Выпускаемые оконные и балконные дверные блоки маркируют. Марка состоит из буквенных индексов и двух двузначных цифр обозначающих высоту и ширину проема в дециметрах. Буквенные индексы обозначают следующее: ОС—оконный блок со спаренными переплетами; ОР—оконный блок с раздельными переплетами; БС—балконный дверной блок со спаренными полотнами; БР—то же с раздельными
 |
полотнами. Оконные блоки с равными створ-коми без форточек для жилых зданий и трехстворчатые для общественных зданий без фрамуг обозначают буквой А в конце марки. Оконные и дверные балконные блоки с форточками или фрамугами обозначают в конце марки дополнительными буквенными индексами: В — с форточкой или верхней фрамугой, Г — с верхней и нижней фрамугами, Е — с нижней фрамугой. Трехстворчатые оконные блоки с верхней фрамугой для общественных зданий обозначают в конце марки буквой И. Размеры оконных проемов для жилых и общественных зданий соответствуют модулю 1М, равному 100 мм. Основные размеры проемов решены в укрупненном модуле ЗМ (300 мм). Высота проемов для жилых зданий принята равной 12М (1200 мм) и 15 М (1500 мм); для общественных зданий—18М (1800 мм) и 21М (2100 мм). Ширина проемов принята 5М, 9М, 12М, 14М, 15М, 18М, 21М для жилых зданий и 9М, |
12М, 18М, 21М, 24М и 27М для общественных зданий.
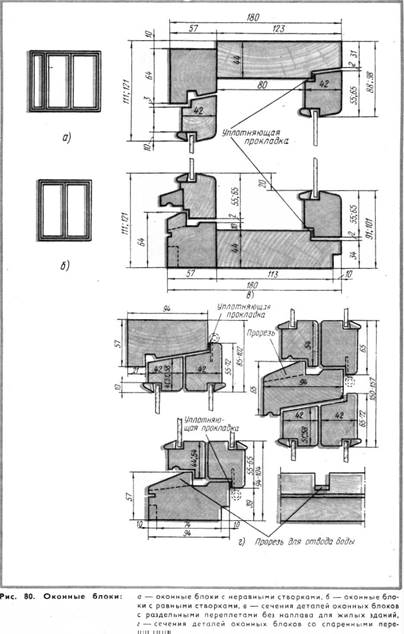
В оконных блоках со спаренными переплетами толщина наружной и внутренней створок одинаковая—42 мм, что упрощает технологию их производства.
В связи с тем, что оконные блоки серии С можно изготовлять без импоста, створки делают с правым притвором. Для обеспечения прочности навески больших размеров створок, створки спаренных оконных переплетов высотой более 1400 мм или шириной свыше 800 мм при высоте более 1000 мм навешивают на три петли — две верхние и одну нижнюю. Остальные створки навешивают на две петли. Дверные балконные полотна навешивают на три петли, располагаемые равномерно по высоте полотна. Оконные и дверные балконные блоки для жилых зданий остекляют стеклом толщиной 2,5—-3 мм, а для общественных зданий — толщиной 3—4 мм.
Для снижения воздухопроницаемости по периметру притвора в переплетах устанавливают уплотняющие прокладки из шерстяного шнура, пенополиуретана и др. Прокладки должны быть упругими, прочными, свето- и морозостойкими, долговечными. Пенополиуретановые прокладки приклеивают клеем повышенной водостойкости (КН-2, № 88). Шерстяной шнур крепят к наплаву мелкими оцинкованными гвоздями длиной 10—15 мм с шагом 150—200 мм. Чтобы не смять шнур, гвозди забивают в край его, сохраняя по всему периметру створки равномерную толщину шнура. При установке шнур не следует сильно натягивать, так как он от этого вытягивается и теряет свои упругие свойства.
Оконные блоки деревянные со спаренными створками, вращающимися на средних осях, для гражданских зданий подразделяются на два типа: вращающиеся на средних горизонтальных осях — среднеподвесные ОСГ, имеющие дополнительно вентиляционные клапаны или верхние фрамуги, и окна со створками, вращающимися на средних вертикальных осях, —среднеповоротные ОСВ.
Окна среднеповоротные ОСВ для проемов 18М . 21М и шириной 15М без ф рамуг дают возможность делать сплошное ленточное осте кление в зданиях каркасной конструкции с двухрядной разрезкой навесных панелей.
Окна с проемом шириной 13,5М можно устанавливать рядом и этим самым заполнить проем шир иной 27М .
Для окон с клапанами принята ш ирина проема 12М , 15М , 18М , 21М, а высота 12М и 15М ; для остальных окон, в том числе и с фрамугами, ширина проема принята 13. 5М , 15М , 18М , 21М , высота 18М , 21М . Общий вид и сечения окон показаны на рис. 82.

Окно деревянные дл я зданий промышленных предприятий (ГОСТ 12506—67) предназначены для заполнения оконных проемов в зданиях л юбой этажности. По этому ГОСТу окна подразделяются на две серии: Н —с наружным открыванием створок, В—с внутренним открыванием створок.
Окна серии Н изготовляют без наплава с одинарными или со спаренными переплётами, серии В—с наплавом со спаренными переплетами.
В одноэтажных зданиях рекомендуется применять окна с наружным и внутренним открыванием створок, а в многоэтажных —с внутренним открыванием.
Оконные проемы в зданиях промышленных предприятий могут заполняться одним или несколькими оконными бл оками по высоте и ширине
Оконные блоки обозначают марками, состоящими из буквенных индексов и цифр. Буквенные индексы обозначают Н — наружное открывание , В — внутреннее открывание, С — спаренные переплеты
Цифра, стоящая после буквенн ых индексов, обозначает номер блока, а цифра, стоящая после дефиса, — ширину брусков коробок в миллиметрах. Например, марка оконного блока НС6-124 обозначает, что оконный блок наружного открывания, спаренной конструкции, типа 6 с шириной коробки 124 мм .
Оконные блоки при заполнении проемов по высоте одним бл оком имеют сл едующие размеры: серии Н —высоту 1164, 1764 мм, ширину 1461, 2966 и 4490 мм, серии В—высоту 1182, 1782 мм, ширину 1445, 2693, 2943 мм, а при заполнении по высоте нескол ькими блоками имеют ра змеры: серии Н — высоту 1164, 1764 мм, ширину 2966 и 4490 мм; серии В—высоту 1182, 1782 мм, ширину 2693, 2943 мм.
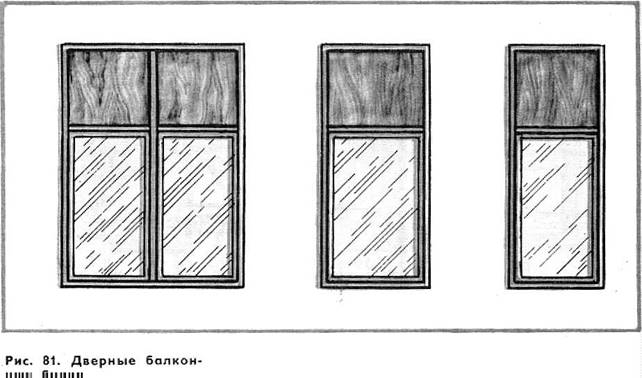
Дл я жилых и общественных з даний, возводимых в I и II под зонах Северной строительно-климатической зоны, а также для районов с расчетной температурой наружного воздуха -40°С и ниже (при соответствующем обосновании) применяют деревянные окна и балконные двери с тройным остеклением и тройным уплотнением притворов (ГОСТ 16289—70) (рис. 83). Для жилых зданий применяют окна одностворчатые с узкими створками высотой 863, 1163, 1463 мм и шириной 880, 1154, 1329, 1379, 1479, 2072 мм и окна с форточками – полустворками высотой 1163, 1463 мм и шириной 1154, 1329, 1379, 1479, 2072 и 2172 мм. |
 |
Дл я общественных зданий применяют окна высотой 1758 мм и шириной 875, 1150, 1350 и 1758 мм. Балконные двери для жилых и общественных зданий имеют высоту 2198, 2398 мм, ширину 700 и 875 мм.
Створки спаренных переплетов высотой более 1400 мм или шириной более 800 мм (при высоте более 1000 мм) навешивают но три петл и—две верхние и одну нижнюю, двери балконные — на три петли, располагаемые равномерно по высоте.
Для заполнения оконных проемов в животноводческих и птицеводческих зданиях применяют окна, изготовле нные по ГОСТ 16470—70. В соответствии с этим ГОСТом окна бывают: с одинарными переплетами — с глухим, наружным или внутренним открыванием створок, со спа ренными переплетами—с внутренним открыванием створок, с раздел ьными переплетами—с открыванием створок в разные стороны.
Изготовление и сборка оконных блоков с раздельными переплетами
Изготовляют столярные изделия, в том числе оконные блоки, в основном на деревообрабатывающих предприятиях. На этих предприятиях древесину обрабатывают на поточных и полуавтоматических линиях с применением специализированного оборудова ния.
На предприятиях с небольшим объемом производства оконные блоки изготовляют на поз иционных станках общего назначения.
Предусмотрено, что предприятия пол учают обрезные пиломатериалы, которые раскраивают на полуавтоматической линии для поперечного раскроя пиломатериалов. Она состоит из последовательно расположенных: роликового конвейера, круглопильного станка Ц ПА-40 (с механизированной подачей), конвейера, желоба, прирезного станка с гусеничной подачей ЦДК-4-2 и конвей ера. Пиломатериалы кладут на приводной роликовый конвейер, прижимают к направл яющей линейке и подают к упору, при этом пиломатериал, прижатый к упору, нажимает на кнопку, вмонтированную в нем, которая включает электродвигатель привода круглопильного станка для поперечного раскроя. Одновременно с этим останав ливается роликовый конвейер. Вместе с включением пилы подается суппорт с вращающ имся пильным диском и доски разрезаются. После торцовки суппорт пилы воз вращается в исходное положение и приводит в действие сбрасыватель, которым отрезанный кусок доски подается на ленточный конвейер. С торцованный кусок доски по ширине раскраивают на прирезном станке ЦДК-4-2.
Заготовки, полученные после раскроя досок, поступают на полуавтоматическую линию по обработке брусковых детал ей.
В линии по обработке брусковых деталей последовательно расположены фуговаль ный, че тырехсторонний продольно-фрезерный и шипорезный станки. Станки связаны между собой транспортными механизмами. Но этой линии обрабатывают бруски окон, коробки с четырех сторон с созданием профиля, а также зарезают шипы. На предприятиях, где нет таких линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках для поперечного раскроя ЦПА-40, а по ширине—на круглопильных станках для продольного раскроя ЦДК-4-2. При ра скрое пиломатериалов в первую очередь выкраивают длинные детали, бол ее короткие детали получают попутно или после отбраковки длинных детале й. Очень короткие детали (менее 500 мм) заготовляют в кратных размерах, так как их трудно обрабатыв ать короткими.
При раскрое по длине к заданному размеру нужно добавлять припуск на да льнейшую оторцовку (ГОСТ 7307—66).
Брусковые детали обрабатывают следующим образом. Пласти и кромки у покоробленных брусков фугуют на фуговальных станках, после чего их ф резеруют на четырехсторонних продольно-фрезерных станках. Детали оконных коробок с большим сечением фрезеруют на мощных станках С26-2.
Сучки заделывают после обработ ки деталей на линии, так как после обработки лучше видны дефектные места. На некоторых заводах сучки заделыва ют до обработки, — в результате деталь получается более чистой, так как пробки счищают в процессе обработки детали на продольно-фрезерном станке. Порядок заделки сучков (до ил и после фрезерования) зависит от местных условий завода. Заделывать сучки, трещины, червоточины, отколы и отщепы допускае тся только при условии тщательного выполнения работ с зачисткой мест заделки.
На тех заводах, где имеются четырехсторонние продольно-фрезерные станк и с пятью валами, бруски обвязки переплетов, отлив и нащельник можно заготовлять в кратных размерах по ширине, с тем, чтобы на станке одновременно обрабатывать по два бруска и, устанавли вая строгальную пилу на пятом горизонтальном валу, разрезать их после фрезерования по ширине.
Торцуют нащельники, отливы и раскладки по стеклу на универсальном станке или на специальном станке для усовки.
Пиломатериалы на бруски оконных коробок раскраивают на линии по раск рою заготовок, после чего их обрабатывают на позиционных станках.
Прошедшие обработку бруски створок, форточек, коробок выборочно пров еряют, а зате м передают на буферный склад для комплектации и временного хранения.
Сборка оконных блоков состоит из следующих операций: сборка оконных створок, форточек на клею; выдерживание склеенных створок и форточек, необходимое для схватывания клея; обработка по периметру; з ачистка или шлифование поверхностей: выборка паза под отлив; прорезка гнезд под петл и; постановка полупетель; пригонка форточек к створке и навеска на петли ; постановка отл ива и нащельников; сборка коробки; вгонка и навешивание створок в коробку.
Оконные створки, форточки, фрамуги и коробки собирают в сборочном станке (вайме). Предварительная сборка створок, фрамуг, форточек и коробок производится лишь в том случае, когда необходима подгонка брусков. Ее начи нают с внутренних бру сков, горбыльков, импостов, после чего собирают наружные обвязки.
Вязку брусков столярных изделий выполняют на клею с постановкой на углах сопряжений деревянных нагелей. Вместо деревянных нагелей ставят металлические, имеющие в сечении форму креста. Металлические нагели делают из мягкого металла, легко обрабатываемого даже рубанком. Нагели следует ставить заподлицо с плоскостью.
Отверстия под нагели выбирают электросверлилкой или коловоротом. На некоторых предприятиях отверстия под нагели выбирают сразу по двум или четырем углам специальным приспособлением (рис 85), состоящим из каркаса (рамы), уста навливаемого на станке по сборке окон. К стойкам каркаса крепят швеллеры10, по которым передвигается тележка 2 с кронштейнами 3, 4, причем к кронштейнам 3 шарнирно прикреплен рычаг 6, с помощью которого тележка 2 может двигаться вперед и назад.

К кронштейнам 4 прикреплены направляющие стаканы5, через которые проходят штоки9, соединенные шарнирно с рычагом 6. На штоках 9 распол ожена тра верса 8 с закрепленными на ней электросверлилками. Электросверлилки в зависимости от размеров расстояний между отверстиями могут передвигаться по траверсе.
Работающий рычагом 6 устанавливает электросверлилки в нужном положении над собираемой створкой, коробкой, затем опускает рычаг, и электросверлилки, также опускаясь, высверливают отверстия.
Собранные изделия укладывают на подстопное место для выдержки, необходимой для схватывания клея. В дальнейшую обработку изделие должно поступать только после схва тывания клея в шиповом соединении. Процесс сушки клеевого соединения можно ускорить, применяя токи высокой частоты в сборочном станке после обжатия брусков. Собранные створки, фрамуги и форточки должны иметь припуск до 2 мм на сторону для обработки по периметру и по толщине 0,5 мм для снятия провесов.
До вгонки (постановки) в коробки оконные створки, фрамуги, форточки обрабатыва ют по периметру для придания правильной геометрической формы. Одновременно с обработкой по периметру створки, фрамуги фальцуют, образуя четверть, необходимую для притвора. При обработке форточки по периметру создают профиль обработки, зеркальный профил ю брусков и горбыльку, чтобы при постановке форточки на место она точно подходила к профилю брусков и горбыльку.
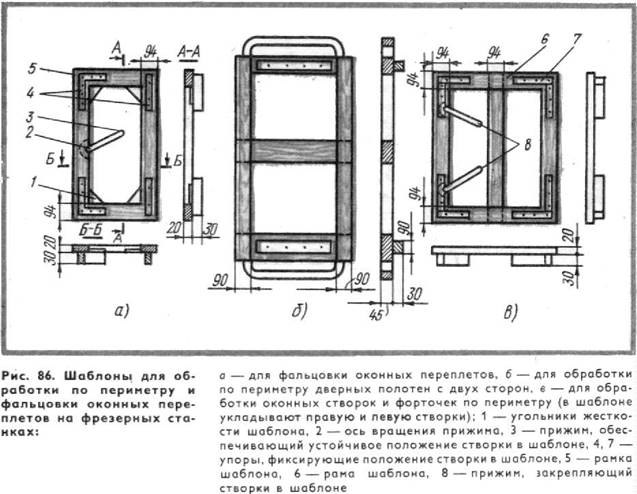
Створки, фрамуги и другие детали на небольших предприятиях по периметру обрабатывают на фрезерных станках с применением шаблонов (рис 86) На более крупных предприятиях створки, фрамуги обрабатывают на линиях.
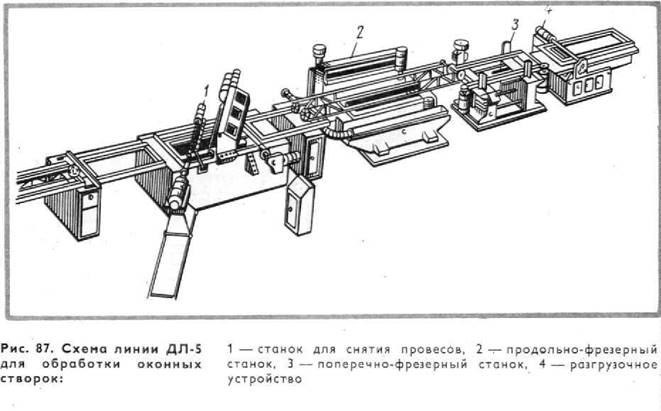
На линии ДЛ-5 (рис. 87) обрабатывают плоскости створок со снятием провесов и по периметру с созданием притвора (четверти). В состав линии входят: станок для снятия провесов, продольно-фрезерные станки и раз грузочное устройство.
Линия работает следующим образом. Створки поступают на станок 1 для снятия провесов. На нем под углом 55 расположены два рейсмусовых вала с ножами: один вал над обрабатываемой створкой, а другой под ней. При движении створки ножевыми валами снимаются провесы и зачищается плоскость створки. После обработки плоскостей створка поступает на продольно-фрезерный станок 2, где обрабатываются продольные кромки, после чего на станке 3 обрабатываются поперечные кромки створки. На линии можно обрабатывать створки высотой до 1800 мм, шириной 475—850 мм и толщиной 42: 62 мм.
Вгонку и навешивание форточек в створку производят на рабочем месте.
В связи с тем, что форточку обрабатывают на фрезерном станке в шаблоне, дополнительных работ по пригонке форточки к створке не требуется. Отливна форточке не ставится, так как в нижнем бруске форточки отлив составляет одно целое с бруском.
Отлив, нащельники, заранее прирезанные в размер, во внутренней и наружной створках ставят на рабочем месте. Отлив (врезной) ставят на клее повышенной водостойкости с креплением шурупами. Нащельник крепят к створке также на клее с привертыванием шурупами. Нащельник высотой до 1200 мм крепят 4 шурупами, а высотой 1200—1800 мм—5—6 шурупами.
Коробки собирают в сборочном станке/ Коробки без предварительной подгонки б русков собирают следующим образом. В станок укладывают бруски коробки, обжимают их, следя за тем, чтобы в шиповом соединении бруски плотно подходили один к другому. Правильность сборки коробки проверяют шаблоном с угла на угол . После этого в местах шиповых соединений высверливают отверстия под нагели, которые ставят на кл ею заподлицо с плоскостью коробки.
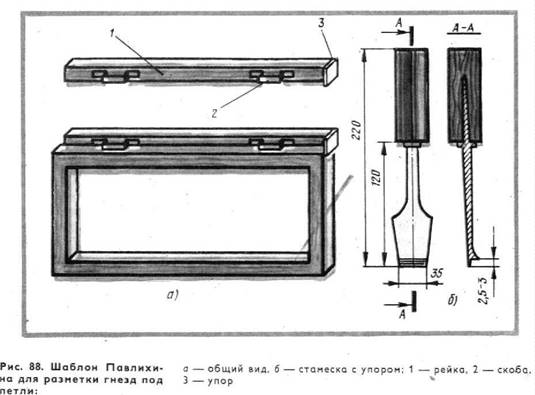
Трудоемкой операцией является навешивание створок с врезкой петель. На большинстве деревообрабатывающих предприятий эта операция механизирована. При отсутствии ста нков для врезки петел ь используют шаблон Павлихина (рис. 88), представляющий собой рейку 1 с упором 3 и двумя скобами 2 с заточенными фасками. Ра змеры скоб соответствуют размерам петель. При разметке шаблон кладут на кромку створки по упору, а затем л егким ударом по скобе переносят ее отпечаток на створку и по нему в дальнейшем прорезают гнездо под петлю. Аналогичным образом делают разметку на коробках, а также дверных полотнах. По полученной разметке стамеской с упором прорезают гнезда под петли. Упор стамески позвол яет заглубить лезвие лишь на зада нный размер. Глубина гнезда под петлю должна точно соответствовать толщине ее, с тем чтобы после установки поверхность петли была заподлицо с древесиной.
Вгонка и навешивание створок в коробку производится на специал ьных столах, имеющих длину и ширину, соответствующую наибольшему размеру оконного блока, и высоту до 900 мм. На предприятиях с большим объемом производства вгонка и навеска створок производится на конвейерах с заданным ритмом.
Процесс вгонки и навешивания оконных створок в коробку состоит из следующих основных операций: подготовки створок; навешивания на петли. зачистки провесов и устранения других дефектов; упаковки блока (расшивки планками) для перевозки его в малярное отделение. При вгонке переплетов в коробку сначала навешивают наружные переплеты. В том случае, когда оконный блок имеет помимо створок и фрамугу (для общественных зданий), сначала подгоняют фрамугу к коробке.
После проверки правильности прифальцовки фрамуги к импосту ее крепят к коробке шурупами, завертываемыми под угл ом 45°, причем в первую очередь крепят вертикальные бруски фрамуги.
Неоткрывающиеся фрамуги подгоняют плотно к коробке без зазоров, после чего закрепляют их шурупами. Открывающиеся фрамуги подгоняют к коробке, навешивают на петли, затем подгоняют створки. Зазор между фрамугами и коробкой должен быть не более 2 мм. При подгонке створок тщательно проверяют правильность притвора, т. е. плотность прилегания их к четвертям коробки. При навешивании ств орок на петли следят за тем, чтобы они открывались свободно и не пружинили. Внутренние створки подгоняют так же, как и наружные.
В процессе подгонки следят, чтобы все элементы оконного бл
ока были гладко обработаны и в местах соединения (фальцовки) плотно пригнаны. Петли в брусках створок и коробки должны быть врезаны заподлицо, с тем чтобы створки плотно закрывались, не пружинили и плавно открывались. Крепить петли нужно на все шурупы, т. е. число шурупов должно соответствовать числу отверстий. Петли
на окнах врезают на расстоянии 200 мм от
29-04-2015, 04:02