контрольными границами, это указывает на то, что процесс протекает в относительно постоянных условиях, т. е. на стабильность процесса. И наоборот, если на графике есть точки, выходящие за пределы контрольных границ, значит, в ходе процесса возникли погрешности, нарушившие стабильность процесса (рис. 2.31, рис. 2.32).
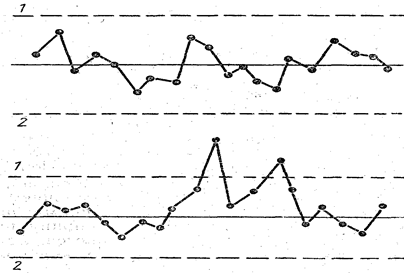
Рис. 2.31. Все точки находятся в пределах контрольных границ; процесс устойчив:
1—верхняя контрольная граница нормы: 2—нижняя контрольная граница нормы
Рис. 2.32. Наблюдается выброс точек за пределы контрольной границы (это говорит о возникновении неполадок в процессе):
1—верхняя контрольная граница; 2- нижняя , контрольная граница
При осуществлении контроля характеристик с помощью контрольных карт проверяют, попадают ли все точки графика в диапазон между двумя линиями, представляющими собой контрольные границы. Этот диапазон характеризует контрольные нормативы, ,в пределах которых разброс показателей качества считается допустимым. Такой разброс вызван случайными отклонениями (в пределах допустимых значений) показателей качества исходных материалов или деталей, а также условий производства, и называется неизбежным разбросом (рассеянием) показателей качества. Таким образом, колебание по вертикали точек графика внутри контрольного диапазона определяет неизбежный разброс показателей качества и не требует вмешательства в ход процесса.
Если же на графике часть точек выходит за пределы верхней или нижней контрольной границы, это значит, что показатели качества испытывают разброс, выходящий за пределы контрольных нормативов. Такой разброс называется устранимым разбросом (рассеянием) показателей качества. Как только на контрольной карте появляется одна или несколько точек на графике, выходящих за пределы контрольного диапазона, чти указывает на появление устранимого разброса, необходимо немедленно принять все меры для выявления и устранения причины отклонения.
В порядке составления контрольной карты самым важным является способ определения контрольных границ. Для определения контрольных границ (или контрольных нормативов) необходимо собрать большое количество данных, называемых предварительными данными, характеризующих состояние процесса, и на их. основе рассчитать по установленной формуле контрольные нормативы.
В производственной практике используются различные виды контрольных карт, отличающиеся друг от друга характером используемых данных.
Оглавление
(X ’-R)-карты
Основным видом, наиболее широко применяемым в производстве, является контрольная карта ( x’— R), для кратности называемая ( x’—R) -карта .
(Здесь и далее x’ – среднее значение x)
Эта карта составляется в следующем порядке.
.1. Собирают предварительные данные измерений характеристик (таких как длина, вес, прочность и т. д.) числом в пределах 100. Эти данные делятся на 20–25 групп, равных по количеству данных, так что в результате в каждой группе получается по 4–5 данных. Для регистрации и систематизации предварительных данных используют специальные бланки контрольных листков, которые отличаются формой и расположением данных в соответствии с поставленной задачей (табл. 2.11).
2. Для каждой группы рассчитывают среднее значение x’ и размах R:
![]()
где åх —сумма всех измеренных значений х;
п— число измеренных значений в группе.
R=(максимальное из измеренных значений в группе)—(минимальное из измеренных значений в группе).
Выражает диапазон .разброса значений в группе.
3. На бланке контрольной карты по вертикальной оси откладывают значения x’ и R, а по горизонтальной оси — номера групп. На график наносят точками значения x’ и R для каждой группы.
![]() 4. Находят средние значения x’’
и R’
для x’
и R каждой группы. Эти средние значения определяют среднюю линию контрольного диапазона: x’’ —
среднюю линию для x’
-карты, R’—
среднюю линию для R-карты.
4. Находят средние значения x’’
и R’
для x’
и R каждой группы. Эти средние значения определяют среднюю линию контрольного диапазона: x’’ —
среднюю линию для x’
-карты, R’—
среднюю линию для R-карты.
Для рассматриваемого случая x ’’=5,406; R’=0,195. Средняя линия обычно обозначается сплошной линией.
5. Контрольные границы устанавливаются отдельно для x’-карты и R–карты и рассчитываются по следующим формулам:
а) для х -карты
верхняя контрольная граница UCL= x’+ А2 R’,
нижняя контрольная граница LCL= x’— A2 R;
б) для R-карты
Таблица 2.11
| Наименование изделия |
Татами |
Номер распоряжения об изготовлении |
—• |
Срок |
с 30.0:6.1980 |
|||||||||||||
| Показатель качества |
Толщина |
Производствен-ныи участок |
— • |
no 10.07.198C |
||||||||||||||
| Единица измерения |
.см |
Дневная норма |
50 штук |
№ станка |
Станок № 1 |
|||||||||||||
| Контрольные границы |
верхняя |
5,7 |
Контроль |
кол-во |
5 |
Оператор Контролер Личная печать (подпись) |
||||||||||||
| нижняя |
5,3 |
ные образцы |
период |
1/2 сме-ны |
||||||||||||||
| Номер стандарта |
—' |
Номер измерительного прибора |
№ 2 |
|||||||||||||||
| Дата |
№ груп- пы |
Измеренные значения |
Сумма å x |
Среднее значение х |
Диа-пазон R |
Примечания |
||||||||||||
| X 1 |
X 2 |
Х 3 |
X 4 |
Xs |
||||||||||||||
| 30/6 |
1 |
5,3 |
5,4 |
5,4 |
5,4 |
5,6 |
27,1 |
5,42 . |
0,3 |
|||||||||
| 30/6 |
2 |
,5,5 |
5,4 |
5,4 |
5,3 |
5,3 |
23,9 |
5,38 |
0,2 |
|||||||||
| . 1/7 |
3 |
5,5 |
5,3 |
5.3 |
5,3 |
5,4 |
26,8 |
5,36 |
0,2 |
|||||||||
| 1/7 |
4 |
0,6 |
5,3 |
5,4 |
5,4 |
5,4 |
27,1' |
5,42 |
0,3 |
|||||||||
| 2/7 |
5 |
5,5 |
5,4 |
5,4 |
5,4 |
5,3 |
27,0 |
5,40 |
0,2 |
|||||||||
| 2/7 |
6 |
5,4 |
5,4 |
5,5 |
5,5 |
5,4 |
27,3 |
5,44 |
0,1 |
|||||||||
| 3/7 |
7 |
5,5 |
5,4 |
5,4 |
5.4 |
5,4 |
27,1 |
5,42 |
0,1 |
|||||||||
| 3/7 |
8 |
. 0,6 |
5,4 |
5,5 |
5,4 |
5,4 |
27,3 |
5,46 |
0,2 |
|||||||||
| 4/7- |
9 • |
5,4 |
5,4 |
5,4 |
5.3 |
5,3 |
26,8 |
5,36 |
0,1 |
|||||||||
| 4/7 |
10 |
.5,5 |
5,3 |
5,4 |
5,3 |
5,4 |
26,9 |
5.38 |
0,2 |
|||||||||
| 5/7 |
11 |
5,4 |
5,4 |
5.5 |
5,4 |
5,4 |
27.1 |
5,42 |
0,1 |
|||||||||
| 5/7 |
12 |
5,4 |
5,4 |
5,4 |
5,3 |
5,5 |
27.0 |
5,40 |
0,2 |
|||||||||
| 7/7 |
13 |
.5,4 |
5.3 |
5,4 |
5.5 |
5,7 |
27,3 |
5,46 |
0,4 |
|||||||||
| 7/7 |
14 |
5,3 |
5,4 |
5,4 |
5,4 |
5,5 |
27,0 |
5,40 |
0,2 |
|||||||||
| 8/7 |
15 |
5,4 |
5,3 |
5,5 • |
5,5 |
5,4 |
27,1 |
5,42 |
02 |
|||||||||
| 8/7 |
16 |
5,4 |
5,3 |
5,4 |
5,4 |
5,4 |
2.6,8 |
5,36 |
0,1 |
|||||||||
| 9/7 |
17 |
.5,4 |
5,5 |
5,3 |
5,3 |
5,3 |
26,8 |
5,36 |
0,2 |
|||||||||
| 9/7 |
18 |
5,4 |
5,4 |
5,4 |
5,4 |
5, а |
27,1 |
5,42- • |
0,1 |
|||||||||
| 10/7 |
19 |
5,6 |
5.4 |
5,4 |
5,4 |
5,4 |
27,2 |
5,44 |
0,2 |
|||||||||
| 10/7 |
20 |
5,6 |
5,3 |
5,3 |
5,5 |
5,3 |
27,0 |
5,40 |
0,3 |
|||||||||
| Контрольная карта х’ |
Контрольная карта R |
Сумма |
108,12 |
3,9 |
|
| UСL=x’’+ A2 R=5,519 LCL=x’’— A 2 R= 5,293 |
UCL =R=0,411 LCL=R= – (He определено) |
x’’=5.406 |
R’=0,195 |
||
| n |
А 2 |
d 3 |
D 4 |
||
| 4 5 |
0,73 0,58 |
2,28 2,11 |
–––––––––– |
||
верхняя контрольная граница UCL= D4 R’,
нижняя контрольная граница LCL= D3 R’.
Значения А2 , D3 , D4 для данного случая приведены в «Таблице коэффициентов для расчета контрольных границ» (табл. 2.12).
Таблица 2.12
| Количество выборок п |
А 2 , |
D 3 , |
D4 |
| 2 |
1,880 |
–– |
3,267 |
| 3 |
1,023 |
–– |
2,575 |
| 4 |
0,729 |
–– |
2,282 |
| 5 |
0,577 |
–– |
2,115 |
| 6 |
0,483 |
–– |
2.004 |
| 7 |
0,419 |
0,076 |
1,924 |
| 8 |
0,373 |
0,136 |
1,864 |
| 0 |
0,337 |
0,184 |
1.816 |
| 10 |
0,308 |
0,223 |
1,777 |
Примечание: Прочерк в столбце для D ; означает, что контрольный диапазон не имеет нижней контрольной границы.
Поскольку в рассматриваемом примере количество выборок n==5, коэффициенты Аз, D4 и D3 берут соответствующими количеству выборок n=5, т. е. А2 =0,577; D 4 =2,115; Dз= — (не предусмотрено). Расчет дает следующие значения для контрольных границ:
а) для x‘ -карты
верхняя контрольная граница UCL=5,519,
нижняя контрольная граница LCL =5,293;
б) для R-карты
верхняя контрольная граница UCL=0,411. Контрольные границы обозначаются обычно пунктирной линией. Контрольная карта (x ’—R) показана на рис. 2.33.
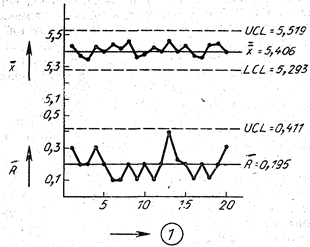
. Рис. 2.33. Контрольная карта (х’— R ) для толщины пластины:
1—номер группы
Производственный процесс — это результат технологических операций, источник появления определенных показателей качества. Иными словами, в широком смысле в понятие «процесс» можно включить исходное сырье и материалы, механическое оборудование, операторов и методы операций и т. д. Однако при конкретном осуществлении контроля процесса на рабочем участке функции процесса рассматриваются как преобразование исходного сырья и материалов (т. е. исходного продукта) в изделие (в выходной продукт), осуществляемое операторами с помощью определенных методов проведения технологических операций при использовании определенного оборудования. Показатели качества, наблюдаемые на выходе процесса, обусловлены при этом влияющей на них системой наиболее существенных факторов, включающей методы проведения операций, условия проведения операций и т. д. Эти факторы называют контрольными параметрами. Тщательный контроль исходного сырья и материалов является важнейшим элементом обеспечения качества на рабочем участке, т. е. в процессе изготовления изделия.
Если велик разброс показателей качества исходного сырья и материалов, этот разброс обязательно отразится на разбросе показателей качества, готового изделия. Поэтому очень важен входной контроль, который должен обеспечить ввод в процесс исходных материалов максимально высокого качества. Далее, для того чтобы в технологическом процессе производились изделия стабильного качества, тщательному контролю должны подвергаться методы и условия проведения операции. Для этого необходимо внимательно подобрать контрольные параметры и для каждого, из этих параметров—технические стандарты, стандарты на операции и т. д. Повседневные операции должны осуществляться при обязательном соответствии этим стандартам.
Эффективным средством такого контроля также являются контрольные карты.
Для осуществления контроля процесса с помощью контрольных карт прежде всего из показателей качества, формируемых в результате этого процесса, выбирают наиболее важные, которые сравнительно быстро могут быть представлены в виде
29-04-2015, 04:42