроль, визуальный контроль, тестовые ИМС.
Методы пооперационного контроля после технологических процессов эпитаксии, диффузии и других те же, что и в производстве дискретных приборов.Сюда входят измерения толщин пленок, глубин p-n - переходов, поверхностной концентрации и др., производимые на специальных контрольных образцах, помещаемых вместе с обрабатываемыми пластинами на данную операцию.
Метод визуального контроля играет важную роль в производстве ИМС, несмотря на кажущуюся тривиальность. Он включает осмотр схем под оптическим микроскопом и использование различных средств визуализации – наблюдение термографии и др.
Наконец, один из основных методов контроля параметров ИМС на различных технологических этапах – это применение тестовых структур. Рассмотрим более подробно два последних метода.
Визуальный контроль. Существенные данные о состоянии пластины можно получить визуальной проверкой с помощью микроскопа с большим увеличением – от 80х до 400х . При этом выявляются такие показатели, как состояние поверхности, избыточное или недостаточное травление, изменение толщины окисного слоя, правильность перехода и др.
Одним из наиболее опасных дефектов является пористость окисного слоя, легко обнаруживаемая при визуальной проверке схемы под микроскопом. Это – небольшие отверстия в окисном слое, вызванные либо пылью при нанесении фоторезиста, либо повреждением фотошаблона. Если этот дефект окажется в критической точке, то последующая диффузия примеси может вызвать короткое замыкание перехода и выход из строя всей микросхемы.
Одним из эффективных методов визуализации является использование сканирующего электронного микроскопа, позволяющего наблюдать топографический и электрический рельеф интегральной микросхемы. Это наблюдение обеспечивает неразрушающий характер контроля. Для наблюдения необходимо, чтобы поверхность микросхемы была открытой. Резкое изменение потенциала на поверхности вызывает изменение контраста изображения, формируемого вторичными электронами, и свидетельствует о разомкнутой электрической цепи или о перегретых участках. Этим методом можно легко обнаружить загрязнение перехода, частицы пыли, проколы в окисном слое и царапины на тонком слое металлизации. Нормальный градиент потенциала в резисторе можно наблюдать в виде равномерного изменения цвета от темного на одном конце резистора до светлого на другом его конце, при этом подложка имеет более высокое напряжение смещения, как это обычно бывает и интегральных микросхемах. Изображение резистора поэтому будет рельефным. Установив ряд таких изображений интегральных компонентов, соответствующих норме, можно судить на основании сравнения с этими эталонами об отклонениях и вызвавших их причинах. Увеличение энергии электронов в луче позволяет проникать в поверхностный слой для обнаружения таких дефектов, как трещины.
Для измерения термических профилей с выявлением перегретых участков разработан инфракрасный сканирующий микроскоп. Микроскоп включает ИК- детектор с высокой разрешающей способностью, объединенный с прецизионным сканирующим и записывающим устройствами. Чувствительным элементом является пластина антимонида индия, поддерживаемая при температуре жидкого азота. Такую аппаратуру используют для оценки качества конструкции данной микросхемы в отношении рассеяния тепла и мощности. Термосканирующий прибор имеет следующие достоинства: высокая разрешающая способность–порядка 1*10-3 мм2 , высокая чувствительность к изменению температуры – порядка 2°С, широкий температурный диапазон–от 30 до нескольких сотен градусов, высокая скорость срабатывания – единицы мкс, неразрушающее и бесконтактное измерение.
В планарных структурах на поверхности схемы хорошо видны горячие участки, возникающие в результате наличия проколов в окисле и диффузионных каналов в полупроводнике. Отклонения от нормы обнаруживают путем сравнения с нормально функционирующими стандартами ИМС. В последние годы широкое применение получили термографические системы, основанные на использовании термочувствительных красок. Пленки из термочувствительных красок, в том числе жидких кристаллов, нанесенные на поверхность интегральной микросхемы, поставленной под нагрузку, окрашиваются в различные цвета, что позволяет, наблюдая ИМС под микроскопом, фиксировать изменение температуры с точностью до 0.5° С.
Тестовые интегральные микросхемы. Наличие в интегральных микросхемах большого количества конструктивных элементов– по несколько сотен и тысяч пересечений проводников, переходов со слоя на слой, областей и выводов активных и пассивных компонентов, контактных площадок и др. Практически исключает 100%-ный контроль всех элементов по электрическим параметрам из-за высокой трудоемкости этой операции. В это же время необходимость такого контроля, особенно на этапе отработки и совершенствования технологии, очевидна.
Для контроля электрических характеристик структур и качества проведения технологических операций используют специально изготовляемые или размещаемые на рабочей подложке структуры, называемые тестовыми микросхемами. Основной принцип их построения состоит в том, что тестовая микросхема по отношению к реальной должна быть изготовлена по тому же технологическому маршруту, содержать все конструктивные элементы в различных сочетаниях и обеспечивать удобство их контроля во время испытаний и оценку качества технологического процесса. Удобство контроля достигается либо последовательным, либо параллельным включением в электрическую цепь элементов микросхемы. Тестовые микросхемы состоят из набора нескольких сотен однотипных элементов–диодов, транзисторов резисторов, переходов со слоя на слой, пересечений проводников и др. с контактными площадками и такой коммутацией, которая позволяет при надобности изменить каждый элемент схемы отдельно или проконтролировать сразу группу элементов. Например, тестовая резисторная схема является последовательной схемой, содержащей 200 элементов, между которыми имеются контактные площадки. Если в реальной ИМС встречаются высокоомные и низкоомные резисторы, то делают две различные тестовые микросхемы, отображающие специфику каждого типа резисторов. Аналогичный подход используется для тестовых микросхем транзисторов и диодов.
Наряду с тестовыми микросхемами контроль отдельных компонентов, в первую очередь диодов и транзисторов, производится с помощью тестовых кристаллов. Тестовый кристалл содержит набор изолированных элементов, встречающихся в интегральной микросхеме(рис.1). Его размеры близки к размеру чипа и на пластине расположено тестовых кристаллов столько же, сколько размещается интегральных микросхем.
Применение тестовых микросхем и кристаллов позволяет организовать эффективный технологический контроль производства ИМС и сократить трудоемкость при проведении при проведении испытаний на надежность БИС, особенно на этапе отработки технологии.
С повышением функциональной сложности интегральных микросхем резко возрастает трудоемкость и сложность операций контроля их параметров. Практически невозможно проверить интегральную микросхему без автоматизированных контрольно измерительных систем.
К основным видам контрольных испытаний интегральных микросхем относятся:
| * Параметрический контроль |
| * Функциональный контроль |
| * Диагностический контроль |
 |
Целесообразность и эффективность применения различных видов контроля зависит главным образом от сложности и степени интеграции микросхем, типа логических элементов и целей контрольных испытаний.
Параметрический контроль. Используется для микросхем с малой интеграцией и включает в себя измерения основных параметров на постоянном токе. Кроме того, данный вид предусматривает проведение проверки правильности выполнения несложных логических функций, которая проводится одновременно с последовательным измерением выходных электрических сигналов после подачи определенной комбинации калиброванных сигналов тока или напряжения на входы интегральной схемы.
Следует отметить, что эффективность параметрического вида контроля с точки зрения оценки работоспособности микросхемы в целом с повышением степени интеграции уменьшается, а измерение некоторых процессов, таких, как время нарастания и спада сигнала, становится нецелесообразным.
Функциональный контроль. Используется для проверки интегральных схем с высокой степенью интеграции и включает в себя проведение статистических и динамических измерений на базе контрольной тестовой таблицы, составленной, например, с помощью ЭВМ с учетом минимизации количества входных кодовых комбинаций. Функциональный контроль позволяет проводить проверку больших интегральных микросхем в условиях, близких к эксплуатационным.
Диагностический контроль. Наиболее эффективен при проведении испытаний гибридных интегральных микросхем, в которых в принципе возможна замена неисправных элементов, расположенных на общей подложке.
Сложность и многообразие программы функционального и диагностического контроля интегральных микросхем требуют обязательного использования ЦВМ и специальных автоматизированных систем. Автоматизированные системы, используемые для контроля интегральных микросхем, характеризуются следующими основными параметрами: производительностью, максимальным числом выводов, максимальным числом разрядов кодовой комбинации, выдаваемой одной командой за один цикл управления, числом контрольных постов в системе, с которыми возможна одновременная работа, составом и универсальностью программного обеспечения, возможностью выполнения параметрического контроля.
Принцип работы автоматизированной системы функционального контроля интегральных микросхем с применением ЦВМ состоит в следующем.
По команде от ЦВМ в счетчик адреса памяти записывается начальный адрес входных тестовых комбинаций, а в регистр адреса контролируемой тестовой комбинации – соответствующий адрес. На компаратор подается от ЦВМ ожидаемая комбинация входных сигналов. Несколько разрядов запоминающего устройства входных тестовых комбинаций выделено для хранения определенного числа циклов тактового генератора В течение периода хранения на входные выводы интегральной схемы должна подаваться одна и та же тестовая комбинация. Число циклов в обратном коде переписывается в счетчик повторений тестовых комбинаций, на счетный вход которого поступают тактовые импульсы. При его заполнении увеличивается содержимое счетчика адреса памяти и опрашивается запоминающее устройство входных тестов по новому адресу. При равенстве адреса счетчика памяти и регистра контролируемой комбинации прекращается подача тактовых импульсов, компаратор стробируется по времени, фиксируя входные импульсы последней тестовой комбинации.
Путем записи в регистр адреса контролируемой комбинации различных адресов проверяется интегральная микросхема с динамической логикой на всех тестовых комбинациях. Кроме указанных элементов система включает в себя схему сравнения, схему выдачи входных воздействий и вентиль.
Наиболее эффективными методами контроля качества соединений являются испытания на механическую прочность и металлографический анализ.
Для проверки механической прочности соединений существует много приспособлений и установок, а также способов испытаний. Например, при испытании на срез структуру с подсоединенными выводами подвергают растяжению силой, действующей параллельно поверхности подложки. Если прочность соединения составляет менее 70% прочности примененной проволочки, соединение считается качественным. Испытание соединений на отрыв выполняется путем многократных изгибов вывода под углом 30, 45 и 90° относительно поверхности подложки (установка УКПМ-1).
Прочность клеевых соединений определяют испытаниями на разрыв. Прочность клеевого соединения на разрыв должна быть не менее (125...150)*105 Н/м2 .
Металлографический анализ заключается в обследовании поперечных или косых шлифов и позволяет выявить их внутреннюю структуру и обнаруживать не смоченные при пайке участки, проплавления, микротрещины, раковины, поры, интерметаллические включения, следы диффузии припоя по границам зерен.
Рентгеновская дефектоскопия с помощью расходящегося пучка позволяет обнаруживать внутренние дефекты и дает достаточную информацию о надежности соединений. В отличие от металлографического анализа этот метод неразрушающий.
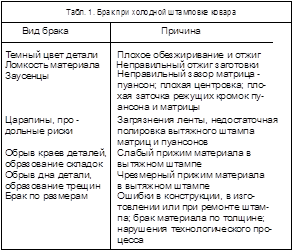
Контроль деталей после холодной штамповки выполняется визуальным осмотром. Основные виды брака после холодной штамповки и их причины приведены в табл. 1.
 |
Размер деталей. Измеряют универ-сальными измерительными инструментами: штангенциркулем, микрометром, индикатором и оптическим прибором – инструментальным микроскопом.
Плоскость поверхностей деталей проверяют методом световой щели с помощью лекальной линейки. Глаз человека способен улавливать просвет в 0.003...0.004 мм.
Контроль на герметичность проводится дважды: после изготовления основания корпуса с изолированными выводами и после герметизации микросхем. Герметичность спая выводов с материалом основания или герметичность микросхемы в корпусе характеризуется скоростью натекания гелия. Для готовых микросхем за критерий герметичности принята скорость натекания гелия (см3 / с) при разности давлений снаружи и внутри корпуса 105 Па. Корпусы высокого качества имеют скорость натекания, не превышающую 10-8 см3 /с.
Проверка оснований корпусов на герметичность выполняется с помощью специальных приспособлений, позволяющих с помощью вакуумных уплотнений создавать объем, замкнутый на контролируемую деталь.
Существует много методов контроля на герметичность. Наиболее часто применяются масс-спектрометрический, вакуум–жидкостный и влажностный методы.
Масс-спектрометрический метод основан на индикации атомов гелия, вытекающих через имеющиеся в отдельных узлах или загерметизированных корпусах течи. Применение гелия для обнаружения течей объясняется тем, что он является самым подвижным газом и обладает высокой проникающей способностью. Гелий вводится в корпус микросхемы либо при герметизации, либо путем длительной выдержки уже загерметизированных микросхем в специальных герметических камерах–бомбах, заполненных после предварительной откачки гелием до давления (3...5)*105 Па. За время выдержки (3...48ч) в бомбе в корпусы микросхем, имеющих течи, проникает гелий. Микросхемы извлекают из бомбы и помещают в стакан установки, например полуавтомата УКГМ-2 с трехпозиционной каруселью. Поворотом карусели стакан переходит в новую позицию, уплотняется и откачивается. После откачки объем стакана автоматически переключается на течеискатель, который преобразует истечение гелия в электрический сигнал. Если сигнал превышает установленное значение, ИМ бракуется.
Масс-спектрометрический метод отличается высокой чувствительностью. К недостаткам относятся: низкая производительность (100...200шт/ч), сложность обслуживания установок.
Вакуум–жидкостный метод основан на регистрации пузырьков воздуха, выходящих через течи корпуса в жидкость, над которой создают разряжение около 10...15 Па. Жидкость–керосин или уайт-спирит предварительно вакуумируют , т.е. выдерживают в течение часа при давлении 700 Па и при температуре 70...120°С. Микросхемы погружают в жидкость. Если в корпусе имеется течь, то за счет разницы давлений внутри и вне корпуса газ будев выходить наружу в виде струйки мелких пузырьков. Таким образом, при визуальном наблюдении обнаруживается место течи. Метод прост, оперативен, более производителен - до 700шт/ч, но менее чувствителен и поэтому позволяет обнаруживать только грубые течи. Метод применяется как предварительный для обработки корпусов с большими течами перед окончательным контролем масс-спектрометрическим методом.
Компрессионно-термический метод - разновидность предыдущего метода. Корпусы опускаются в нагретое обезвоженное силиконовое масло. Нагрев до 200°С повышает чувствительность метода.
Влажностный метод контроля наиболее прост, надежен и позволяет одновременно контролировать, кроме герметичности, стойкость покрытий корпусов на воздействие повышенной влажности. Микросхемы выдерживают в камерах тепла и влаги в течение нескольких суток в условиях повышенной влажности (95...98%) при температуре (40±5) °С. Критерием забраковки является ухудшение электрических параметров вследствие проникновения влаги в корпуса. Однако в камерах тепла и влаги отбраковываются ИМ только с грубыми течами. Кроме того, камера не позволяет оперативно обнаруживать негерметичность ИМ с хорошо защищенными структурами. Проникновение влаги в корпус таких ИМ обнаруживается значительно позже, когда произойдет отказ, например, из-за корозии интерметаллических соединений.
Список использованной литературы :
Малышева И.А. «Технология производства интегральных микросхем» , М., Радио и связь 1991.
Курносов А.И. «Технология производства полупроводниковых приборов и интегральных микросхем» М., 1979.
29-04-2015, 04:05