Фирма Autodesk ™ является одним из признанных лидеров в области разработки САПР. Созданный ею пакет Автокад является одним из лучших - это сложная и разветвленная по своей структуре система, которая в то же время легко управляется при помощи простых и ясных команд. Автокад обладает эффективной системой ведения диалога с пользователем при помощи нескольких меню : главного, экранного, падающих и т.д. Использование слоев также предоставляет дополнительные удобства для проектировщика, позволяя при наложении слоев с нарисованными на них изображениями отдельных деталей контролировать их совместимость при общей компоновке. Законченные чертежи можно хранить в виде комплекта слайдов с возможностью их автоматического просмотра.
3.2.2. Конструкторско-технологические ограничения на разработку полиимидного носителя.
При проектировании гибкого полиимидного носителя вводятся следующие конструктивно-технологические ограничения, далее по тексту КТО.
1. НАЗНАЧЕНИЕ
1.1. КТО на вновь разрабатываемые изделия предназначены для пользования при проектировании гибкого полиимидного носителя (платы гибкой), применяемого для монтажа на кристалл и установки на коммутационные платы.
1.2. При проектировании плат гибких руководствоваться ОСТ II 0419-87 "Микросхемы интегральные бескорпусные на полиимидном носителе. Конструктивно-технологические требования" ОСТ В II 0546-89 "Микросхемы интегральные бескорпусные на гибком носителе с ленточными выводами. Общие технические условия", СТП ХА 419-90 и настоящими конструктивно-технологическими ограничениями.
1.3. В состав исходных данных для проектирования платы гибкой должны входить :
техническое задание на проектирование (с эскизом на посадочное место под плату гибкую),
учтенный чертеж на кристалл с предельными отклонениями на габаритные размеры,
реальный кристалл (для уточнения размеров)
2. РЕКОМЕНДУЕМЫЕ ОБЩИЕ ТРЕБОВАНИЯ К ПЛАТЕ ГИБКОЙ
2.1. Платы гибкие изготавливаются из лакофольгированного диэлектрика по технологии, предусматривающей использование двух вариантов (рулонного и кассетного)
2.2. Платы гибкие могут выполняться с двухсторонним или четырехсторонним расположением выводов в зоне монтажа.
2.3. В плате гибкой предусмотрены :
зона присоединения выводов к кристаллу,
зона формовки (при необходимости)
зона присоединения выводов на плату,
зона контактирования.
2.4. Шаг выводов платы гибкой в зоне разварки на кристалл должен соответствовать шагу контактных площадок (КП) кристалла, в зоне монтажа на плату - шагу КП на плате.
2.5. В плате гибкой необходимо предусматривать три технологических отверстия для укладки платы гибкой в тару-спутник, предельные отклонения размеров которых не должны превышать 60 мкм.
2.6. В плате гибкой предусматривать не менее двух базовых отверстий размером 0.8 ± 0.05 мм, необходимых при использовании оснастки для формовки и вырубки.
2.7. Расположение кристалла на плате гибкой должно быть симметричным относительно осей плате гибкой.
2.8. В зоне присоединения выводов к кристаллу должны быть две полиимидных рамки :
защитная (на краю кристалла),
опорная (ближе к центру кристалла).
Примечания . I. Рекомендуется предусматривать соединение опорной и защитной рамок перемычками шириной не менее 100 мкм, которые рекомендуется укреплять металлизацией.
II. Расстояние между выводами и перемычками должно быть не менее 50 мкм (в готовом виде)
III. При размерах кристалла более 4 мм, хотя бы с одной из сторон, рекомендуется предусматривать внутри опорной рамки перемычки шириной 300-400 мкм с металлизацией, расстояние между которыми должно быть 400-800 мкм.
2.9. В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой для контроля сварки предусматривать не менее шести технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к плате.
2.10. В плате гибкой в области за зоной вырубки до зоны контактирования по осям платы гибкой предусматривать не менее трех технологических выводов, имеющих размеры, идентичные размерам выводов в зоне присоединения к кристаллу, для проверки прочности сварки на кристалле.
2.11. В зоне монтажа в области защитной полиимидной рамки по углам должно быть два реперных элемента, расположенных по диагонали, в виде металлизированных квадратов размером (200х200) мкм для автоматического совмещения.
2.12. Плата гибкая должна иметь в углу технологические тестовые элементы в слое металлизации и полиимиде и маркировку (три последние цифры децимального номера)
2.13. Конструкция платы гибкой должна обеспечивать просмотр маркировки кристалла.
2.14. В топологии для платы гибкой и фотошаблона вводить реперный знак (крест) для совмещения слоев размером 200-500 мкм
Реперный знак располагать в центре платы гибкой.
Реперный знак должен быть :
В слое № 1 - в виде отверстия в металлизации,
В слое № 2 - в виде фигуры полиимида.
Реперный знак слоя №1 должен вписаться в реперный знак слоя №2 с зазором 10 мкм.
В случае невозможности расположения в центре, реперный знак располагать на выпадающих элементах.
Реперный знак не должен обрабатываться припусками и усадками.
2.15. На границе металлизированных элементов и в отверстиях необходимо обеспечить перекрытие металла полиимидом на 50 мкм по ширине.
2.16. Минимальная величина зазора между металлизированными элементами 40 мкм (в готовом виде).
2.17. Величина зазора между металлизированными элементами в зоне монтажа должна быть одинаковой по всей их длине (по возможности).
2.18. Для выполнения необходимой разводки допускается использовать внутреннюю зону платы гибкой (внутри опорной рамки), выполняя при этом рекомендации примечания 3 п 2.8.
2.19. При необходимости допускается зоне присоединения к кристаллу вывод закольцовывать.
2.20. Минимальный размер проводников, в том числе и лежащих на защитной полиимидной рамке, должен быть не менее номинального размера вывода по таблице 4.
2.21. При необходимости допускается выполнять расположение выводов и контактных площадок в зоне контактирования в шахматном порядке.
2.22. При длине проводника, свободного от полиимида, между защитной полиимидной рамкой и зоной контактирования более 1000мкм необходимо вводить полиимидные рамки.
Ближняя к зоне присоединения к плате полиимидная рамка (в зоне формовки) должна быть разрезана по углам (в случае четырехстороннего расположения выводов). При этом ширина полиимидных перемычек в зоне формовки должна быть не более 200 мкм, а расстояние между перемычкой и защитной полиимидной рамкой (при ее наличии), расположенной между защитной перемычкой в зоне формовки, должно быть не менее 300 мкм.
2.23. В технически обоснованных случаях размеры, указанные в разделах 2,3 и вводимые в формат, могут уточняться при обязательном согласовании с технологом.
2.24. Контролируемыми размерами на плате гибкой являются :
ширина вывода в зоне присоединения к кристаллу,
ширина вывода в зоне присоединения к плате.
2.25. В технически обоснованных случаях указывать размеры между крайними выводами в зоне присоединения к кристаллу в каждом ряду, между внутренними противоположными сторонами защитной полиимидной рамки по двум направлениям, между внутренними сторонами реперных элементов с допуском ± 50 мкм., указывающих линию присоединения золотых объемных выводов (ЗОВ).
2.26. В чертеже на плату гибкую указывать размеры, обеспечивающиеся инструментом :
межосевое расстояние базовых отверстий с допуском,
расстояние между внешними сторонами реперных элементов с допуском,
расстояние от базовых отверстий до внешней стороны реперного элемента с допуском,
ширину полиимидных рамок и перемычек и расстояния между ними.
3. МИНИМАЛЬНО ДОПУСТИМЫЕ РАЗМЕРЫ ЭЛЕМЕНТОВ ТОПОЛОГИИ
3.1. Зона монтажа.
3.1.1. Зона присоединения к кристаллу.
3.1.1.1. Ширина выводов в зоне присоединения к кристаллу должна соответствовать размеру КП кристалл -10мкм, допустимые отклонения по табл.4, графа 3, а допустимые размеры фотошаблонов при их изготовлении должны соответствовать данным, указанным в таблице 5.
3.1.1.2. Ширина опорной полиимидной рамки должна быть не менее 300 мкм.
3.1.1.3. Ширина защитной полиимидной рамки должна быть 300-500 мкм.
3.1.1.4. Величина заходов выводов на опорную полиимидную рамку должна быть не менее 150 мкм.
3.1.1.5. Величина захода полиимидной защитной рамки на пассивацию кристалла должна быть не менее 10 мкм.(в готовом виде).
3.1.1.6. Расстояние между внутренними противоположными сторонами защитной полиимидной рамки должно соответствовать указанному в таблице 3.
3.1.1.7. Расстояние между КП кристалла и полиимидной опорной рамкой должно быть 50-200 мкм (в готовом виде)
3.1.1.8. В технически обоснованных случаях, допускается использование выводов в консольном варианте, при этом выводы должны выходить за пределы контактных площадок на 10-20 мкм.
3.1.2. Зона присоединения к плате.
3.1.2.1. Ширина выводов в зоне присоединения к плате, допустимые отклонения должны соответствовать таблице 5, а допустимые размеры фотошаблонов должны соответствовать данным, указанным в табл. 6.
3.1.2.2. Длина выводов в зоне присоединения на плату должна быть 500-1000 мкм, в зависимости от конкретной конструкции платы гибкой по согласованию с технологом.
3.1.2.3. Ширина реперного элемента £ 100мкм, длина реперного элемента 100-200 мкм.
Таблица 4
Размер КП на кристалле (мкм) |
Зазор между КП (мкм) |
Ширина вывода в КД на ПН (мкм) |
| 100 | ³ 60 | 100-40 |
| 120 | ³ 60 | 110-40 |
| 130 | ³ 70 | 120-50 |
| 140 | ³ 70 | 130-50 |
| 150 | ³ 70 | 130-50 |
Таблица 5
Шаг выводов (мкм) |
Ширина вывода в КД на ПН (мкм) |
0,5 0,625 |
+50 250 -10 |
0,625 |
+20 300 -40 |
Таблица 6
Ширина вывода в КД на |
Ширина вывода в для ГИ припуск |
информации (мкм) |
Ширина вывода лон и припуск |
на фотошаб- (мкм) |
ПН (мкм) |
Рулонная технология |
Кассетная технология |
Рулонная технология |
Кассетная технология |
+50 250 -10 |
300 (25 на сторону) |
320 (35 на сторону) |
300 ± 5 |
320 ± 5 |
+20 300 -40 |
320 (10 на сторону) |
340 (20 на сторону) |
320 ± 5 |
340 ± 5 |
3.3. Конструкция для крепления кристалла при ультразвуковой сварке.
При сборке микросхем с применением полиимидного носителя с облуженными Al выводами, после технологических процессов, таких как, ломка пластин на кристаллы, укладка кристаллов в тару и контроль внешнего вида, возникает необходимость присоединить полиимидные выводы (паучок) непосредственно к самому кристаллу.
Разработанный механизм перемещения позволяет зафиксировать сам кристалл на фиксаторе, сначала с помощью откачки воздуха из- под кристалла, а затем уже "губками", которые окончательно закрепляют кристалл с четырех сторон и не позволяют ему смещаться при механических нагрузках во время УЗС.
Предусмотрено перемещение закрепленного кристалла для проведения ультразвуковой сварки по трем координатам : x, y, z и по углу наклона.
Чертежи прилагаются.
ИССЛЕДОВАТЕЛЬСКАЯ ЧАСТЬ
Глава 4.
4.1. Анализ научно-технической информации по сварным узлам лепестковых выводов бескорпусных БИС.
Анализ научно-технической информации показал, что ведущие зарубежные фирмы считают наиболее перспективные для сборки многовыводных СБИС и активно внедряют метод автоматической сборки на ленточном носителе (АСЛН). Существует два основных варианта этого метода:
1- с использованием группового присоединения золотых контактных столбиков на контактных площадках кристаллов к медным многовыводным рамкам на гибком ленточном носителе;
2- с использованием присоединения алюминиевых контактных площадок к алюминиевым многовыводным рамкам на ленточном носителе сваркой.
Зарубежные фирмы, главным образом Японские , используют в основном 1-ый вариант. Фирма National (США) применяет метод АСЛП на основе однослойной медной ленты с контактными выступами.
Непрерывное совершенствование процессов присоединения лепестковых выводов к контактным площадкам кристаллов позволяет создавать схемы с количеством выводов до 500 и более. При этом лепестки монтируются на кристалл с шагом 0.2 мм и менее при ширине лепестка 65-100 мкм. Основной метод присоединения - групповая пайка медных луженых выводов к золотым выступам на кристалле импульсно нагретым инструментом. в меньшей степени используется термокомпрессионная сварка двухслойных золоченых выводов к золотым выступом на кристалле . только в отдельных случаях используются алюминиевые лепестки, привариваемые к алюминиевым контактным площадкам на кристалле.
Реализация бескорпусных ИС на базе использования гибкого носителя системы выводов типа алюминий-полиимид и медь-диэлектрическая пленка позволяет повысить надежность соединений и устойчивость конструкции в целом к воздействию специальных факторов. анализ надежности бескорпусных БИС на гибком носителе проводился в ряде работ, в том числе и исследования напряженного состояния сварных соединений м сборочных узлов при их монтаже в устройства РЭА.
С целью повышения надежности при монтаже кристаллов со столбиковыми выводами на подложки используют различные конструктивные решения с целью компенсации разницы в коэффициентах термического расширения.
Например, при монтаже кристаллов с матричным расположением выводов используют составные столбики припоя, сформированные на полиимидных пленках.
Повышение качества и надежности соединений лепестковых выводов во многом определяется правильным методом и параметров монтажа соединений. Так, например, при групповом монтаже лепестковых выводов постоянно или импульсно нагреваемым инструментом на столбиковые выводы кристаллов ИС требуется обязательное программирование усилие сжатия при сварке или пайке. это особенно важно, если ведется сварка, например Au-Au, или сварка-пайка с малыми толщинами припоя на рамках выводов. Оптимальная прочность соединений обеспечивается при определенных сочетаниях температуры нагрева инструмента и усилия. См рис 6.
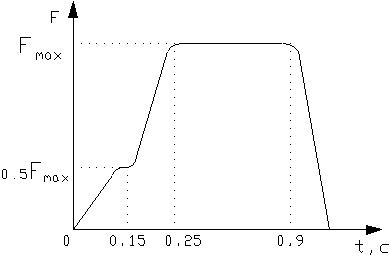
рис. 6
Сварка ультразвуком относится к высокоскоростному процессу пластической деформации, соизмеримому с процессом листовой прокатки или ковки (2-5 м/сек). такие процессы сопровождаются выделением большого количества тепла, приводящего к росту температуры контактирующих тел.
4.2. Оценка напряжений в сварных соединениях бескорпусных БИС.
Качество и эксплуатационная надежность сварных узлов при монтаже лепестковых выводов на кристалл и на подложку ГИС будут предопределяется их конструктивным исполнением, методом монтажа и уровнем напряжений, возникающих в сварных или паянных соединениях.
Рассмотрим конструктивное исполнение присоединения кристалла с точки зрения возникающих в нем напряжений.
В случае присоединения кристалла с балочными выводами напряжения в выводах (лепестках) определяются по формуле
sл =Ел /l л *(bкр *aкр *DTкр +2*l л *aл *DTл -l *aп *DTп )
Где sл - напряжения растяжения в лепестке; Ел - модуль Юнга материала лепестка; aкр, aл, aп - коэффициенты линейного расширения материала кристалла, лепестка и подложки при монтаже и эксплуатации. См. рис 7

рис. 7
1 - кристалл ; 2 - лепестковые выводы
4.3. Конструктивное исполнение сварных узлов.
При монтаже лепестковых выводов на кристалл от конструктивного исполнения и правильного выбора размеров в большой степени будет зависеть эксплуатационная надежность изделий.
При сварке лепесткового вывода к кристаллу БИС, одним из вариантов может быть схема, представленная на рис. 8 В этом случае алюминиевый вывод закреплен на полиимидных рамках (внутренней и внешней частью относительно сварного соединения).
При такой конструкции имеются ограничения минимального размера " l ", который выбирается исходя из относительного допустимого удлинения материала вывода при растяжении ( Dl ). В этом случае оценка минимального размера " l ", проводится по формуле:
dП + 0,5*dAl
l МИН = --------------
D l *(2+D l)
где : l МИН - минимальная длина вывода;
dП , dAl - толщина пленки и алюминия;
D l - относительное удлинение материала вывода.
При монтаже лепестковых выводов,жестко закрепленных в полиимидной рамке, групповой импульсной пайкой на столбиковые выступы кристалла, расчетная формула выглядит так :
lЛ ³ (EЛ * bкр /2)*(aкр *DTкр )/((2*tСР *hСМ /sл )-EЛ *aЛ *DTЛ
где : EЛ , tСР , aЛ - модуль упругости, допустимое напряжение
среза, коэффициент линейного расширения материала вывода;
hСМ , sл - высота столбика и толщина вывода;
DTкр , DTЛ - температура нагрева кристалла и лепестка
bкр - размер кристалла.

рис. 8
1 - алюминиевый вывод; 2 - внутренняя полиимидная рамка;
3 - кристалл; 4 - наружная полиимидная рамка.
Рассмотрим зависимость прочности сварного соединения от Æ сварного инструмента и расстояния от КП до защитного кольца.
На рис. ... приведены зависимости P=f(l) для случаев использования сварочных инструментов с рабочим торцом Æ100, 130 мкм. Согласно рисунку 9 при l=30 мкм (Æ100) прочность стабилизируется, однако, окончательная стабилизация прочности наступает при l=40-50 мкм, т.к. при l=30 мкм имеет место отрыв по месту сварки в 50% случаев, из-за напряженного состояния узла.
При размере торца сварочного инструмента Æ130 мкм при l=30 мкм еще сказывается эффект "подреза", и превышение средней прочности сварных соединений при l=60 мкм объясняется увеличением зоны взаимодействия.
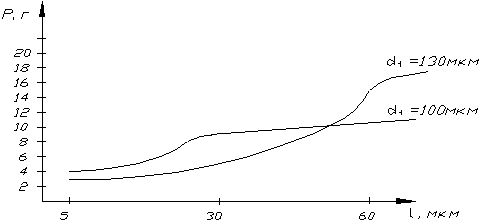 рис. 9
рис. 9
4.4. Расчет оптимальной рабочей длины балки в зависимости от толщины полиимида и толщины фольги.
4.5. Технологические рекомендации по выполнению сварных узлов бескорпусных БИС.
Прочностные характеристики и уровень надежности сварных и паянных соединений зависят в большей степени от правильного выбора сварного или паянного соединения, уровня и характера деформирования зоны сварки, сочетания соединяемых материалов.
При сварке плоских выводов на контактные площадки кристаллов БИС прочность соединения зависит от характера деформации. Наиболее высокой прочностью обладает сварное соединение с ребрами жесткости. Такой вид наиболее оптимален при ограниченной ширине вывода. Вид сварной точки с оптимальным соотношением размеров, выполненной ультразвуковой сваркой, показан на рис.11.
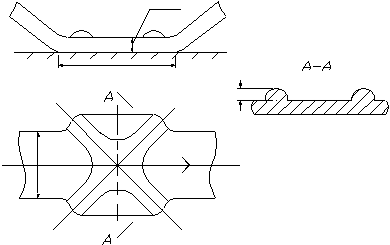
рис. 11
LСОЕД = (2..4)dЛ ;
BК = dЛ
RК = 0,5*dЛ ;
hСОЕД = (0,5..0,7)*dЛ
При монтаже лепестковых выводов на контактные площадки кристалла для снижения механических напряжений, возникающих из-за неравномерного деформирования и возможного смещения защитных полиимидных рамок необходимо проводить сварку выводов в определенной последовательности - рис. 12.
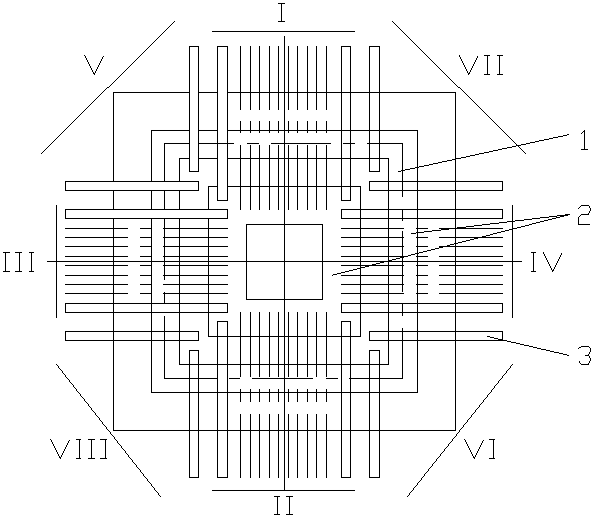
рис. 12
1 - кристалл ;
2 - защитные полиимидные рамки ;
3 - алюминиевые выводы .
I - VIII - последовательность сварки
При ультразвуковой сварке плоских выводов с контактными площадками подложек для получения оптимальной прочности соединения необходимо правильно выбирать размеры инструмента и величину деформации вывода. Оптимальными являются следующие соотношения :
Du = dСОЕД = (0,37...0,4)*bЛ
hДЕФ = (0,4...0,5)* dЛ
С ³ dСОЕД
где : Du - диаметр инструмента;
bЛ - ширина лепестка;
hДЕФ - величина деформации вывода по толщине;
dЛ - толщина лепестка;
С - расстояние от конца вывода до центра точки.
Параметры режима ультразвуковой сварки лепестковых выводов на плату оптимизируются на основе уравнения регрессии для конкретного типоразмера соединения. За оптимальные параметры можно принять : удельное давление 22 - 30 Н/мм2 ; длительность импульса 50 - 60 мс; мощность ультразвуковых колебаний подбирается экспериментально.
Итак, общие технологические рекомендации по сварке выглядят следующим образом :
минимальная длина алюминиевого вывода должна
29-04-2015, 03:08