-ориентация продукции и услуг на потребителя и его запросы.
-развитие и усовершенствование существующего производства и освоение новых направлений деятельности.
-закрепление позиции в имеющихся сферах потребления продукции и завоевание новых рынков.
Из четырех основных направлений его деятельности мы затронем проблему
управления качеством одного из них, немаловажного для нашего промышленного района - производство запасных частей для ж./д. вагонов.
Более подробно остановимся на проблеме бездефектного выпуска запчасти вагона - закидки люка . Подвижные составы, выпускаемые УВЗ , можно увидеть в любой точке ж.д. путей России , ближнего и дальнего зарубежья . УВЗ обеспечивает выпуск закидок люка только для их первоначального комплектования (28 штук на каждый вагон). Нишу изготовления закидок в качестве запчастей «заполнило» предприятие «Урал».
Диаграмма «причины – результаты»
(схема Исикавы)
Результат процесса зависит от многочисленных факторов, между которыми существуют отношения типа причина- результат. Проконтролировать все эти
причинные факторы невозможно. Даже если бы это было возможным, такая работа была бы не рентабельной, Если следовать принципу Парето (диаграмма Парето), требуется стандартизировать два три наиболее важных фактора и управлять ими. Но сначала нужно выявить эти главные факторы это можно определить методом мозговой атаки, то есть когда собирается группа экспертов – людей, которые имеют отношения или знакомы с конкретным процессом и обсуждают сложившуюся ситуацию. Потом берется одна из наиболее важных причин и с помощью диаграммы Исикавы определяется схема, которая представляет собой цепь причин и результатов.
Диаграмма Исикавы позволяет выявить и сгруппировать условия и факторы, влияющие на данную проблему. С помощью схемы Исикавы можно решать широкий спектр конструкторских, технологических, технических, экономических, организационных, социальных и других проблем.
Изучаемая проблема условно изображается в виде прямой горизонтальной стрелки. Причины и факторы прямо и косвенно влияющие на проблему, изображаются наклонными стрелками. При анализе должны выявляться и фиксироваться все факторы, даже те, которые кажутся незначительными, так как цель схемы – отыскать наиболее правильный и эффективный способ решения поставленной проблемы, а на практике достаточно часто встречаются случаи, когда можно добиться хороших результатов путем устранения нескольких, на первый взгляд несущественных причин.
Перед нами стоит проблема – бездефектное, качественное производство запчастей для железнодорожного вагона. Используя диаграмму «причины- результаты» мы можем проанализировать нашу проблему, выявить и сгруппировать условия и факторы, влияющие на неупорядоченность системы управления качеством.
Диаграмма Исикавы для анализа причин, вызывающих
увеличение брака готовой продукции – закидки железнодорожного вагона.
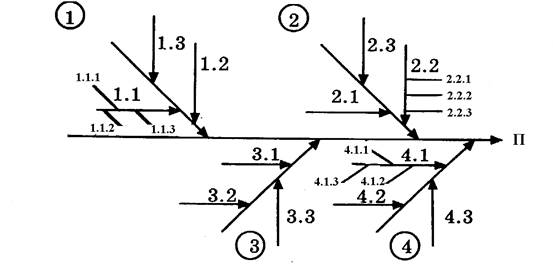 |
Где:
П – брак готовой продукции;
1- механические свойства (временное сопротивление, ударная вязкость, относительное удлинение, предел текучести);
1.1– химический состав литой заготовки (марка стали):
1.1.1 – сталь марки 15Л III
1.1.2 – cталь марки 20Л III
1.1.3 – сталь марки 25Л III
1.1.4 – сталь марки 20ФЛ;
1.2– содержание раскислителей легирующих элементов;
1.3 - содержание углерода в стали в пределах ГОСТ 977-75
2 – наличие поверхностных дефектов.
2.1– углубление от окалины;
2.2 - поверхностные дефекты в соответствии с ТУ чертежа:
2.2.1 – заштампованные усадочные раковины;
2.2.2 – заштампованные песочные, шлаковые, газовые раковины;
2.2.3 – наплыв металла по внутреннему контуру и по радиусу Г на поверхности зуба.
3. – Качество штамповой оснастки.
3.1 – сдвиг осей штампов в пределах ТУ;
3.2 – штамповые уклоны;
3.3 – выступ от среза заусенца по линии разъема штампов.
4. – Механическая обработка.
4.1 – Вид используемого оборудования:
4.1.1 – простой сверлильный станок;
4.1.2 – многошпиндельный сверлильный полуавтомат;
4.1.3 – многошпиндельный сверлильный автомат;
4.2 – качество режущего инструмента;
4.2- квалификация рабочего.
Теперь сделаем необходимые выводы. С помощью диаграммы «причины-результат» были выявлены факторы, которые влияют на качество готовой закидки на всех стадиях технологического процесса. То есть получена информация, необходимая специалисту для принятия управляющих решений. В заключение можно сделать вывод, что диаграмма Исикавы является очень эффективным средством для выявления факторов и причин влияющих на проблему, что является наиболее важным для управления качеством продукции в рамках КС УКП. Поэтому эта диаграмма получила широкое распространение на предприятиях в странах Европы, США и Японии.
Анализ первопричин.
Далее необходимо выявить те первопричины, которые создают наибольшие трудности. Для этого используем диаграмму Парето. Она позволит осуществить распределение усилий и объективно представить фактическое положение дел в понятной и наглядной форме.
Эта диаграмма названа в честь итальянского экономиста, который использовал ее для анализа богатств Италии. Ее можно использовать очень широко. Иногда ее называют кривой «80/20»,так как часто получается, что 80% некачественной продукции связано всего с 20% всех возможных причин.
Диаграмма Парето-это схема, построенная на основе группирования по дискретным признакам, ранжированная в порядке убывания и оказывающая кумулятивную частоту. Что касается конкретного производства. то проблемы качества оборачиваются потерями( дефектные изделия и затраты. связанные с их производством). Чрезвычайно важно прояснить картину распределения потерь. Большинство из них будет обусловлено незначительным числом видов основных дефектов, вызванных небольшим числом главных причин. Таким образом, выяснив причины появления основных существенно важных дефектов, можно устранить почти все потери, сосредоточив усилия на ликвидации именно этих причин. В этом и заключен принцип ныне широко применяющейся диаграммы Парето. Простого коллегиального обсуждения основных причин решаемой проблемы обычно недостаточно, так как мнения разных лиц и инстанций субъективны, некорректны. В основе любого мероприятия должна лежать достоверная информация. Именно такую информацию позволяет получить диаграмма Парето.
Мы уже выяснили, какую проблему необходимо решить, собрали данные по возможным первопричинам появления дефектов в готовой продукции.
Для построения диаграммы Парето проранжируем наши первопричины. Для этого разработаем бланк таблицы, предусмотрев в ней графы для процентов к общему итогу, кумулятивных процентов. Расположим данные в порядке значимости. Закидку можно получить, используя в качестве заготовки либо круглый прокат из стали 0.9Г2Д-12, либо литую заготовку из стали указанной в ТУ. Рассмотрим второй вариант получения закидки. В этом случае мы получим следующий бланк таблицы.
 |
номер параметры процентное кумулятивный %
 соотношение
соотношение
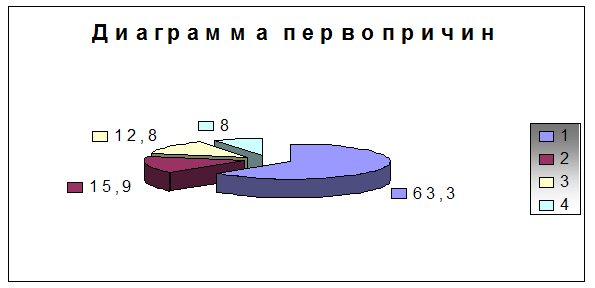
1. Поверхностные дефекты 63,3 63,3
2. Качество штамповой оснастки 15,9 79,2
3. Механическая обработка 12,8 92
4. Механические свойства 8 100
Поверхностные дефекты имеют наибольшее влияние на качество готовой закидки, так как внешние и внутренние дефекты слитков могут при штамповке перейти в поковку, что резко понизит прочность металла, приведет к преждевременному физическому износу.
Качество штамповой оснастки также влияет на получение бездефектной поковки.
Следующим по значимости фактором является механическая обработка, и, наконец, механические свойства исходного слитка.
Покажем ранжирование первопричинных факторов с помощью круговой диаграммы.
 |
Теперь расположим данные в порядке значимости и построим диаграмму Парето.
Диаграмма Парето по причинам возникновения брака готовой закидки при использовании литой заготовки.
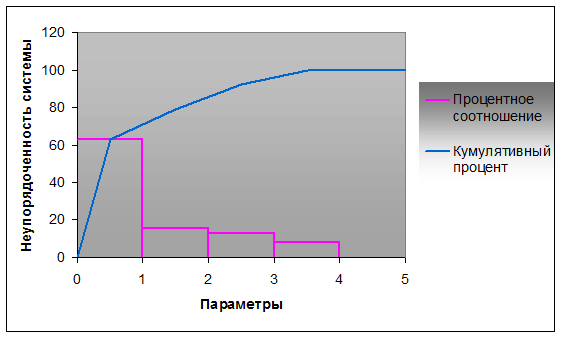 |
В данном случае диаграмма Парето отражает причины проблем, возникающих в ходе производства, и используется для выявления главной из них –наличия поверхностных дефектов.
Рассмотрим степень влияния каждой первопричины на качество закидки при использовании в качестве заготовки круглого проката 09Г2Д-12.
В результате ранжирования получаем следующие данные:
|
номер параметры процентное кумулятивный %
соотношение
1. Качество штамповой оснастки 52,7 52,7
2. Механические свойства 27,1 79,8
3 Поверхностные дефекты 12,3 92,1
4. Механическая обработка 7,9 100
 |
Диаграмма Парето по причинам возникновения брака готовой продукции при использовании круглого проката.
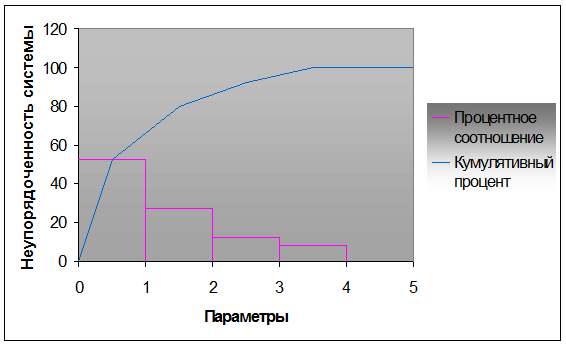 |
Мы видим, что в данном случае влияние факторов на качество закидки изменилось. Главной причиной появления брака стало качество штамповой оснастки, далее в порядке убывания:
механическая обработка,
поверхностные дефекты,
механические свойства.
При использовании литой заготовки себестоимость готовой продукции ниже, чем при использовании круглого проката, но соответственно ниже и качество получаемого изделия.
А так как нашей целью является увеличение качества изделия, то при изготовлении закидки следует использовать в качестве заготовки круглый прокат.
Это уменьшит наличие поверхностных дефектов, и, соответственно, уменьшит физический износ.
Анализ вторичных факторов.
Чтобы узнать, какие из вторичных факторов в данном случае оказывают наибольшее влияние, проранжируем их.
1.Механические свойства.
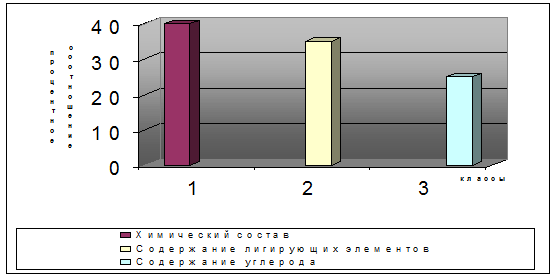 |
Диаграмма ( ).
2.Наличие поверхностных дефектов.
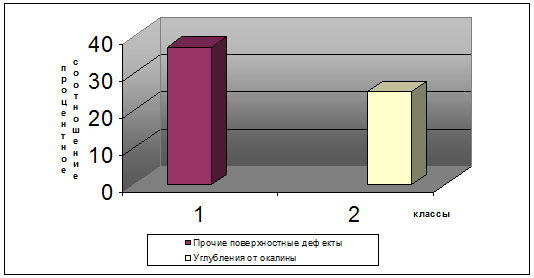 |
Диаграмма ( ).
3. Качество штамповой оснастки.
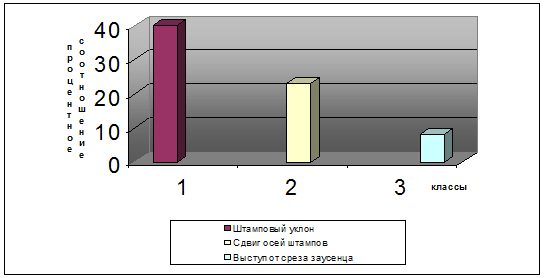 |
Диаграмма ( ).
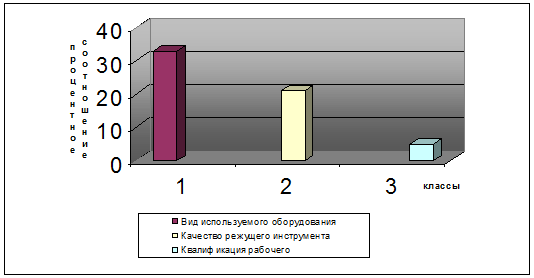 |
4.Механическая обработка.
Диаграмма ( ).
Меры по улучшению качества.
Анализируя факторы, формирующие данную проблему, можно принять следующие меры, позволяющие повысить качество закидки.
По фактору 1 (механические свойства).
Несмотря на большое разнообразие используемых марок стали, лучше иметь одного-двух партнеров-поставщиков. Это позволит предприятию знать, что металл высококачественный. Поступаемая продукция должна сопровождаться сертификатом качества. При этом содержание легирующих примесей хрома, никеля, меди и др. не более 0.3% каждого; содержание углерода не более 0.25%.
Наличие вредных примесей, повышенная газонасыщенность стали оказывают существенное влияние на деформируемость слитков и, следовательно, на качество готовой поковки. Тесная связь показателей химического состава имеется и с показателями качества металлов по макро- и микроструктуре.
По фактору 2 (наличие поверхностных дефектов).
Перегрев и пережог недопустимы. При чрезмерно большой скорости нагрева заготовок, в особенности холодных, в них могут возникнуть трещины. При длительном нагреве на них образуется толстый слой окалины, которая при ковке и штамповке образует на поверхности вмятины. Для уменьшения слоя окалины рекомендуется использовать малоокислительный индукционный нагрев( в пламенно-газовой печке слой окалины ~ 1мм, в индукционной – с папиросную бумагу ).
Заштампованные усадочные раковины с выходом на поверхности детали и в отверстиях в виде волосовины глубиной до 1,5 – 2мм.
Заштампованные песочные, шлаковые, газовые раковины должны быть по глубине не более 5 мм, по наибольшему измерению 10 мм в количестве до 3 штук на деталь.
По фактору 3 ( качество штамповой оснастки ).
Допускается сдвиг осей штампов не более 1.5 мм. в противном случае по причине неисправности штампов (сбиты замки ) и оборудования может возникнуть перекос.
Перекос появляется так же из за неправильно установленных и закрепленных половин штампа, при ослаблении направляющих в молотах, недостаточной фиксации станин и другим причинам.
Выступ от среза заусенца по линии разъема штампов должен быть не больше 2 мм. Рекомендуется использование качественных обрезных штампов.
Штамповые уклоны не должны превышать 70 в тело детали. Для этого следует своевременно восстанавливать гравюру окончательного ручья штампа (до 4 раз и более).
По фактору четыре (механическая обработка).
При использовании многошпиндельных сверлильных полуавтоматов, автоматов, применении кондукторов значительно увеличится точность получаемого отверстия, исключится сдвиг детали относительно станка.
Квалификация персонала также имеет большое значение для качественного выполнения детали. Не следует поручать рабочим низшего разряда выполнение работы более высокого уровня.
Качество деталей при механической обработке зависит и от используемого режущего инструмента. Рекомендуется регулярно затачивать сверла, использовать инструмент соответствующей марки стали.
Контроль качества штампованных поковок предусматривает контроль качества геометрических размеров и контроль прочности поковок.
В заключение сделаем вывод, что диаграмма причины-результат является очень эффективным средством для выявления факторов и причин, влияющих на проблему. В результате применения метода Парето получена необходимая информация для анализа бездефектного производства и принятия специалистом управляющих решений в рамках КС УКП.
Общие принципы управления
(цикл Деминга)
Комплексная система управления качеством продукции- это применение статистических методов на всех этапах производства, которая в наивысшей степени способствует экономичному производству продукции. УКП, развиваясь циклически, проходит через определенные этапы. Этот цикл называется циклом Деминга, а его реализация - оборотом цикла Деминга .
Понятие цикла Деминга не ограничивается только контролем качества изделий, его можно распространить на все управление производством. А именно, управление любыми процессами, включая управление качеством продукции, можно рассматривать как последовательность прохождения следующих важных этапов:
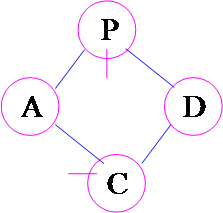
· План (PLAN)
· Реализация (DO)
· Проверка (CHECK)
· Исправление (ACTION)
На рисунке 1 приведен пример прохождения этапов по схеме PDCA. Цикл PDCA обеспечивает качественный рост услуг, управления и контроля. Цикл Деминга всегда имеет не один , а несколько оборотов. Реализация этого цикла группой специалистов обеспечит повышение качества продукции. При умелой реализации цикла Деминга на предприятии можно ожидать наибольшей эффективности их работы при минимальных затратах
Прохождение этапов PDCA
 |
||
|
||
Управление следует организовать на основе шести комплексов мероприятий , которые доказали свою эффективность
P: (PLAN)
1. Определение целей и задач.
2. Определение способов (путей стратегий) достижений целей. План мероприятий.
3. Обучение и подготовка кадров.
D: (DO)
4. Выполнение работ.
C: (CHECK)
5. Проверка результатов выполнения работ.
A: (ACTION)
6. Осуществление соответствующих управляющих воздействий. Исправление.
Остановимся подробно на каждом комплексе.
Р: Определение целей и задач
Определяя задачи необходимо установить конечный срок их выполнения. Задачи следует определять на основании стоящих перед фирмой проблем и они должны определяться таким образом, чтобы обеспечить совместные действия всех подразделений.
Определение способов достижения целей
Получение определенных показателей качества является целью реализации системы. Факторы и причины, которые формируют данные показатели, можно определить с помощью диаграммы Исикавы. Такой подход помогает предвосхитить проблемы и предотвратить их возникновение, это- прогрессивное управление. В процессе поисков следует консультироваться с теми, кто знаком с конкретным процессом, а именно: с рабочими инженерами и исследователями. Ключ к успеху- в решительной стандартизации очевидных вещей и передачи их подчиненным.
Обучение и подготовка кадров
На всех этапах прохождения цикла Деминга существует острая необходимость в квалифицированных и подготовленных работниках. Поэтому руководители несут ответственность за обучение и воспитание своих подчиненных. Обучение не ограничивается формальными заседаниями руководитель должен учить своего подчиненного индивидуально на практике. Получив образование и подготовку, человек становиться работником на которого можно положиться и которого можно облечь властью.
D : Выполнение работ
Можно заставить подчиненных выполнять работу, отдав соответствующие распоряжения, но такой процесс никогда не будет протекать гладко. Условия постоянно меняются, и распоряжения никогда не будут точно поспевать за изменяющимися условиями. По этой причине следует обращать особое внимание на добровольное начало в управлении качеством.
Например, есть много причин, объясняющих неудачу программы бездефектного производства. Одна из них заключается в том, что программа превратилась в сплошное теоретизирование. При этом забывали , что каждый человек- личность. Неудача также объяснялась тем, что бытовало мнение, согласно которому число дефектов будет равно нулю, если строго следовать требованиям стандартов. Однако, как уже отмечалось стандарты и регламенты всегда несовершенны. Только опыт и квалификация работников помогают компенсировать несовершенство стандартов и качества.
C : Проверка результатов выполнения работ
Если все идет в соответствии с поставленными задачами и согласно требованиям стандартов, никакого вмешательства не требуется. Но когда имеют место необычные явления или нарушается заведенный порядок, должен вмешаться руководитель. Цель контроля заключается в обнаружении таких отклонений. Для того чтобы обнаружить отклонения необходимо: проверить сначала причины, а затем выполнить проверку работы по ее результатам. Прежде всего, необходимо установить, контролируются ли все причинные факторы, следует проверить каждый процесс- проектирования, материально- техническое снабжение, изготовление- и убедиться в правильном понимании причинных факторов в соответствие с заданными техническими требованиями. Проверку причинных факторов следует поручать руководителям более низкого звена.
Другой способ заключается в проверке процесса или работы по результатам. К результатам также относятся вопросы, связанные с кадрами, качеством, количеством, сроками поставки, наличием сырья, рабочей силой и оборудования, необходимых для выпуска единицы продукции и затратами. Наблюдая изменения происходящие в каждой из этих позиций, можно контролировать процесс, работу и управление ими.
Если результаты отсутствуют или искажены, это означает, что в каких то процессах происходит что-то необычное и имеются определенные трудности. Задача руководителя заключается в установлении источника сбоев, связанный с причинными факторами.
A : Осуществление соответствующих управляющих воздействий
При осуществлении корректирующих воздействий важно принять меры во избежание повторения отклонений. Необходимо положить конец имеющимся нарушениям. Следует устранить причинные факторы, которые вызвали отклонение. Исправление и предотвращение повторяющихся отклонений- это два разных действия, в том числе в отношении принимаемых мер. Устраняя причины отклонений необходимо обратиться к истокам проблемы и принять меры по предотвращению их повторения.
Лист планирования.
Достижение бездефектного выпуска закидки люка в следующие сроки:
Проект с 1.12.97г. по 1.07.98г.
| Необходимые действия | Дата начала | Дата завершения | Ответственные | Метод воздействия |
| 1.Выявить для закупаемых заготовок наилучшие марки стали. | 1.12.97. | 12.03.98. | Зам. Начальника по подготовке произ-ва , нач.Отдела снабжения |
Методом испытаний и исследован. |
2.Ограничить число поставщиков. |
15.03.98. | 20.05.98. | Зам. Начальника по подготовке произ-ва , нач.Отдела снабжения |
Используя данные испытаний. |
3.Использовать новейшие технологии в кузнечном и мех. цехах. |
15.04.98. | 20.05.98. | Нач. Цеха, инженеры новой техники |
|
4.Обучение персонала: от высших руководит. До работников |
01.03.98. | 20.05.98. | Директор, зам.директора по произ-ву. |
Направление на курсы повышения квалификац. |
| 5.Осуществить мотивирование работников материальными стимулами. | 01.05.98. | 20.05.98. | Нач.участка , Зам. По пр-ву. |
|
| 6.Ввести количественные показатели для оценки качества труда. | 01.04.98. | 20.05.98. | Контролер БТК. |
Уровень сдачи продукции с первого предъявления. |
| 7.Реклама. | 01.12.97. | 20.05.98. | Отдел маркетинга | Участие в выставках, Конкурсах |
Все эти мероприятия позволяют достичь значительного снижения брака, а следовательно, повышение качества продукции, надежности и долговечности выпускаемого изделия.
Далее мы приведем методы экономически эффективного производства высококачественных продуктов и услуг. Все идеи принадлежат доктору Демингу, и широко используются на Западе, в особенности в Америке.
1.Постоянство целей .
Приверженность руководства постоянным улучшениям - критический фактор для поддержания энтузиазма, интереса и соучастия работников на всех уровнях.
2.Новая философия .
Предполагается серьезное, радикальное переосмысливание ваших взглядов- более радикальное, чем вы можете себе представить. Вы должны поддерживать постоянное, непрерывное движение в правильном направлении к тому дню, когда вся компания окажется в процессе улучшения качества всех систем и видов деятельности.
3. Покончите
29-04-2015, 04:18