Тосм. = 6 * 11 = 66 (ч.)
5. Плановый фонд времени
Тплан. = Треж.пл. – (Трем. + Тосм. )
Тплан. = 3 718,8 – 66 = 3 652,8 (ч.)
6. Основной фонд времени работы оборудования
Тосн. = Тплан. – Т техн.ост .
где Ттехн.ост. – время технологических остановок, определяется по нормативному проценту от планового фонда времени
Тосн. = 3 652,8 – 3 652,8*3,8/100 = 3 514 (ч.)
7. Время печати тиража
Тпеч.тир. = N ст. * t печ.
где Nст . – средняя тиражность в тыс. л.-отт., tпеч. – время на печать 1 тыс. л.-отт. Причем tпеч. должна быть с учетом следующих факторов:
% сложности продукции = 14%
% выполнения норм основными рабочими, т.о. время печати одного тиража равно 11,8 мин = 0,197 ч., тогда
t печ. = 0,197 * 1,14/1,18 = 0,190 (ч.)
Тпеч.тир. = 38 * 0,190 = 7,22 (ч.)
8. Время изготовления одного тиража
Т изг.тир. = Т печ.тир. + Т припр.тир.
где Т припр.тир. – время приправки одного тиража с учетом сложности по плану. Т.о., время приправки одного тиража равно 90 мин = 1,5 ч., а с учетом % сложности на приправку:
Т припр.тир. = 1,5 * 1,14/1,18 = 1,45 (ч.)
Т изг.тир. = 7,22 + 1,45 = 8,67 (ч.)
9. Количество приправок
К приправ = Т осн. / Т изг.тир.
К приправ = 3 514/8,67 = 405
10. Годовое время приправок
Т припр. = К приправ * t припр.тир.
Т припр. = 405 * 1,45 = 587,4 (ч.)
11. Годовое время на печать
Т печ. = Т осн. – Т припр.
Т печ. = 3 514 – 587,4 = 2 926,6 (ч.)
12. Годовое количество прогонов
К прог = Т печ. / t печ.
К прог = 2 926,6 / 0,190 = 15 403,1 (тыс. л-отт.)
13. Годовое количество краско-прогонов определяется в зависимости от красочности издания:
Ккр-прог = 15 403,1 * 2 = 30 806,2 (тыс. кр-отт.)
14. Годовое количество тысяч физических краско-оттисков за вычетом % технических отходов, который равен 4%
Кгод.прог = 30 806,2 – 30 806,2*0,04 = 29 573,9 (тыс. физ. кр-отт.)
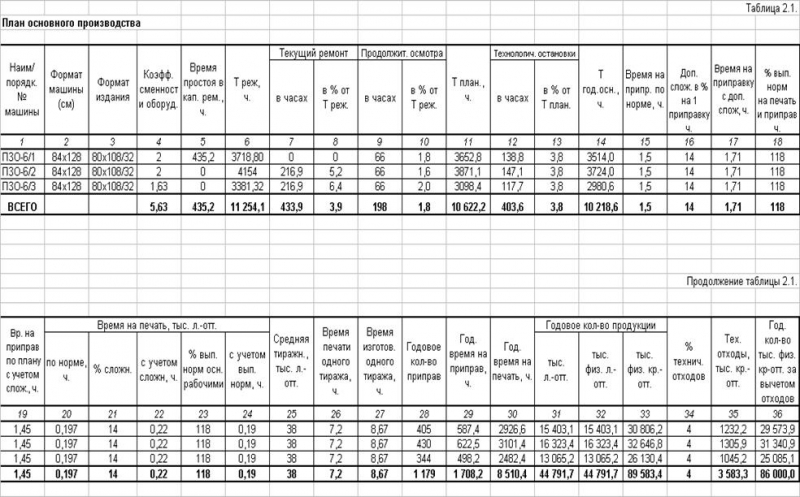
Далее необходимо произвести расчет годовой производственной программы машины ПЗО-6/2, которая идет только в текущий ремонт. Расчет производится по тем же формулам. План основного производства представлен в таблице 2.1.
В результате расчетов годовая производственная номинальная мощность печатной машины ПЗО-6/1, направляемой в капитальный ремонт, составила 29 573,9 тыс. физ. листов-оттисков, а машины, направляемой в текущий ремонт – 31 340,9 тыс. физ. листов-оттисков. В сумме за год машины №1 и №2 произведут 60 914,9 тыс. физ. листов-оттисков. Для осуществления производственной программы на 2004г. в 86 000 тыс. физических листов-оттисков необходимо напечатать еще 25 085,1 тыс. физ. листов-оттисков. Разделив этот остаток на годовой объем продукции машины ПЗО-6/2, идущей в текущий ремонт, получаем, что для выполнения годовой производственной программы в цехе необходимо установить еще одну листовую офсетную двухкрасочную печатную машину ПЗО-6/3. Эта машина будет работать с коэффициентов сменности равной 1,63, т.е. не полные 2 рабочие смены, и, таким образом, машина за год произведет еще 25 085,1 тыс. физ. листов-оттисков.
Таким образом, для производства годового объема 86 миллионов физических листов-оттисков, планируемого к выпуску 2004г., предприятию потребуется 3 машины ПЗО-6, одна из которых направляется в капитальный ремонт, остальные – в текущий ремонт.
3. РАСЧЕТ ЧИСЛЕННОСТИ ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ РАБОЧИХ И ИХ ЗАРАБОТНОЙ ПЛАТЫ
3.1. Расчет необходимой численности основных производственных рабочих.
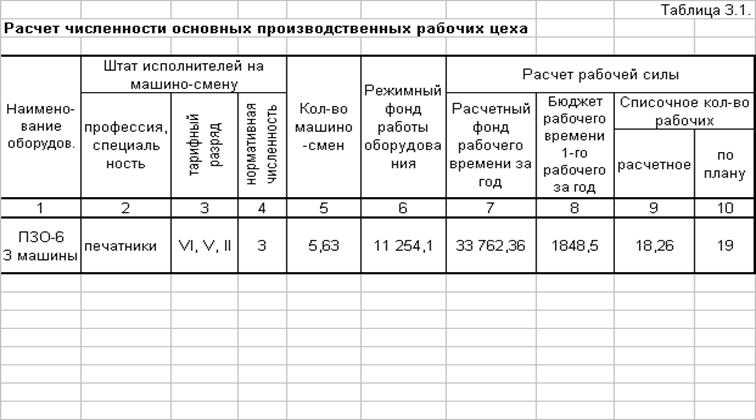
Одним из методов определения потребности в основных производственных рабочих является расчет исходя из уровня выработки и объема производственной программы. Для обеспечения производственной программы в 86 000 тыс. физ. л.-отт. предприятию необходимо 3 печатные машины ПЗО-6, для обеспечения работы одной машины требуется бригада численностью 3 человека: 1 печатник VI разряда, 1 печатник V разряда и помощник печатника II разряда.
При расчете численности основных производственных рабочих необходимо учесть загрузку печатных машин и планируемые неявки рабочих, которые составляют 11%.
Расчет представлен в таблице 3.1. и выполнен, исходя из двухсменного режима работы оборудования ПЗО-6 в 4 154 ч. Отсюда следует, что номинальный фонд времени работы одного рабочего составит 2 077 ч.
Расчет производился по формулам:
1. Расчетный фонд рабочего времени за год
Т раб.вр. = Кбр. * Треж.
где Кбр. – нормативная численность бригады для обслуживания одной машины, по условию нормативная численность бригады = 3; Треж.общ. – режимный фонд работы оборудования, установленного в цехе, режимный фонд времени всего оборудования, установленного в цехе составляет сумму Треж. ПЗО-6/1, ПЗО-6/2 и ПЗО-6/3 и равно 11 254,1 ч.
Т раб.вр. = 3 * 11 254,1 = 33 762,3 (ч.)
2. Бюджет рабочего времени одного рабочего за год
Тном. = Тном. – Тнеяв.
где Тном. – режимный фонд времени работы оборудования при работе в одну смену; Тнеяв. – планируемые неявки рабочих, определяются по нормативному проценту от режимного фонда времени = 11%.
Тном. = 2 077 – 2 077 * 11/100 = 1 848,5 (ч.)
3. Расчетное списочное количество рабочих
Кр.с. (сп.) = Траб.вр. / Тном.
Кр.с. (сп.) = 33 762,3 / 1 848,5 = 18,26 (чел.)
Таким образом, согласно расчету расчетное списочное количество рабочих составило 18,26, соответственно, планируется списочное количество рабочих равным 19 человек.
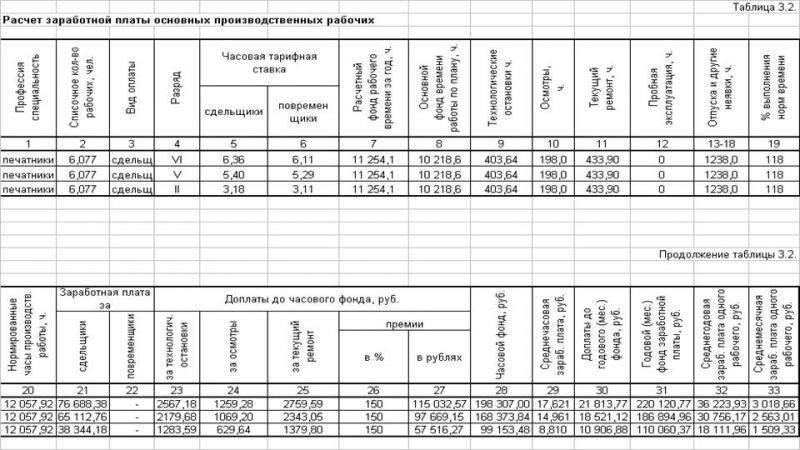
3.2. Расчет заработной платы основных производственных рабочих.
После определения потребности в численности основных производственных рабочих необходимо рассчитать фонд заработной платы по отдельным подразделениям предприятия, категориям работников. Данный расчет можно посмотреть в таблице 3.2.
При расчете представленной таблицы использовались следующие формулы:
1. Заработная плата сдельщика за основную работу
З/Псд. = Счас. * Тнорм.
Где Счас. – часовая тарифная ставка сдельщика (сдельная часовая тарифная ставка печатника VI разряда = 6,36 руб., V разряда = 5,40 руб. и II разряда = 3,18 руб.); Тнорм. – нормируемые часы производственной работы.
Нормированные часы производственной работы определяются как основной фонд времени работы по плану (10 218,6 ч.) с учетом % выполнения норм основными рабочими (118%).
Тнорм. = 10 218,6 * 18/100 = 12 057,92 (ч.)
З/Псд. VI разряда = 6,36 * 12 057,92 = 76 688,38 (руб.)
Таким же образом, производится расчет сдельной заработной платы печатников VI и II разрядов.
2. На каждом предприятии в состав фонда заработной платы основных производственных рабочих включены доплаты до часового фонда за технические остановки, за осмотры, за текущий ремонт. Доплаты до часового фонда определяются по формулам:
2.1. за технические остановки
Дтех.ост. = Счас. * Ттех.ост.
где Ттех.ост. – время технологических остановок, которые были определены в плане основного производства, Ттехн.ост. = 403,64 ч.
Дтех.ост. VI разряда = 6,36 * 403,64 = 2 567,18 (руб.)
2.2. за осмотры
Д.осм. = Счас. * Тосм.
где Тосм. – время осмотров, которые были определены в плане основного производства, Тосм. = 198,0 ч.
Досм. VI разряда = 6,36 * 198,0 = 1 259,28 (руб.)
2.3. за текущий ремонт
Дтек.рем. = Счас. * Ттек.рем.
где Ттек.рем. – время текущего ремонта, которое было определено в плане основного производства, Ттек.рем. = 433,9 ч.
Дтек.рем. VI разряда = 6,36 * 433,9 = 2 759, 59 (руб.)
3. Часовой фонд
ЧФ = З/Псд. + Дтех.ост. + Д.осм. + Дтек.рем. + П
где П – премии в рублях, по условию П = 150% от Псд. , отсюда премия равна
П = 76 688,38 * 150/100 = 115 032,57 (руб.)
ЧФ VI разряда = 76 688,38 + 2 567,18 + 1 259,28 + 2 759, 59 + 115 032,57 = 198 307,00 (руб.)
4. Среднечасовая заработная плата
З/Пср.час. = ЧФ/Треж.общ.
где Треж.общ. – режимный (расчетный) фонд времени работы всего оборудования, который составил 11 254,1 ч.
З/Пср.час. VI разряда = 198 307 / 11 254,1 = 17,62 (руб.)
5. Доплаты до годового фонда
Дг.ф. = Н * З/Пср.час.
где Н – отпуска и другие неявки, которые определяются в процентном соотношении (11%) от Треж.общ.
Н = 0,11 * 11 254,1 = 1 238 (ч.)
Дг.ф. VI разряда = 1 238 * 17,62 = 21 813,7 (руб.)
6. Годовой фонд заработной платы
ФЗПг. = ЧФ + Дт.ф.
ФЗПг. VI разряда = 198 307,00 + 21 813,7 = 220 120,7 (руб.)
7. Среднегодовая заработная плата одного рабочего
З/П ср.г. = ФЗПг. / Кр.с. (сп.)
где Кр.с. (сп.) – списочное количество рабочих, следовательно,
Кр.с. VI разряда (сп.) = 18,26 / 3 = 6,077 (чел.)
З/П ср.г. VI разряда = 220 120,77 / 6,077 = 36 223,93 (руб.)
8. Среднемесячная заработная плата одного рабочего
З/Пср.мес. = З/Пср.г. / 12
З/Пср.мес. VI разряда = 36 223,93 / 12 = 3 018,66 (руб.)
После проведения расчетов заработной платы печатников VI разряда необходимо определить те же показатели для рабочих V и II разрядов, используя ту же схему расчета.
В результате полностью проведенных расчетов средняя месячная заработная плата рабочего VI разряда составила 3 018,66 руб.; рабочего V разряда = 2 563,01 руб.; рабочего II разряда = 1 509,33 руб.
4. ОСНОВНЫЕ НАПРАВЛЕНИЯ УВЕЛИЧЕНИЯ ОБЪЕМА ПРОДУКЦИИ, ВЫПУСКАЕМОЙ В ДАННОМ ЦЕХЕ И КОНКРЕТНЫЕ МЕРОПРИЯТИЯ, ПРЕДЛАГАЕМЫЕ В ПРОЕКТЕ
Цели каждого руководителя полиграфического предприятия – это получение прибыли, увеличение объема выпуска продукции, уменьшение издержек на производство и реализацию произведенной продукции и эффективное использование производственной мощности.
Производственная мощность – это максимально возможный выпуск продукции при наиболее полном использовании имеющегося оборудования, прогрессивной технологии, современных форм управления и организации труда.
Годовая производственная мощность зависит от следующих факторов:
1) количество и качество действующего оборудования;
2) принятый режим работы оборудования (сменность, прерывное или непрерывное производство);
3) номенклатура и ассортимент выпускаемой продукции;
4) трудоемкость производственной продукции;
5) уровень организации труда и производства;
6) уровень внутризаводской и межзаводской специализации и кооперации;
7) максимально возможная производительность труда каждой единицы оборудования.
Данные факторы позволяют предпринимателю улучшить эффективность использования производственной мощности предприятия, а также спланировать с определенной точностью возможные отклонения, которые могут возникнуть в процессе производства.
Базовая формула для расчета технологической мощности печатной машины:
Мпр. = Тполезн. * Нчас.
где Мпр. – годовая производственная мощность единицы оборудования; Тполезн. – время полезной работы оборудования в течение года; Нчас. – часовая производительность машины.
Исходя из данных показателей применяются два основных направления улучшения использования технологической мощности оборудования, а, следовательно, и увеличения объема выпуска продукции:
- увеличение фонда времени полезной работы оборудования;
- повышение часовой производительности машины.
Первое направление менее эффективно, так как полезное время работы оборудования ограничено количеством рабочих дней в году, реальным коэффициентом сменности, продолжительностью смены, перерывами в работе: на ремонт, осмотр, технологические остановки.
Второе направление – эффективное, и возможны несколько вариантов развития:
- повышение эксплуатационной скорости работы оборудования;
- увеличение учетных единиц продукции, получаемый за один производственный цикл.
Это направление практически не ограничено. Наиболее эффективным вариантом является повышение скорости работы оборудования. Она зависит от технических характеристик оборудования, квалификации рабочих, от качества бумаги и материалов, от степени и своевременности их подготовки к процессу производства, от качества и своевременности выполнения ремонтных работ и текущего обслуживания оборудования.
Улучшение по всем этим показателям отражается в таких показателях как % выполнения норм на приправку и печать и часовая выработка.
4.1. Мероприятия по улучшению эффективности использования оборудования.
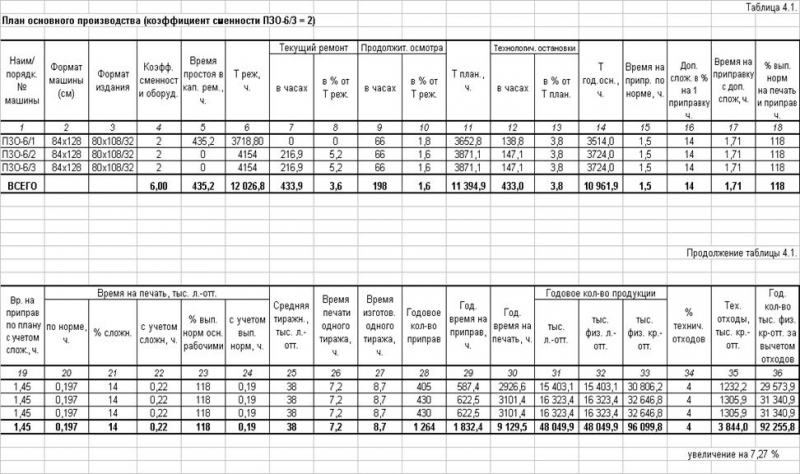
1) План основного производства выявил, что машина ПЗО-6/3 загружена не полностью и работает с коэффициентом сменности 1,63. Это говорит о том, что возможно увеличить количество выпускаемой продукции на ПЗО-6/3 путем работы печатной машины в две смены, т.е. с коэффициентом сменности равным 2. Данный расчет представлен в таблице 4.1.
В результате определено, что при К=2 печатной машины ПЗО-6/3 годовое количество тысяч физических кр.-отт. увеличится на 6 255,8 тыс. физ. кр.-отт., что на 7,27% больше годового объема выпуска продукции, планируемого к выпуску в 2004г.
Другим способом увеличения объема выпускаемой продукции является увеличение мощности печатных машин по следующим показателям:
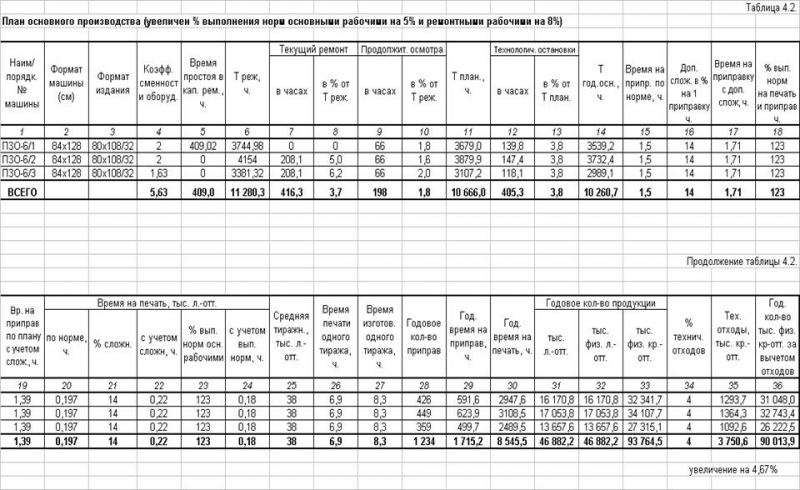
2) Увеличение процента выполнения норм основными рабочими на 5%, ремонтными рабочими – на 8%. Данный расчет представлен в таблице 4.2. В этом случае получается, что годовой объем выпуска продукции увеличивается на 4 013,9 тыс. физ. кр.-отт. или на 4,67% от плана основного производства на 2004г.
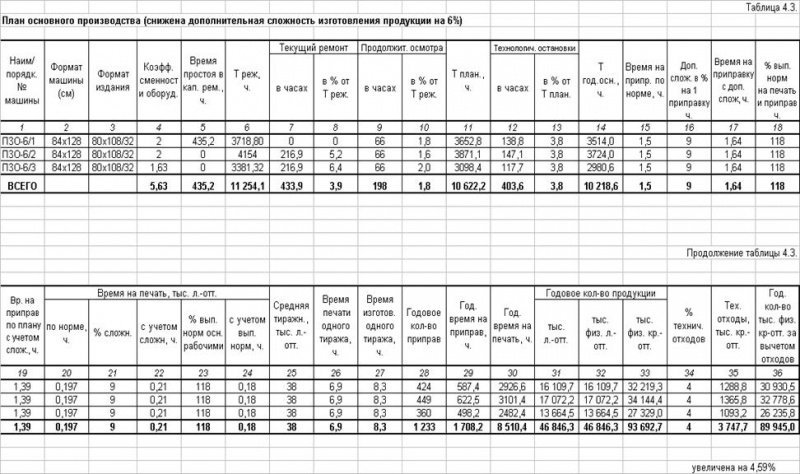
3) Снижение дополнительной сложности изготовления продукции на 6%. См. табл. 4.3. В результате увеличение годового количества выпускаемой продукции в натуральном выражении составил 89 945,0 тыс. физ. кр.-отт., что на 4,59% больше основного плана производства.
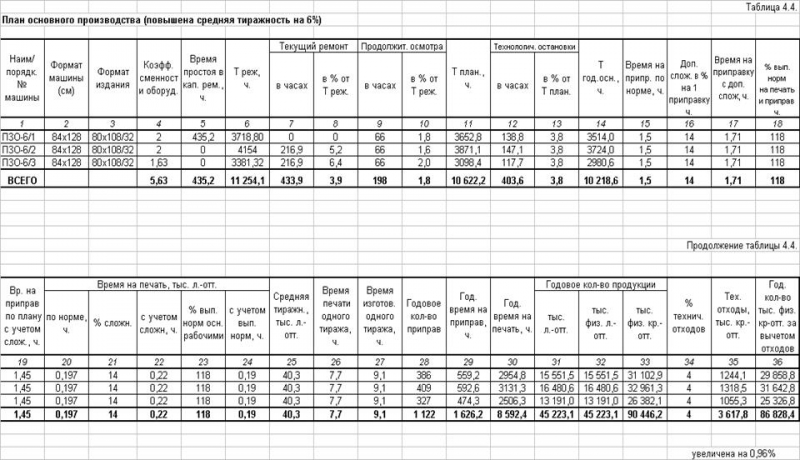
4) Повышение средней тиражности на 6%. Расчет представлен в таблице 4.4. Данный расчет показал наименьший эффект от проведенных мероприятий, годовое количество продукции увеличилось на 828,4 тыс. физ. кр.-отт., что на 0,96% превышает основной план.
При анализе полученных результатов можно сказать, что наиболее эффективно увеличение производственной мощности при работе всех машин с коэффициентом сменности равным 2 (см. табл. 4.1.); при работе печатных машин с вышеуказанным коэффициентом сменности, достигается наибольший объем производства продукции на 7,27%. Этот способ необходимо применять в том случае, когда планируется большая загрузка цеха в связи с появлением срочных или внеплановых заказов.
Также существенно (на 4,67%) влияют показатели увеличения процента выполнения норм основными и ремонтными рабочими. В данном случае руководству полиграфического предприятия необходимо применять мероприятия по увеличению эффективности организации труда. Это может происходить различными методами, например, повышение квалификации работников, проведение обучение, применение методов мотивации и стимулирования труда работников, проведение ремонтных работ оборудования в установленные сроки, проведение профилактических мероприятий, улучшение качества применяемых материалов: краски и бумаги, своевременная их подготовка к работе. Любой способ может улучшить картину эффективности мощности производства.
На 4,59% улучшится показатель объема выпускаемой продукции при снижении ее дополнительной сложности. Этот показатель говорит о снижении трудоемкости производства продукции. Имеет смысл учитывать данный показатель при приеме заказа от клиента и заключать договор по реальным условиям изготовления продукции.
И последний показатель, повышение средней тиражности практически не влияет на общую картину, т.к. повышается время печати одного тиража на 7,7%, и хотя сокращается годовое время приправок, это не позволяет выйти на высокие результаты.
ЗАКЛЮЧЕНИЕ
Таким образом, объективно видно, что составление бизнес-плана - очень трудоемкое и ответственное дело. Необходимость соблюдения взаимосвязи между разделами, которые очевидны даже при кратком ознакомлении с разделами ставят перед предприятием проблему выбора тех, кто должен составлять этот документ.
Многие зарубежные банки и инвестиционные фирмы вообще отказываются рассматривать заявки на выделение средств, если становится известно, что бизнес-план был с начала и до конца составлен консультантом со стороны, а руководителем лишь подписан. Это объясняется тем, что инвестор отчетливо понимает, что если руководитель фирмы и ее специалисты не могут сами сделать бизнес-план, то уж дело они тем более не смогут поставить. При этом, включаясь в работу лично, руководитель как бы моделирует свою будущую деятельность, проверяя на крепость и сам замысел, и себя - хватит ли у него сил довести дело до успеха и двигаться дальше. Конечно же, это не означает, что надо отказываться от услуг консультантов, наоборот, привлечение экспертов весьма приветствуется инвесторами.
К тому же в настоящее время появились специальные компьютерные программы для разработки бизнес-плана. Среди таких программных средств можно выделить программу ProjectExpertforWindows (BizPlanner, версия 4.2.). Данный пакет разработан в 1992 - 1995 гг. российской компанией, что отрадно, PRO-INVEST-CONSULTING. При этом данная программа наиболее подходит для российских условий (позволяет учитывать инфляцию, изменение ставок налогооблажения и введение новых налогов).
Хотя бизнес-план - документ, общепринятый в большинстве стран с развитой рыночной экономикой, у нас понятие бизнес-плана впервые появилось в августе 1991 г., когда в еженедельнике "Экономика и жизнь" были опубликованы три статьи "Ваша путеводная звезда - бизнес-план".
В настоящее время едва ли не каждая российская компания хотя бы раз занималась составлением бизнес-плана. В подавляющем большинстве случаев к этому вынуждает желание привлечь внешние (как правило, иностранные) инвестиции. Характерно, что в подавляющем же большинстве случаев такие попытки бывают безуспешными.
И пора перестать ссылаться на неблагоприятный инвестиционный климат. Во-первых, и в таком климате кое-кому удается использовать для развития чужие деньги. Во-вторых, в число составляющих инвестиционного климата входит и бизнес-планирование, при чем в отличие от более глобальных проблем (общая экономическая ситуация, правовое пространство) этот вопрос вполне умещается в компетенцию руководства каждой отдельной компанией.
СПИСОК ЛИТЕРАТУРЫ
1. А.С. Пелих. Бизнес-план или как организовать собственный бизнес. – М.: Ось-89, 2001.
2. Бизнес-план. Под редакцией профессора Р.Г. Маниловского, М.: Финансы и статистика, 2000.
3. Справочник директора предприятия. М. 2001.
4. Бизнес-план (методические материалы). М.: Финансы и статистика, 2002.
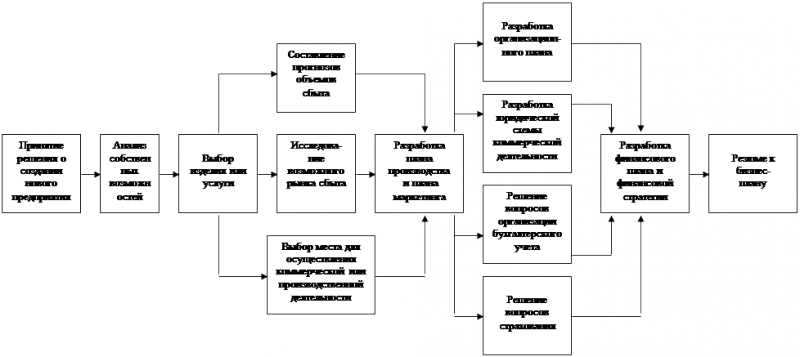
Рис. 1.2. Последовательность составления бизнес-плана
 |
 |
29-04-2015, 03:45