поддерживая ротор за вал, выводят его из статора, не допуская повреждения лобовых частей обмотки статора и крыльчатки ротора;
снимают передний подшипниковый щит 10, легко ударяя по нему молотком из мягкого материала;
снимают с помощью съемника подшипники 9 и (или) 13, если необходима их замена.
Снятие подшипниковых щитов можно производить отжимными болтами, если они предусмотрены в конструкции. В этом случае отжимные болты завертывают равномерно в отжимные отверстия, не допуская перекоса подшипниковых щитов.
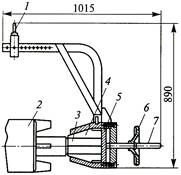
Ротор небольшой массы выводят из статора руками, поддерживая его с двух сторон, как описано выше. Более крупный ротор выводят из статора с помощью приспособления, показанного на рис. 3.3.
Серьгу 1 устанавливают так, чтобы она располагалась над центром тяжести ротора 2, после чего заводят цанговый патрон на вал 3. Вращая рукоятку 6, передвигают пластину 5 вперед, пока кулачки 4 не захватят вал 3 ротора 2. Затем вывешивают ротор, приподнимая приспособление за серьгу 1 с помощью крана, и извлекают его из статора. Небольшую регулировку при извлечении ротора можно осуществить, поддерживая его за ось 7. Описанное приспособление позволяет захватывать валы диаметром до 100 мм.
При снятии подшипников усилия следует прикладывать к внутренней обойме, чтобы избежать их повреждения.
Для этого применяют лапчатые съемники, имеющие глубокие
губки, или используют крышки подшипников. В последнем случае (рис. 3.4) между крышкой 1 и подшипником устанавливают специальные прокладки 2. Если . имеется место, то для съема подшипников можно использовать разъемный хомут 3.
Рис. 3.3. Приспособление для выема и заведения ротора:
1 — серьга; 2 — ротор; 3 — вал; 4 — кулачки; 5 — пластина; 6 — рукоятка;
7— ось
При разборке электрических машин часто используют гидравлические съемники (рис. 3.5). Этот съемник имеет рабочее -давление 6,4 МПа и позволяет развивать усилия до 100 кН при ; ходе цилиндра до 75 мм.
На электроремонтных предприятиях для разборки двигателей с высотой оси вращения 112...280 мм (3...9 габарит) ис-

Рис. 3.4. Снятие подшипников с использованием вставок (а) и хомута (б): 1 — внутренняя крышка подшипника; 2 — прокладки; 3 — хомут
пользуют специальный стенд для разборки двигателей (рис. 3.6). Перед установкой на стенд с двигателя снимают кожух вентилятора, вентилятор и болты, крепящие крышки подшипников, и подшипниковые щиты. Двигатель устанавливают на стенде рабочим концом вала к подвижной стойке 1 и закрепляют с помощью зажимов 6. С помощью электропривода 2 устанавливают пиноли-3 по высоте оси вращения двигателя и, перемещая стойку 1 вправо, фиксируют двигатель в пинолях (правая стойка 4 неподвижна). Включают движение стола 7 влево по направляющим 8, при котором левый подшипниковый щит выпрессовывается с наруж ного кольца подшипника, а правый — из замка на корпусе. Между правым подшипником и корпусом двигателя устанавливают опорную вилку (не показана) и включают движение стола вправо. При этом левый подшипниковый щит выпрессовывается из замка на корпусе, а правый подшипник — с вала. Устанавливают опорную вилку между левым подшипником и корпусом двигателя и включают движение стола 7 влево, производя выпрессовку левого подшипника с вала. Затем выводят пиноли 3 из центров вала, поворачивают стол 5 с двигателем на угол 60...90° и снимают с вала крышки подшипников, подшипниковые щиты и подшипники.
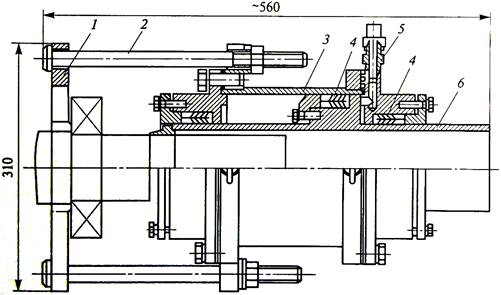
Рис. 3.5. Гидравлический подвесной съемник для снятия подшипников с валов двигателей с высотой оси вращения 180...280 мм (6...9-го габаритов): 1 — скоба; 2 — тяга; 3 — цилиндр; 4 — уплотнения; J — штуцер; 6 — поршень

Рис. 3.6. Стенд для разборки электродвигателя:
1 — подвижная стойка; 2— электропривод; 3— пиноли; 4— неподвижная стойка 5— поворотный стол; 6 — зажимы; 7— стол; 8 — направляющие
Одним из указанных выше способов выводят ротор из статора, ослабляют зажимы 6 и снимают корпус (статор) двигателя со стенда.
На все детали и узлы навешивают бирки с одним ремонтным номером двигателя и направляют статор на участок удаления (извлечения) обмотки, а остальные узлы и детали — на мойку. Если ротор имеет фазную (не короткозамкнутую) обмотку, то его направляют вместе со статором на участок удаления обмотки.
Технология разборки любой крупной электрической машины с подшипниками скольжения имеет свои специфические особенности, связанные с ее конструкцией, местом установки, наличием грузоподъемных механизмов и др. Поэтому приведем только общие операции по разборке крупных машин.
При разборке измеряют:
воздушный зазор между ротором и статором в четырех точках (через 90°) с обеих сторон;
радиальные зазоры в подшипниках и натяги крышек подшипников на вкладыши, радиальные зазоры между радиатором и диффузором;
зазоры по уплотнениям вала и по маслоуловителям;
совпадение магнитных осей статора и ротора;
осевой разбег ротора и уклон вала ротора.
Результаты измерений заносят в формуляр, проводят предре-монтные испытания и приступают к разборке машины. Снимают наружные и внутренние щиты и диффузоры, в воздушный зазор под ротор заводят лист электрокартона и после разборки опорных подшипников опускают ротор на статор. После этого снимают полумуфты или шестерни, подогревая их при необходимости, зачищают посадочные поверхности и определяют натяг.
Чтобы не повредить обмотки статора при выводе ротора, их закрывают листами из прессшпана или резины. Ротор извлекают с помощью грузоподъемных механизмов и специальных скоб (для роторов массой до 500 кг), пригодных для роторов машин до 19 габарита включительно. Для выведения ротора на кран подвешивают траверсу 4 (рис. 3.7) с двумя регулировочными болтами 3. На вал надевают удлинитель 2. Вывесив ротор с помощью крана и регулировочных болтов 3, выводят его из статора (вправо) и опускают на предварительно установленную рядом со статором подставку (не показана). Затем снимают удлинитель, переносят левый строп на левый конец вала, вывешивают ротор и перемещают его на место ремонта или для дальнейшего транспортирования. Статор остается на своей фундаментной плите 1.
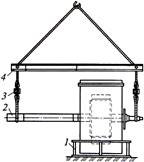
Рис. 3.7. Приспособление для вывода ротора электрических машин
15... 19 габаритов:
1 — плита; 2 — удлинитель; 3— регулировочный болт; 4— траверса
Если расточка статора расположена ниже поверхности фундаментной плиты, статор сначала поднимают и подкладывают под его лапы шпалы, чтобы расточка статора была выше верхней отметки плиты. Затем выводят ротор из статора. В настоящее время разработаны специальные приспособления для выведения ротора из статора без применения грузоподъемных механизмов.
После разборки детали и узлы крупных электрических машин несколько раз протирают салфетками, смоченными в бензине.
4. Ремонт магнитопроводов электрических машин.
В процессе работы электрической машины происходит износ вызывающий ослабление крепления и изменение формы отдельных деталей магнитопроводов. Детали теряют свою работоспособность в результате повреждений различного рода. Все это требует ремонта или замены этих деталей.
Характерными повреждениями сердечников статоров (роторов) являются ослабление посадки сердечника в корпусе (на валу), их сдвиг в осевом направлении, распушение крайних листов, ослабление прессовки, нарушение изоляции между листами, выгорание или оплавление отдельных участков и износ внутренней (наружной) поверхности.
4.1. Ремонт при ослаблении посадки сердечника.
Сначала осматривают сердечник статора и проверяют состояние стопоров и кольцевых шпоночных канавок, в которых они установлены. Затем устанавливают сердечник на место по заводскому исполнению и закрепляют его новыми стопорами или кольцевыми шпонками, причем отверстия для стопоров сверлят в новом месте. При ослаблении посадки сердечника ротора его выпрессовывают с вала, вал ремонтируют или заменяют на новый и вновь устанавливают сердечник ротора..
4.2. Ремонт при распушении крайних листов сердечника.
Для устранения этого дефекта в машинах малой мощности пропиливают ножовочным полотном наклонные пазы в зубцах (их размеры показаны на рис. 4.1, а) и проваривают эти пазы электродуговой сваркой (электрод ОММ5 диаметром 2 мм). При сварке распушенные зубцы 4 сжимают сегментом или кольцом 5 с помощью шпилек 2, пропущенных через пазы. Сварные швы 1 опиливают совместно с сердечником до требуемого размера. Распушенные зубцы можно также склеить, промазав лаком и стянув кольцом и шпильками до полного высыхания лака.
Для машин большей мощности, имеющих относительно высокие зубцы, указанные способы ремонта не применяют, поскольку они не обеспечивают прочное и надежное скрепление зубцов и создают замкнутые контуры для протекания вихревых токов. В этом случае рекомендуется установить дополнительную шайбу 6с пальцами (зубцами) 5, как показано на рис. 4.1, б, или установить отдельные нажимные пальцы 5 между сердечником и нажимной шайбой Я как показано на рис. 4.1, в. Фиксация дополнительных элементов может производиться с помощью штифтов 10. Такой ремонт возможен при распрессовке сердечника и его частичной или полной перешихтовке.
4.3. Ремонт при ослаблении прессовки сердечника.
При общем ослаблении прессовки сердечников небольшого диаметра между нажимной шайбой 9 и крайними листами 7 сердечника через каждые 2...4 зубца забивают текстолитовые клинья 8 (рис. 4.1, г), обеспечивающие нормальную прессовку сердечника. Чтобы определить необходимую толщину клина, можно предварительно опрес-совать сердечник при давлении 1 МПа. Ширина клина не должна превышать ширины зубца. Для предохранения клина от выпадения его перед установкой промазывают клеящим лаком и загибают крайний лист 7 сердечника. При местном ослаблении прессовки сердечника статора (дефект или выпадение вентиляционной распорки) поврежденную распорку выправляют, а вместо выпавшей забивают текстолитовый клин, загибая на него с двух сторон крайние листы сердечника.
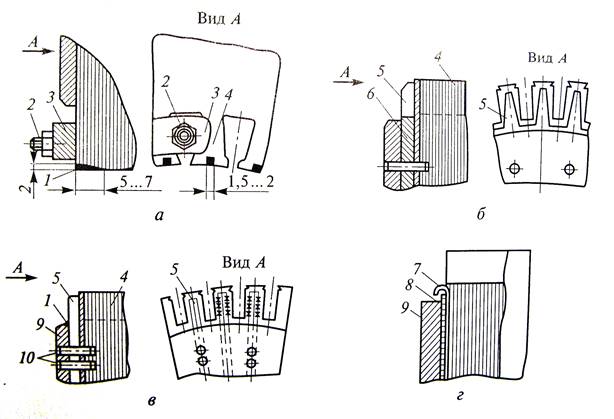
Рис. 4.1. Ремонт сердечников:
а — с использованием сварки: б — с использованием дополнительных нажимных шайб с зубцами;
в — с использованием отдельных нажимных пальцев; г — с использованием клиньев; 1 — сварной шов;
2— шпилька; 3— кольцо (сегмент); 4 - зубцы сердечника; 5 — нажимные пальцы; 6 — дополнительная шай-ба; 7 - крайний лист сердечника; 8 — текстолитовый клин; 9 — нажимная шайба; 10 — штифты
При ослаблении прессовки сердечников крупных электрических машин, у которых прессовка осуществляется стяжными шпильками, производят подтяжку шпилек. Для этого удаляют сварные швы, стопорящие гайки стяжных шпилек от самоотвинчивания, подтягивают четыре гайки, расположенные в диаметрально противоположных точках, и производят обтяжку нажимного фланца, завертывая остальные гайки в несколько обходов. По окончании подтяжки восстанавливают сварные швы.
Если гайки не удается подтянуть или подтяжкой не удается восстановить прессовку сердечника, прессовку восстанавливают забивкой в зубцовую зону клиньев из стеклотекстолита марки СТЭФ-1. Поверхности для забивки клиньев обезжиривают бензином Б-70 и подсушивают, контактные поверхности сегментов и клиньев промазывают лаком БТ-99 или эпоксидным клеящим лаком ЭЛ-4. После установки клиньев для полной полимеризации проводят сушку при температуре 20...25°С в течение 10...12ч.
4.4. Ремонт при нарушении межлистовой изоляции.
Если имеется нарушение на небольшую глубину лакового покрытия отдельных сегментов, прилегающих к месту установки клиньев, то перед забивкой клина между сегментами вставляют прокладки из слюды на лаке БТ-99 на глубину 20... 35 мм. Местные нарушения межлистовой изоляции на поверхности статора устраняют путем установки лепестков слюды между сегментами или изолировкой сегментов жидким лаком БТ-99. Для этого сегменты разводят специально заточенными узкими и тонкими стальными полосами необходимой длины.
Большие площади повреждений устраняют травлением в концентрированной азотной кислоте. На статор наматывают намагничивающую и контрольную обмотки и, пропуская по намагничивающей обмотке ток, определяют место повышенного нагрева, что свидетельствует о повреждении изоляции. Поверхность, окружающую место повреждения, защищают шпаклевкой и химически стойкой эмалью, нагревают поврежденную зону до 75... 105 °С с помощью намагничивающей обмотки и, отключив ток, протравливают поврежденное место концентрированной азотной кислотой. После окончания травления остатки кислоты нейтрализуют 4...5-кратной обработкой салфетками, смоченными 10 % раствором кальцинированной соды, и промывают ремонтируемое место горячей дистиллированной водой температурой 40... 60 °С. Затем протирают его салфетками и промывают спиртом.
4.5. Ремонт при выгорании участка зубца сердечника.
При выгорании или оплавлении участка зубца 2 сердечника удаляют дефектную часть и устанавливают на ее место «протез» 1 из стеклотекстолита для предотвращения выпучивания обмотки (рис. 4.2). Удаление поврежденной области производят с помощью острого зубила с его возможным предварительным высверливанием, после чего устраняют замыкания листов. «Протез» изготавливается по месту и устанавливается на клее ЭЛ-4.
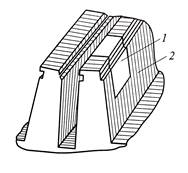
Рис. 4.2. Зубец сердечника со вставкой:
1 — «протез» из стеклотекстолита;
2 — зубец
Список литературы
Вольдек А. И. Электрические машины. «Энергия», 1966.
Костенко М. П., Пиотровский Л. М. Электрические машины. «Энергия», 1965
Петров Г. Н. Асинхронные и синхронные машины. «Госэнергоиздат», 1965.
29-04-2015, 03:03