МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА И ПРОДОВОЛЬСТВИЯ РФ
КОСТРОМСКАЯ ГОСУДАРСТВЕННАЯ
СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ
ФАКУЛЬТЕТ МЕХАНИЗАЦИИ СЕЛЬСКОГО ХОЗЯЙСТВА
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К КУРСОВОЙ РАБОТЕ ПО ДИСЦИПЛИНЕ:
ОСНОВЫ ВЗАИМОЗАМЕНЯЕМОСТИ
Работу выполнил:
Студент заочного факультета
специальности «Э и УТС» 3 курса 1 группы, шифр 99807
Езерский П.О.
Работу принял: Угланов В.И.
Кострома, 2002
А Н Н О Т А Ц И Я
Курсовая работа студента факультета «Э и УТС» Езерского П.О. по дисциплине «Основы взаимозаменяемости»
Пояснительная записка состоит из 22 страниц машинописного текста,
18 таблиц, 18 рисунков, 4 источника литературы
Костромская государственная
сельскохозяйственная академия, 2002
С О Д Е Р Ж А Н И Е
| Стр. | ||
| 1. | Задание 1. Определение элементов гладкого цилиндрического соединения …………………………………………………………….. | 4 |
| 2. | Задание 2. Определение элементов соединений, подвергаемых селективной сборке …………………………………………………… | 8 |
| 3. | Задание 3. Выбор полей допусков для деталей, сопрягаемых с подшипниками качения ……………………………………………….. | 11 |
| 4. | Задание 4. Допуски и посадки шпоночых соединений ……………… | 14 |
| 5. | Задание 5. Допуски и посадки шлицевых соединений ……………… | 17 |
| 6. | Задание 6. Расчет допусков размеров, входящих в размерную цепь методом полной взаимозаменяемости ……………………………… | 19 |
| 7. | Список литературы …………………………………………………… | 22 |
1. ЗАДАНИЕ 1. ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ ГЛАДКОГО ЦИЛИНДРИЧЕСКОГО СОЕДИНЕНИЯ
Цель задания:
Изучить основную терминологию курса и научиться правильно определять параметры посадок.
Задача 1 . По значению номинального размера и предельных отклонений вала и отверстия определить поля допусков, тип и параметры посадки, привести пример обозначения предельных размеров деталей соединения на чертеже. Выбрать средства измерения и рассчитать размеры предельных рабочих калибров. Определить способ финишной обработки деталей соединения и назначить необходимую шероховатость поверхности.
-0,144 -0,139
Исходные данные : отверстие – Ø 118вал – Ø 118
-0,198 -0,104
1.1.Определяем предельные размеры отверстия и вала (мм):
D max = D + ES; D max = 118,0 + (-0,144) = 117,856 мм.
D min = D + EI; D min = 118,0 + (-0,198) = 117,802 мм.
d max = d + es; d max = 118,0 + 0,139 = 118,139 мм.
d min = d + ei; d min = 118,0 + 0,104 = 118,104 мм.
1.2. Определяем допуски отверстия и вала (мм):
TD = D max – D min; TD = 117,856 – 117,802 = 0,054 мм.
Td = dmax – dmin; Td = 118,139– 118,104= 0,035 мм.
1.3. Определяем предельные зазоры или натяги (мм):
S max = D max – d min; S max = 117,856 – 118,104 = -0,248мм.
N max = d max – D min; N max = 118,139 – 117,802 = 0,337мм.
1.4. Определяем допуск посадки (мм):
TNS = TD + Td ; TNS = 0,054 + 0,035= 0,089мм.
1.5. Обоснуем систему, в которой выполнена посадка:
Посадка выполнена в комбинированной системе (комб., ck), т.к. EI ≠ 0 и es ≠ 0.
1.6. Определяем поле допуска отверстия и вала (квалитет и основное отклонение) по ГОСТ 25346-82 или по приложению табл. 1, 3, 4 [2, с.42]:
Отверстие – U8 , вал – t7
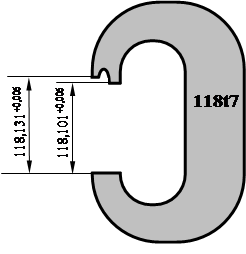
1.7. Построим схему полей допусков сопрягаемых деталей:
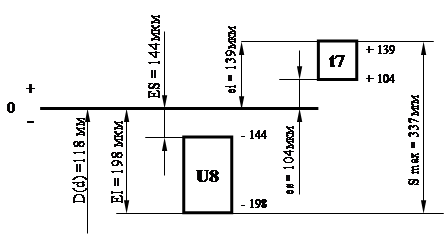 |
Рис. 1.1. Схема полей допусков соединения Æ 118 U8 / t7
1.8. Рассчитаем предельные размеры рабочих калибров.
Таблица 1.1.
Формулы для определения предельных размеров калибров
Предельные размеры калибра-пробки рассчитываем на основе предельных размеров отверстия (табл.1.2.), полученные данные сводим в табл.1.3.
Таблица 1.2.
| Отверстие | мкм | TD = 54 | EI = - 198 | ES = -71 |
| 118 U8 | мм | Dmin = 117,802 | Dmax = 117,856 |
Таблица 1.3 .
| Формулы для определения предельных размеров калибра - пробки | Z = 8,0 | Y = 6,0 | H = 4,0 | |
| Предельные размеры, мм | ||||
| Проходная сторона | Р - П Pmax = Dmin + Z + H/2 Р - П Pmin = Dmin + Z – H/2 Р - П P изн = Dmin - Y |
Р-ПР max = 117,802 + 0,008 + 0,006 / 2 =117,813 Р-ПР min = 117,802 + 0,008 – 0,006 / 2 = 117,807 Р-ПРизн = 117,802 – 0,006 = 117,796 |
||
| Исполнительный размер – 117,813-0,006 | ||||
| Непроходная сторона | Р - НЕ max = Dmax + H/2 Р - НЕ min = Dmax – H/2 |
Р-НЕ max = 117,856 + 0,006 / 2 = 117,859 Р-НЕ min = 117,856 - 0,006 / 2 = 117,853 |
||
| Исполнительный размер на чертеже – 117,859-0,006 | ||||
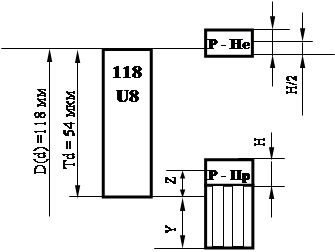
 Строим схемы полей допусков калибра-пробки
Строим схемы полей допусков калибра-пробки
 |
||
 |
||
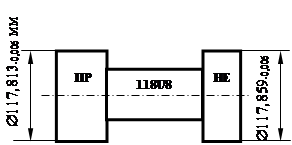
Рис. 1.2. Схема полей допусков (а) и эскиз калибра-пробки (б).
Предельные размеры калибра-скобы рассчитываем по предельным размерам вала (табл.1.4), полученные данные сводим в табл.1.5.
Таблица 1.4.
| Вал | мкм | Td =54 | ei = 104 | es = 139 |
| 118 t7 | мм | dmin = 118,104 | dmax = 118,139 |
Таблица 1.5.
| Формулы для определения предельных размеров калибра - скобы | Z1 =5,0 | Y1 =4,0 | H1 =6,0 | |
| Предельные размеры, мм | ||||
| Проходная сторона | Р-ПPmax = dmax – Z1 + H1 /2 Р-ПPmin = dmax – Z1 + H1 /2 Р-ПPизн = dmax + Y1 |
Р– ПP max =118,139– 0,005 + 0,006 / 2=118,137 P – ПР min =118,139 - 0,005 - 0,006 / 2=118,131 Р – ПРизн = 118,139 + 0,004 = 118,143 |
||
| Исполнительный размер – 118,131+0,006 | ||||
| Непроходная сторона | Р-НЕmax = dmax + H1 /2 Р-НЕmin = dmax – H1 /2 |
Р-НЕ max = 118,104 = 0,006 / 2 =118,107 Р-НЕ min = 118,104 – 0,006 / 2 = 118,101 |
||
| Исполнительный размер – 118,101+0,006 | ||||
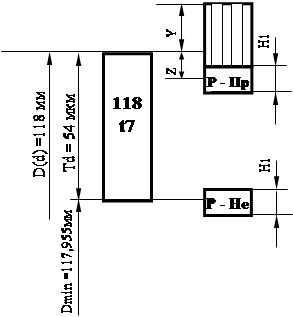 |
|||
 |
|||
|
|
||
Рис. 1.3. Схема полей допусков (а) и эскизов калибра-скобы (б).
1.9. Выбор средств измерения зависит от форм контроля, масштабов производства, конструктивных особенностей деталей, точности их изготовления и производится с учетом метрологических, конструктивных и экономических факторов. В ГОСТ 8.051 – 81 значения допустимой погрешности – δ размеров приведены в зависимости от величины допуска изделия – IT. Допустимая погрешность измерения показывает, на сколько можно ошибиться при измерении размера заданной точности в меньшую и в большую сторону, т.е. имеет знаки ± δ.
Для нахождения допустимой погрешности пользуемся табл.П.1.6. [2, с.51] и по таблице П.1.7. [2, с.63] выбираем соответствующие средства измерения.
Данные по выбору измерительных средств.
Таблица 1.6.
| Размер | IT ≡ TD ≡ Td , мкм | δ , мкм | ±∆ lim , мкм | Наименование средства измерения |
| Æ 118U8 | 54 | 12 | 10 | Рычажный микрометр (i = 0,002 мм). |
| Æ 118t7 | 35 | 35 | 10 | Рычажный микрометр (i = 0,002 мм). |
1.10. Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки.
Определяем значение шероховатости поверхности (мкм) для посадки Ø 146 R11/s10:
для отверстия - RZD = 0,125 х TD ; для вала - Rzd = 0,125 х Td ,
RZD = 0,125 х 54 = 6,75 мкм; Rzd = 0,125 х 35 = 4,375 мкм.
Стандартные значения: RZD = 6,3 мкм, Rzd = 4 мкм.
Финишная (завершающая технологический процесс) обработка: табл.1.7.,1.8. методички
- для отверстия – растачивание на токарных станках чистовое;
- для вала – наружное тонкое точение (алиазное).
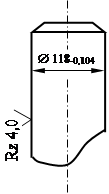
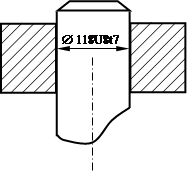
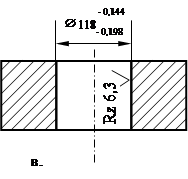
![]() 1.11. Выполним эскиз сопряжения и деталей:
1.11. Выполним эскиз сопряжения и деталей:
 |
||
 |
||
 |
||
|
||
|
||
Рис.1.4. Эскиз сопряжения (а), вала (б) и отверстия (в)
Задача 2.
1.12. По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков.
Таблица 1.7.
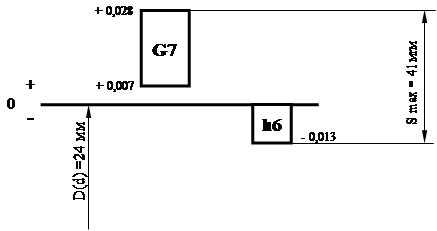
| Обозначение заданного соединения Æ 24 G9/h6 | |||
| Параметры деталей посадки | Отверстие | Условное обозначение Допуск, мм TD Основное отклонение Предельное отклонение верхнее ES = TD + EI ES = 0,021 + 0,007 = 0,028 (мм) нижнее EI Предельные размеры Dmax = D + ES; Dmax = 24 + 0,028= 24,028 (мм) Dmin = D + EI; Dmin = 24 + 0,007 = 24,007 (мм) |
Æ 24 G7 0,021 (EI) +0,028 +0,007 24,028 24,007 |
| Вал | Условное обозначение Допуск, мм Td Основное отклонение Предельное отклонение верхнее es ( мм) нижнее ei = es - Td ; ei = 0 – 0,013 = -0,013 Предельные размеры dmax = d + es; dmax = 24+0 = 24 (мм) dmin = d + ei; dmin = 24 + (-0,013) = 23,987 (мм) |
Æ 24 h6 0,013 (es) 0 -0,013 24 23,987 |
|
| Параметры посадки | Номинальный размер,D ; d (мм) Зазор (натяг), Nmax = dmax - Dmin ; Nmax = 24 - 23,987 = 0,013 (мм). Nmin = dmin - Dmax ; Nmin = 23,987 - 24,028 = - 0,041 (мм) Допуск посадки, мм TN = Nmax - Nmin ; TN = 0,013 – (-0,041)= 0,41 мм. Группа посадки Система допусков |
24 0,013 -0,041 0,054 переходная комбинир. |
|
 .
.
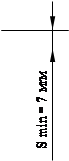 |
Рис.1.5. Схема полей допусков посадки Æ 24 G9/h6
Задача 3.
1.13. По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков.
Таблица 1. 8.
| Обозначение заданного соединения Æ 54 S9/m8 | |||
| Параметры деталей посадки | Отверстие | Условное обозначение ДопускTD (мм) Основное отклонение Предельное отклонение верхнее ES нижнее EI = ES - TD ; EI = -0,053 - 0,074 = -0,127 Предельные размеры Dmax = D + ES; Dmax = 54 + (-0,053) = 53,947 (мм) Dmin = D + EI; Dmin = 54 + (-0,127) = 53,873 (мм) |
Æ 54 S9 0,074 (ES) -0,053 -0,127 53,947 53,873 |
| Вал | Условное обозначение Допуск, мм Td Основное отклонение Предельное отклонение верхнее es ( мм) es = ei + Td ; es = 0,011 + 0,046 = 0,057 ( мм) нижнее ei ( мм) Предельные размеры dmax = d + es; dmax = 54+0,057 = 54,057 (мм) dmin = d + ei; dmin = 54 + 0,011= 54,011 (мм) |
Æ 54 m8 0,046 (ei) + 0,057 + 0,011 24 54,057 54,011 |
|
| Параметры посадки | Номинальный размер,D ; d (мм) Зазор (натяг), Nmax = dmax - Dmin ; Nmax = 54,057 - 53,873 = 0,184 (мм). Nmin = dmin - Dmax ; Nmin = 54,011 - 53,947 = 0,064 (мм) Допуск посадки, мм TN = Nmax - Nmin ; TN = 0,184– 0,064= 0,12 мм. Группа посадки Система допусков |
54 0,184 0,064 0,12 с зазором комбинир. |
|
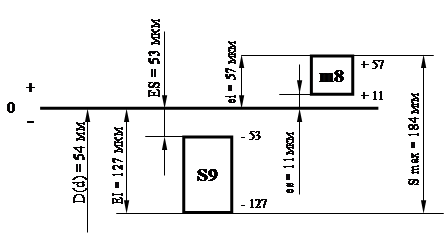
Рис.1.6. Схема полей допусков посадки Æ 54 S9/m8
2. ЗАДАНИЕ 2. ОПРЕДЕЛЕНИЕ ЭЛЕМЕНТОВ СОЕДИНЕНИЙ, ПОДВЕРГАЕМЫХ СЕЛЕКТИВНОЙ СБОРКЕ
Цель задания:
1. Разобраться в сущности метода селективной сборки соединений.
2. Научиться определять предельные размеры деталей соединений, входящих в каждую группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Содержание задания:
1. Определить параметры посадки сопряжения.
2. Определить групповые допуски вала и отверстия.
3. Вычертить схему полей допусков соединения, разделив и пронумеровав поля допусков отверстия и вала на заданное число групп сортировки.
4. Составить карту сортировщика, указав предельные размеры валов и отверстий в каждой размерной группе.
5. Определить групповые зазоры или натяги.
Исходные данные:
1. Номинальный размер, мм – Æ 1 8 .
2. Поле допуска: отверстие – N8 , вал - h 8 .
3. Количество групп - 3.
Порядок выполнения:
2.1. Определяем параметры посадки сопряжения Æ 18 N8/h8
TD = 27 мкм. Td = 27 мкм.
ES = - 3 мкм. es = 0
EI = -30 мкм.- 0,003 ei = - 27 мкм.
Æ 18 N8 – 0,03 Æ 18 h8 – 0,027
Определим предельные зазоры и натяги:
Smax = ES – ei = - 3 – (-27) = 24 мкм.
Nmax = es – EI = 0 – (-30) = 30 мкм.
2.2. Величину групповых допусков вала и отверстия определяем путем деления допусков на число размерных групп – n.
n = 3,
Td = Td /n; Td = 27/3 = 9
TD = TD /n; TD = 27/3 = 9
т.е. допуски всех размерных групп вала и отверстия будут равны между собой.
2.3. Выполним схему полей допусков соединения Æ 18 N8/h8 , детали которого следует рассортировать на три размерные группы.
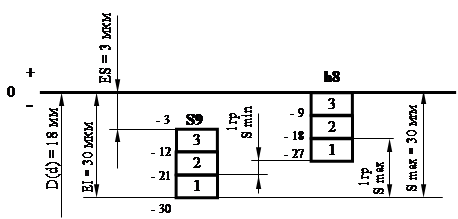 |
Рис. 2.1. Схема полей допусков соединения Æ 18 N8/h8
2.4. Составим карту сортировщика, указав предельные размеры валов и отверстий в каждой размерной группе.
Таблица 2.1.
Карта сортировщика для сортировки на три
размерные группы деталей соединения Æ 18 N8/h8
| Номер размерной группы | Размеры деталей, мм | ||
| Отверстие | Вал | ||
| 1 | свыше | 17,97 | 17,973 |
| до | 17,979 | 17,982 | |
| 2 | свыше | 17,979 | 17,982 |
| до | 17,988 | 17,991 | |
| 3 | свыше | 17,988 | 17,991 |
| до | 17,997 | 18 | |
2.5. Определим групповые зазоры или натяги.
В настоящее время для селективной сборки, как правило, используются посадки, в которых допуски отверстия и вала равны. Поэтому достаточно определить предельные зазоры или натяги только для одной (любой) размерной группы, так как соответствующие предельные зазоры или натяги будут иметь одинаковую величину:
1гр 2гр 3гр
S max = S max = Smax
1гр 2гр 3гр
S min = S min = Smin .
Предельные групповые зазоры равны:
1гр
S max = -0,03 – (-0,018) = - 0,012 мм.
1гр
S min = - 0,03 – 0,027 = - 0,003 мм.
3. ЗАДАНИЕ 3. ВЫБОР ПОЛЕЙ ДОПУСКОВ ДЛЯ ДЕТАЛЕЙ, СОПРЯГАЕМЫХ С ПОДШИПНИКАМИ КАЧЕНИЯ
Цель задания:
Научиться обосновано назначать посадки при сопряжении подшипников качения с валами и корпусами и обозначить эти посадки на чертежах.
Содержание задания:
1. Для заданного подшипника качения определить его конструктивные размеры, серию и вид нагружения колец.
2. Назначить посадки подшипника на вал и корпус.
3. Построить схемы полей допусков.
4. Назначить шероховатость и отклонения формы расположения на посадочные поверхности вала и корпуса под подшипник качения.
5. Вычертить эскизы подшипникового узла и деталей, сопрягаемых с подшипником, указав на них посадки соединений, размеры деталей, отклонения формы и шероховатость поверхностей.
Исходные данные:
1. Номер подшипника: 209.
2. Номер чертежа узла: 3.
3. Радиальная нагрузка, Н: 8300.
Порядок выполнения:
3.1. Определяем для подшипника качения конструктивные размеры, серию и вид нагружения колец.
Конструктивные размеры в соответствии с ГОСТ 3478-79 выберем в табл.П.1.8. [2, с.53]
наружный диаметр – D = 85;
внутренний диаметр – d = 45;
ширина – В = 19;
радиус закругления фаски – r = 2;
класс – нулевой;
серия подшипника (по нагрузочной способности) – легкая.
3.2. Характер нагружения колец подшипника из условий работы – вращается вал, корпус неподвижен.
3.3. Для циркуляционно нагруженного кольца выбираем посадку по минимальному натягу из условия:
рас . табл.
Nmin ≤ Nmin ,
рас. табл .
где Nmin , Nmin - соответственно расчетный и табличный минимальные натяги, (мм).
|
|
(В – 2r ) 106
где R – радиальная нагрузка на подшипник, Н ;
В – ширина кольца подшипника, мм;
r - радиус фаски, мм;
k – коэффициент зависящий от серии подшипника качения для легкой серии k = 2,8.
|
|
|
|
|
![]()
![]() (19 – 2 х 2) 106
15х106
(19 – 2 х 2) 106
15х106
|
≤ N min,
где Nmin = ei – ES – минимальный натяг стандартной посадки;
ei – нижнее отклонение вала;
ES – верхнее отклонение для кольца подшипника, ES = 0.
В связи с тем, что верхнее отклонение колец подшипника ES равно нулю и
Nmin = ei – 0 = ei , посадку следует выбирать по таблице основных отклонений валов [2, с.43] соблюдая условие:
Nmin ≤ ei ,
где ei нижнее отклонение поля допуска вала поля: m 6 .
3.4. Во избежании разрыва кольца, значение максимального натяга (мм) выбранной посадки следует сравнить с значением натяга, допускаемого прочностью кольца
табл .
Nm ax ≤ N доп ,
табл
где Nm ax - максимальный натяг выбранной стандартной посадки;
|
![]() (2k – 2) 103
(2k – 2) 103
где N доп – допустимый натяг, мкм;
[σ р ]-допускаемое напряжение на растяжение, для подшипниковой стали [σ р ] 400 Мпа;
d - номинальный размер кольца подшипника, м
|
|
|
![]()
![]() (2 х 2,8 – 2) 103
3,6 x 103
(2 х 2,8 – 2) 103
3,6 x 103
20 < 160 – условие выполняется.
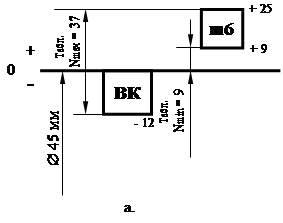
3.5. Построим схемы полей допусков сопряжений: наружное кольцо – корпус, внутреннее кольцо – вал:
3.6. Предельные отклонения размеров колец подшипника приведены в табл.3.1.
Допускаемые отклонения размеров колец подшипников качения
класса 0 (ГОСТ 520-71)
Таблица 3.1.
| Номинальные внутренние диаметры, мм | Отклонения, мм | Номинальные наружные диаметры, мм | Отклонения диаметра наружного кольца подшипника, мм | ||||||
| диаметра внутреннего кольца подшипника | ширина подшипника | ||||||||
| свыше | до | верх. | ниж. | верх. | ниж. | свыше | до | верх. | ниж. |
| 30 | 50 | 0 | -12 | 0 | -120 | 80 | 120 | 0 | -15 |
 |
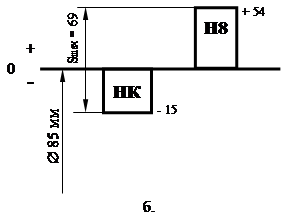 |
Рис.3.1. Схема полей допусков соединений:
а – внутреннее кольцо-вал, б – наружное кольцо – корпус.
3.7. На присоединительные поверхности деталей под подшипники качения ограничиваются допустимые отклонения формы и предельные значения торцевого биения заплечиков валов и отверстий корпусов. Отклонения формы на посадочные поверхности вала и корпуса для подшипников 0 и 6 классов точности должны составлять одну треть от допуска на диаметр.
3.8. При нулевом классе точности подшипника параметры шероховатости поверхностей посадочных поверхностей валов и отверстий в корпусах не должны превышать величин:
при диаметре кольца d ( D ) ≤ 80 мм – Ra = 1,25 мкм.
d ( D ) > 80 мм – Ra =2,5 мкм
Допуск цилиндричности:
Td /3 = 0,012/3 ≈ 0,004TD = 0,015/3 ≈ 0,005
Подшипник качения очень чувствителен к шероховатости.
3.9. Вычертим эскизы подшипникового сопряжения с обозначением посадок, отклонений размеров, отклонений формы и шероховатости поверхностей.
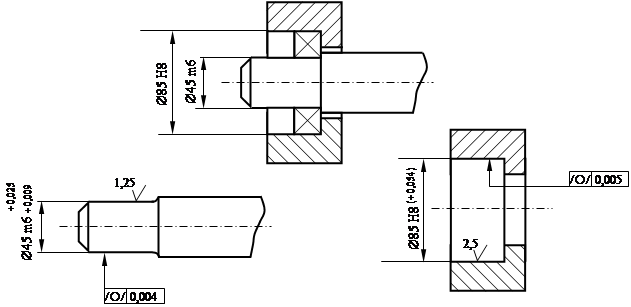 |
Рис.3.2. Обозначения посадок, отклонений на чертежах деталей
сопрягаемых с подшипниками качения
4. ЗАДАНИЕ 4. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Цель задания:
Научиться выбирать посадки деталей шпоночного соединения и устанавливать отклонения размеров его деталей, обозначать посадки на чертежах.
Содержание задания:
1. По заданному номинальному размеру сопряжения «вал-втулка» определить основные размеры шпоночного соединения.
2. По заданному виду соединения выбрать поля допусков деталей шпоночного соединения
29-04-2015, 04:07