На практике применяются три варианта указания числовых значений параметра (параметров) шероховатости: 1) наибольшим значением; 2) диапазоном значений; 3) номинальным значением.
Наиболее распространенным применительно к деталям машин является вариант, когда указано числовое значение параметра, соответствующее наиболее грубой допускаемой шероховатости, т. е. наибольшему предельному значению для параметров Ra,Rz,Rmax ,Sm, S и наименьшему предельному значению параметра tp.
В отдельных случаях, когда для правильного функционирования недопустима и слишком гладкая поверхность, применяется второй вариант, при котором указан Диапазон значений параметра; наибольший и наименьший предельные значения.
Третий вариант применяется реже, в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих для этих же целей. . При этом варианте указывается номинальное значение параметра с допустимыми предельными отклонениями от него (%). Установление требований к шероховатости поверхности указанием номинальных значений параметра обеспечивает наиболее строгий метрологический контроль.
Таблица 2
Шероховатость поверхности Ra (мкм) элементов деталей
| Элемент детали | Шероховатость |
| Нерабочие контуры деталей. Поверхности деталей, устанавливаемых на бетонных, кирпичных и деревянных основаниях | Rz= 320÷160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап | Rz= 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов | Rz=40 |
| Торцовые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80—500 мм. Поверхности отверстий 12-го квалитета диаметром 18—500 мм и 11-го квалитета | Rz=.20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т, п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | Rz = 40÷10 |
| Шаровые поверхности ниппельных соединений. Канавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений. Радиусы скруглений на силовых валах. Поверхности осей для эксцентриков. Опорные плоскости реек. Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих типа «ласточкин хвост». Опорные плоскости реек. Шейки валов 9-го квалитета диаметром 80—500 мм,1 1-го квалитета диаметром 3—30 мм. Поверхности отверстий 7-го квалитета диаметром 180—500 мм, 9-го квалитета диаметром 18—360 мм, 11-го квалитета диаметром 1—10 мм | 2.5 |
| Наружные диаметры шлицевого соединения. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора — натяга 25—40 мкм. Цилиндры, работающие с резиновыми манжетами. Отверстия подшипников скольжения. Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Трущиеся поверхности малонагруженных деталей. Рабочие поверхности дисков трения. Шейки валов 6-го квалитета диаметром 120—500 мм, 8-го квалитета диаметром 6—80 мм. Поверхности отверстий 6-го квалитета диаметром 50—500 мм, 7-го квалитета диаметром 10—180 мм, 9-го квалитета — 1—18 мм | 1,25 |
| Поверхности зеркала цилиндров, работающих с резиновыми манжетами. Торцовые поверхности поршневых колес при диаметре не менее 240 мм. Валы в пригоняемых и регулируемых соединениях с допуском зазора — натяга 7—25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные поверхности 7-го квалитета с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в уплотнениях. Шейки валов 5-го квалитета диаметром 30—500 мм, 6-го квалитета диаметром 10—120 мм. Поверхности отверстий 6-го квалитета диаметром 3—50 мм, 6-го квалитета диаметром 1—10 мм | 0,63 |
| Шейки валов 5-го квалитета диаметром свыше 1 до 30 мм, 6-го квалитета диаметром свыше 1 до 10 мм. Валы в пригоняемых и' регулируемых соединениях (шейки шпинделей, золотники) с допусками зазора — натяга 16—25 мкм. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора — натяга 4—7 мкм. Трущиеся элементы сильнонагруженных деталей. Цилиндры, работающие с поршневыми кольцами | 0,32 |
| Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма | 0,16 |
| Рабочие шейки валов прецизионных быстроходных станков и механизмов. Шейки валов в пригоняемых и регулируемых соединениях с допуском зазора — натяга 2,5—6,5 мкм. Поверхности отверстий пригоняемых и регулируемых соединений с допуском зазора — натяга до 2,5 мкм | 0,08 |
| Зеркальные валики координатно-расточных станков и др. | 0,04 |
3.3.Обозначение шероховатости поверхности на чертежах (детали, сборочных чертежах)
Таблица 3
Типы направлений неровностей поверхности по ГОСТ 2789—73*
| Тип | Направление неровностей | Обозначение | Пояснение обозначения на поверхности, к шероховатости которой устанавливаются требования |
| Параллельный | Параллельно линии, изображающей на чертеже поверхность | ||
| Перпендикулярный |  |
Перпендикулярно к линии, изображающей на чертеже поверхность | |
| Перекрещивающийся | 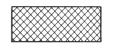 |
Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность | |
| Произвольный | Различные направления по отношению к линии, изображающей на чертеже поверхность | ||
| Кругообразный |  |
Приблизительно кругообразно по отношению к центру поверхности | |
| Радиальный |  |
 |
Приблизительно радиально по отношению к центру поверхности |
Нанося размеры элементов деталей, или после нанесения их, конструктор указывает на чертеже параметры и характеристики шероховатости поверхностей, установленные ГОСТ 2789-73.
Обозначение шероховатости поверхностей и правила их нанесения на чертеже установлены ГОСТ 2309-73.
Структура обозначения шероховатости приведена на Рис.6

Рис.6
Структура знака для изображения шероховатости поверхности
При установлении требований шероховатости поверхности рекомендуется применять параметры Ra, Rz, Rmax, tp.
Среднее арифметическое значение отклонения профиля Ra —среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины l.
Высота неровностей профиля по десяти точкам Rz — сумма средних арифметических абсолютных значений отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины l.
Наибольшая высота неровностей профиля Rmax — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины l. Относительная опорная длина профиля tp (где р — числовое значение уровня сечения профиля) — отношение опорной длины профиля к базовой длине.
| Элементы обозначения | ГОСТ 2.309-73 |
| Знак шероховатости поверхности, вид обработки которой не устанавливается | 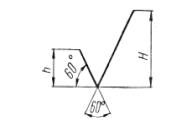 |
| Знак шероховатости поверхности, которая обрабатывается удалением слоя материала (то точением, фрезерованием, шлифованием, полированием и т. д.) | 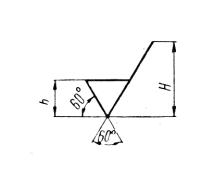 |
| Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.) | 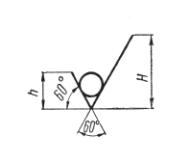 |
| Знак, указывающий поверхность, не обрабатываемую по данному чертежу | |
| Обозначение поверхностей с одинаковой шероховатостью | Если шероховатость всех поверхностей дета ли должна быть одинаковой, общее обозначение шероховатости наносят в правом верхнем углу чертежа Знаки наносятся на расстоянии 5—10 мм от верх ней и правой сторон рамки чертежа  Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше знаков, нанесенных на изображении Знаки увеличиваются в 1,5 раза Размеры и толщина знаков, нанесенных в правый верхний угол чертежа, должны быть больше знаков, нанесенных на изображении Знаки увеличиваются в 1,5 раза |
| Обозначение преобладающей шероховатости | При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение 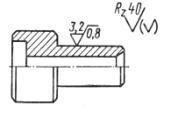 Когда часть поверхностей изделия по данному чертежу не обрабатывается, в правом верхнем углу чертежа перед обозначением Когда часть поверхностей изделия по данному чертежу не обрабатывается, в правом верхнем углу чертежа перед обозначением  При наличии в изделии поверхностей, шероховатость которых не указывают, обозначение шероховатости или знак При наличии в изделии поверхностей, шероховатость которых не указывают, обозначение шероховатости или знак |
| Обозначение шероховатости поверхности при недостатке места на чертеже | При недостатке места на чертеже допускается обозначение шероховатости поверхности располагать на размерных линиях или прерывать выносную линию  Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят |
| Нанесение шероховатости на поверхностях глобоидных червяков и колес | Для глобоидных червяков и сопряженных с ними колес обозначение шероховатости рабочих поверхностей наносят на линии расчетной окружности 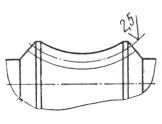 |
| Обозначение поверхности с различной шероховатостью | Если на отдельных участках детали шероховатость одной и той же поверхности должна быть различной то эти участки разграничивают сплошной тонкой линией с нанесением соответствующего размера и обозначений и обозначений шероховатости Через зону штриховки линию границы между поверхностями с различной шероховатостью не проводят  |
| Обозначение шероховатости поверхности профиля резьбы | Шероховатость поверхности профиля резьбы обозначают по общим правилам, если изображается профиль резьбы, или условно на выносной линии для обозначения размера резьбы, или на размерной линии 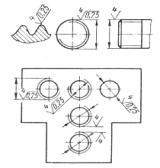 |
Литература:
1. Попова Г.Н. Иванов Б.А.
Условное обозначение в чертежах и схемах по ЕСКД. Справочное пособие. Под ред.
канд. тех. наук Б. Я. Мирошниченко. Л., «Машиностроение», 1976.
2. Федоренко В. А., Шошин А. И.
Справочник по машиностроительному черчению. – 14-е изд., перераб. и доп. /Под ред.
Г.Н. Поповой. – Л: Машиностроение, Ленингр. отд-ние, 1981.-416с.
3.Бабулин Н.А.
Построение и чтение машиностроительных чертежей: учебник для профессиональных
учебных заведений. – 10 изд., перераб. и доп. – М.: Высшая школа; Издательский центр
«Академия», 1998. – 367с.
4.Гжиров Р.И.
Краткий справочник конструктора. - Л., Издательство «Машиностроение»
29-04-2015, 01:58