Скорость отверждения покрытий зависит от вида ЛКМ, толщины покрытия, температуры и способа сушки и других факторов, а степень высыхания - от твердости покрытия и определяется тремя стадиями.
Высыхание до степени 5 соответствует такому состоянию, когда к поверхностной пленке не прилипают частицы пыли. При высыхании до степени 3 пленка имеет такую твердость, что ее можно обрабатывать дальше (шлифовать, полировать). При этом твердость по маятниковому прибору М-3 для нитролаковых покрытий должна составлять 0,30 - 0,35, для полиэфирных - 0,35 - 0,55. Полное высыхание - это такое состояние покрытия, при котором дальнейшая твердость не меняется и процесс усадки пленки прекращается. Эта стадия отверждения достигается в процессе эксплуатации. В производственных условиях покрытия достаточно сушить до степени 3.
Различают сушку естественную, при температуре воздуха 18 - 23 °С, и горячую. Продолжительность последней по сравнению с естественной уменьшается в 5 — 6 раз и более.
Интенсификация отверждения покрытий имеет большое значение для организации процесса на автоматических линиях, при больших объемах производства. При малых объемах производства применение интенсивных методов отверждения лакокрасочных покрытий экономически не оправдано.
Существуют следующие виды горячей сушки: с конвективным и терморадиационным нагревом и с предварительным аккумулированием тепла.
Конвективный нагрев осуществляется теплым воздухом (40 - 80 °С). Нитролаковые покрытия сушат при температуре 40 - 60 °С, беспарафиновые полиэфирные - при 60 - 80 °С. При более высокой температуре на поверхности появляются пузыри, сморщивание пленки.
Процесс высыхания начинается на поверхности покрытия. Образующаяся сверху твердая пленка препятствует свободному удалению паров растворителей, находящихся в нижележащих слоях. Это увеличивает время сушки и ухудшает качество пленки, так как на ее поверхности образуются пузыри и кратеры. Поэтому сушка ведется ступенчато: в начальный период, т. е. при интенсивном испарении растворителя, при пониженной температуре, а затем при повышенной.
На практике применяют различные конвективные сушильные камеры периодического и непрерывного действия. Теплоносителем является пар, реже - горячая вода. Камеры периодического действия изготовляют в виде тупиковых кабин, куда закатывают этажерки с деталями. Камеры непрерывного действия более прогрессивные. Транспортные органы в них выполнены в виде передвижных напольных или подвесных этажерок.
Терморадиационный нагрев основан на способности лакокрасочного материала пропускать инфракрасные лучи определенной длины. В результате их поглощения подложка нагревается. В этом случае направление потока тепла (от древесины к наружной поверхности лакового покрытия) совпадает с направлением движения летучих веществ ЛКМ, в результате чего сокращается продолжительность сушки и улучшается качество покрытий.
Для сушки применяют инфракрасные лучи с длиной волны 0,75 - 8 мкм. Лучшая проницаемая способность их наблюдается при длине волны 1-4 мкм, т. е. при температуре нагревателя 450 °С и выше. В качестве источника тепла применяются чаще трубчатые электронагреватели, реже - электролампы и обогреваемые панели.
Сушка методом предварительного аккумулирования тепла заключается в том, что отделываемую деталь предварительно нагревают, а затем на горячую поверхность наносят лакокрасочное покрытие. В результате нагрева воздух из поверхностных пор частично удаляется и, следовательно, уменьшается количество пузырей при сушке лакового покрытия. Этому способствует и то, что пары растворителя беспрепятственно удаляются через покрытие. Предварительный нагрев поверхностей деталей можно производить любым способом.
Фотохимическое отверждение полиэфирных покрытий ультрафиолетовыми лучами (УФ) является одним из наиболее эффективных способов. Для облучения покрытий используют волны длиной 320 - 400 нм (ультрафиолетовые). Молекулы, поглощающие энергию УФ-лучей, скачкообразно переходят в электронно-возбужденное состояние и становятся более реакционно-способными. Скорость полимеризации зависит от интенсивности УФ-излучения.
Чтобы повысить чувствительность полиэфирного лака к УФ-облучению, в него вводят сенсибилизатор, который в реакции сополимеризации не участвует, но служит для переноса поглощенной им энергии на молекулы реагирующих компонентов. Он интенсивнее, чем ненасыщенные смолы, поглощает свет в ультрафиолетовой области.
Используемый при отделке парафинсодержащий лак вначале должен медленно полимеризоваться, чтобы на поверхности покрытия образовался сплошной защитный слой парафина. Поэтому покрытия облучают сначала лампами низкого давления (люминесцентными), а затем высокого (ртутно-кварцевыми), с более высокой мощностью. После сушки поверхности можно шлифовать и полировать сразу, без выдержки.
Полиэфирные парафинсодержащие лаки стали заменяться беспарафиновыми (а в последнее время и они в Беларуси почти не применяются). Поверхности, отделанные беспарафиновыми полиэфирными материалами, облучают ультрафиолетовыми лампами высокого давления (ДРТ-12000) мощностью 1-12 кВт. Такие покрытия после сушки не требуют облагораживания. С увеличением мощности Уф-облучения процесс отверждения ускоряется, но есть опасность перегрева покрытия. Поэтому широко используется импульсное УФ-облучение, при котором энергия подводится короткими импульсами продолжительностью около 0,001 с (1SТ-метод).
Продолжительность отверждения составляет несколько десятков секунд.
1.6 Типовые технологические процессы прозрачной отделки мебели.
Для установления единой системы отделки, рационального использования материалов и повышения качества продукции разработаны технологические режимы и типовые процессы отделки изделий различными лакокрасочными материалами. Технологический процесс включает порядок и технику выполнения операций; применяемое оборудование, инструмент и приспособления; материалы, используемые на каждой операции, и их расход на единицу (м2) изделия; режим обработки.
Технологический процесс отделки облицованных деталей нитроцеллюлозными лаками НЦ-218, НЦ-221, НЦ-222, НЦ-223 по нитроцеллюлозной группе покрытий, подгруппы А первой и второй категории
Шероховатость поверхности деталей перед отделкой 16 мкм.
1. Крашение пластин красителями одним из способов: «сухим», «полусухим», с помощью вальцов, вручную тампоном, на линии крашения.
2. Сушка в конвективной сушильной камере при температуре 65 - 75 °С не менее 1 мин, на стеллажах - при температуре 18 - 23 °С не менее 3 ч.
3. Выдержка для остывания до температуры цеха на стеллажах или в камере остывания.
4. Грунтование (для крупнопористых пород - порозаполнение) на лакообливной машине грунтовками НК или БНК.
5. Сушка в конвективной сушильной камере при температуре 45 - 50 °С грунтовки НК 40 - 50 мин, грунтовки БНК 20-30 мин; на стеллажах - при температуре 18 - 23 °С грунтовки НК-2 ч, грунтовки БНК - 1 ч.
6. Шлифование шкуркой зернистостью 6 и 5 на станке Шл2В или ШлПС-5М.
7. Первое лакирование одним из нитролаков (НЦ-218, НЦ-221, НЦ-222, НЦ-223) на лакообливной машине.
8. Сушка в конвективной сушильной камере лака НЦ-218 при температуре 45 - 50 °С в течение 15-20 мин.
9. Сухое шлифование пластин шкуркой зернистостью 6 и 5 на виброшлифовальном станке Шл2В.
10. Второе лакирование пластин нитролаком НЦ-218 на лакообливной машине.
11. Сушка в конвективной сушильной камере лака НЦ-218 при температуре 45 - 50 °С в течение 30-35 мин.
12. Третье лакирование пластин лаком НЦ-218 на лакообливной машине.
13. Сушка в конвективной сушильной камере лака НЦ-218 при температуре 45 - 50 °С в течение 30 - 35 мин.
14. Выдержка для остывания после искусственной сушки до температуры помещения.
15. Разравнивание покрытий на плоскостях деталей.
Технологический процесс отделки щитовых деталей лаками НЦ-243, НЦ-349 и НЦ-218 с применением грунтов НЦ-0192, НЦ 1.9 вальцового метода нанесения
Шероховатость поверхности деталей перед отделкой 16 мкм.
1. Крашение пластин водными растворами красителей или грунтовкой НЦ-0140 на вальцовых станках КЩ-1 и ВЩ-14.
2. Сушка в конвективной сушильной камере при температуре 80 - 90 °С в течение 2 мин.
3. Выдержка для остывания до температуры цеха на стеллажах или в камере охлаждения.
4. Грунтование на вальцовом станке МЛН 1.03 или ВЩ-14 грунтами НЦ-0192 или НЦ 1.9 с расходом 45 -'55 г/м2 при одноразовом нанесении или 20-30 г/м2 при двухразовом нанесении методом «мокрый по мокрому» (за каждое нанесение).
5. Сушка в конвективной или терморадиационной сушильной камере при температуре 50 - 60 °С в течение 60 с.
6. Шлифование шкуркой зернистостью 5 или 4 на станке Шл2В.
7. Удаление пыли на щеточном станке МЩП-3.
8. Лакирование пластин лаком НЦ-243, НЦ-218 на лакообливной машине с расходом, г/м2:
лаков НЦ-243, НЦ-349:
ясень, синтетический шпон 170-180
красное дерево 160-170
лака НЦ-218:
ясень 180-190
красное дерево 170-180
9. Сушка в конвективной сушильной камере при температуре 18 - 40 °С в течение 45 -60 мин.
10. Выдержка до сборки изделий 4 — 6 ч.
Технологический процесс отделки деталей изделий мебели мочевиноформальдегидным лаком МЧ-52 в электрическом поле высокого напряжения по группе мочевинных покрытий, подгруппы А первой категории
1. Крашение водным раствором красителя методом окунания, распыления или вручную тампоном (крашение может быть совмещено с грунтованием, если применяется окрашенный грунт).
2. Сушка в конвективной сушильной камере при температуре 45 - 50 °С не менее 10 мин, при температуре 80 - 85 °С - не менее 5 мин.
3. Грунтование одним из грунтовочных составов (ПМ-1, ПВА, НК, БНК и др.) методом пневматического распыления, окунания или вручную тампоном.
4. Сушка в конвективной сушильной камере при температуре 45 - 50 °С грунтовки НК 40 - 45 мин, грунтовки БНК - 20 - 30 мин.
5. Шлифование шкуркой зернистостью 5 или 4 вручную или на барабанных станках.
6. Нанесение токопроводящего состава (алкамон, ОС-2) пневматическим или механическим распылением, вручную тампоном или методом окунания.
7. Выдержка перед лакированием при температуре 18-23 °С не менее 15 мин.
8. Первое лакирование раствором лака МЧ-52 на электрической установке с чашечными или дисковыми распылителями.
9. Сушка в конвективной сушильной камере при температуре 30 °С в течение 12 -15 мин, в конвективно-терморадиационной- 10-12 мин.
10. Второе лакирование раствором лака МЧ-52 на электростатической установке.
10. Сушка в конвективной сушильной камере: первая стадия - при температуре 30 °С 12-15 мин, вторая стадия - при температуре 60 °С 15-20 мин; в конвективно-терморадиационной сушильной камере: первая стадия -при температуре 35 °С 12 - 15 мин, вторая стадия - при температуре 80 °С 10 - 15 мин.
12. Выдержка — стабилизация лаковой пленки в условиях цеха при температуре 18 -23 °С не менее 2 ч.
Технологический процесс отделки облицованных деталей полиэфирным парафинсодержащим лаком ПЭ-246 по группе полиэфирных покрытий подгруппы Б первой категории
Шероховатость поверхности деталей перед отделкой 32-16 мкм.
1. Крашение пластин красителем одним из способов: «сухим», «полусухим», с помощью вальцов, вручную тампоном, на линии крашения.
2. Сушка в конвективной сушильной камере при температуре 65 - 75 °С не менее 1 мин; на стеллажах - при температуре 18 — 23 °С не менее 3 ч.
3. Выдержка для остывания до температуры цеха на стеллажах или в камере остывания.
4. Первое лакирование полиэфирным лаком ПЭ-246 на лакообливных машинах ЛМ140-1, ЛМ-3, МН-Шидр.
5. Выдержка при температуре 18 - 30 °С в течение 15-20 мин на стеллажах.
6. Второе лакирование полиэфирным лаком ПЭ-246 на лакообливной машине, расход лака за два нанесения без учета потерь 500 г/м2 по ореху и красному дереву и 560 г/м2 по ясеню, дубу и буку.
7. Отверждение лаковой пленки на пластин при температуре 18 - 25 °С не менее 24 ч.
8. Шлифование лакового покрытия на пластине шкуркой на бумажной основе зернистостью 5, 4, 3 на ленточных шлифовальных станках типа ШлПС.
9. Полирование пластин полировочными пастами № 291 или брикетными на барабанных полировальных станках.
10. Глянцевание (удаление следов пасты и масла) восковым составом № 3 на станке для глянцевания или шайбами на многобарабанных полировальных станках.
Для получения матовой поверхности после операции 8 проводится лакирование матовым лаком НЦ-243 на лакообливной машине и сушка в конвективной сушильной камере или на стеллажах.
2. Автоматизированные линии отделки. Компоновка РТК для нанесения лакокрасочных материалов
На мебельных предприятиях для отделочных работ широко применяются конвейерные, полуавтоматические и автоматические линии. Они включают станки для нанесения материалов, установки для сушки и стабилизации покрытий, механизмы загрузки и съема деталей, транспортные средства.
Для лакирования плоских щитовых деталей нитроцеллюлозными лаками нашла применение линия, схема которой показана на рис. 10. Отделываемые детали проходят лаконаливную машину, где покрываются лаком, и поступают на приемочный роликовый конвейер. Отсюда детали забираются вручную и укладываются на подвесные этажерки и подаются в сушильную камеру. После выхода из нее они подаются на роликовый конвейер и виброшлифовальный станок для промежуточного шлифования. Затем детали снова подаются в лаконаливную машину для повторного лакирования, и процесс повторяется. Линия проста, на ней могут отделываться также детали эмалями горячей сушки.
На рис. 11 показана схема автоматической линии отделки деталей различными лаками. Грунтовочные составы наносят с помощью вальцовых станков, промежуточное шлифование выполняют на широколенточном станке, лак наносят лаконаливной машиной. Сушку ЛКМ осуществляют конвективным способом. Отделка деталей меламиноалкидным лаком МЛ-2111 достаточно распространена благодаря хорошим декоративным и защитным свойствам этого лака и возможности организовать процесс отделки на автоматических линиях с малым расходом материалов. Для получения меламиновых покрытий используются полуавтоматические линии. Одна из них показана на рис. 12. Грунтование и лакирование производится с помощью вальцовых станков, что дает сокращение расхода лака в 2,5 - 3,0 раза по сравнению с нанесением его методом налива.
При отделке деталей криволинейной или другой сложной формы, стульев, некоторых брусковых деталей используют отделочные конвейеры. Лакокрасочный материал наносится распылением в пульверизационных кабинах проходного или тупикового типа. В качестве транспортных средств используют подвесные или напольные цепные, ленточные или другие конвейеры. Отделочные конвейеры имеют также сушильные камеры и рабочие места для шлифования и разравнивания покрытий. Однако обеспечить большую производительность отделочные конвейеры не могут, так как в них механизировано лишь перемещение отделываемых изделий в сушильных камерах, а непосредственно отделка выполняется с применением ручного труда.
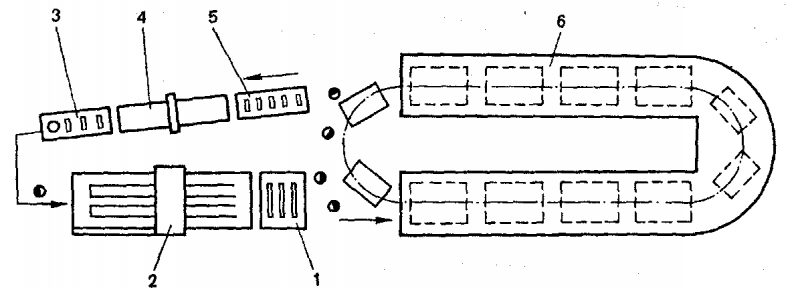
Рис.10.
Схема полуавтоматической линии для лакирования деталей мебели нитролаками и эмалями:
1 - приемный роликовый конвейер; 2 - лаконаливная машина; 3, 5 -роликовый конвейер; 4 -виброшлифовальный станок; 6 -туннельная сушильная камера
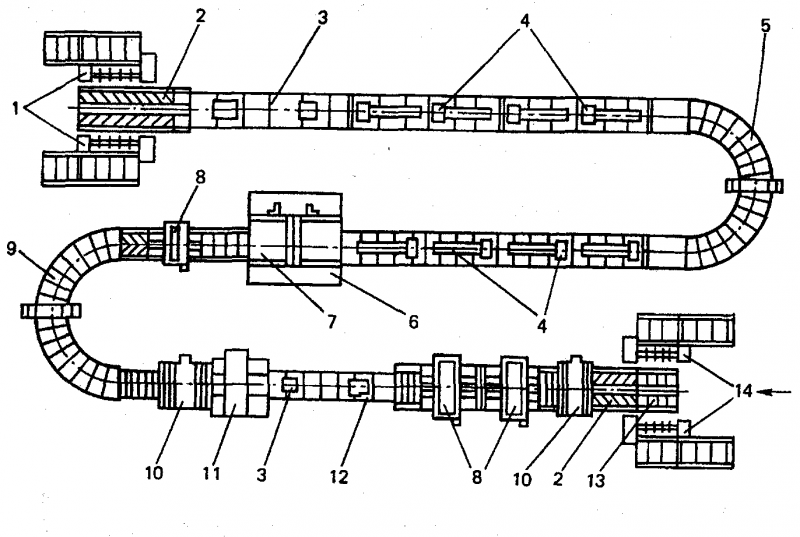
Рис. 11.
Автоматическая линия отделки щитовых деталей нитроцеллю-лозными, полиуретановыми лаками и лаками кислотного отверждения:
1-разгрузочный манипулятор; 1 - выравнивающий конвейер; 3 - камера охлаждения; 4 - конвективная камера; 5 - угловая камера; 6 - обеспыливающая камера; 1 - лаконаливная машина; 8 - вальцовый наносящий станок; 9 -роликовый конвейер; 10- станок для снятия пыли; 11 - шлифовальный станок; 12 - камера нагрева; 13 - загрузочный конвейер; 14 - загрузочный манипулятор
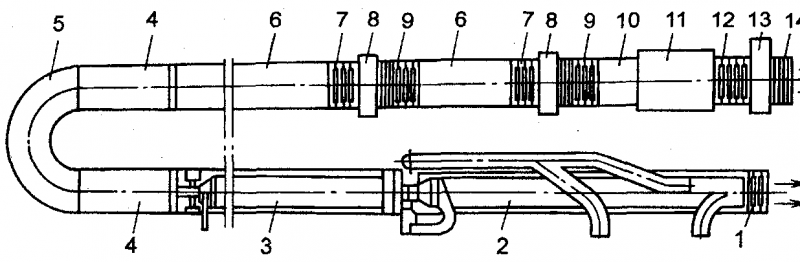
Рис. 12.
Схема линии отделки лаком МЛ-2111:
1 - загрузочный роликовый конвейер; 2-6 - конвективные сушильные камеры; 7, 9, 12 -роликовые конвейеры; 8 - вальцовый станок для лакирования; 10 - виброшлифовальный станок; 11-двенадцатиламповая камера УФ-облучения; 13 - вальцовый станок для шпатлевания; 14 - разгрузочный роликовый конвейер
 Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Довольно
совершенной
является
отечественная
полуавтоматическая
линия ДВ507. Она
скомпонована
на базе унифицированного
оборудования:
камер предварительного
подогрева,
лаконаливочных
машин и камер
нормализации.
Структурно-технологическая
схема линии
(рис.13.) состоит
из трех участков:
грунтования,
шпатлевания
и окончательной
окраски.
Работа на линии протекает следующим образом. Бруски дверных коробок или других изделий в пакетах поступают по напольному неприводному роликовому транспортеру 1 к консольному приводному рольгангу 2, на который рабочий перекладывает их из пакета. Рольганг доставляет их до упора с флажком бесконтактного концевого выключателя, дающего команду на включение привода подачи цепного транспортера терморадиационной камеры 3 подогрева брусков. Транспортер снимает подлежащий окраске брусок с консольного рольганга и смещает его в поперечном направлении на один шаг в сторону камеры. При последующих циклах транспортера бруски поочередно проходят всю длину камеры подогрева в положении, когда две смежные грани расположены под углом 45° к горизонту.
После нагрева бруски в таком же положении поступают на У-образный транспортер лаконаливочной машины 4, на которой окрашиваются две верхние смежные грани. Вышедшие из машины бруски перекладывают в таком же положении на цепной транспортер камеры
Рис.13 . Схема линии ДВ 507 окраски брусковых деталей:
/ — роликовый транспортер; 2—рольганг; 5, 7, 15, 18, 21 — терморадиационная камера подогрева брусков; 4, 8, 16, 19—лаконаливная машина; 5, 9, 20, 22 — камера нормализации; 6 — консольный рольганг; 10, 14—ленточный транспортер; 11—стол; 12—поперечные трехцепные транспортеры (участок шпатлевания); 13 — участок шлифования; 23 — напольный неприводной рольганг
нормализации 5, где интенсивно отсасываются летучие элементы. Бруски имеют двоякое перемещение: в камерах подогрева и нормализации поперечное, в лаконаливочных машинах и транспортных связях продольное.
Вышедшие из камеры нормализации бруски с двумя окрашенными гранями поступают на консольный рольганг 6 с горизонтально расположенными роликами, который перемещает их в сторону расположения терморадиационной камеры 7 предварительного нагрева. Цепной транспортер камеры с помощью таких же У-образных захватов снимает бруски с рольганга и смещает их в сторону камеры. При этом происходит подача их в положении, когда оказываются сверху одна из окрашенных граней (в брусках — противоположная примыкающим к стенам помещения) и смежная с нею, неокрашенная. В таком положении бруски проходят весь участок подогрева камеры 7, лаконаливочную машину 8 (где окрашиваются одна из граней впервые, а другая — повторно) и камеру нормализации 9.
После выхода брусков из камеры нормализации оказываются загрунтованными краской или эмалью три стороны (кроме четвертой, примыкающей к стене). После этого бруски поступают на ленточный транспортер 10, перемещающий их на участок шпатлевания, который представляет собой пять поперечных трехцеп-ных транспортеров 12. Расстояние между цепями выбрано таким образом, чтобы обеспечить транспортировку брусков всех длин в поперечном направлении, причем длинные лежат на трех, а короткие на двух цепях.
Поступившие на этот участок бруски вручную снимают с транспортера 10 и укладывают на стол 11, где их выборочно шпатлюют. Зашпатлеванные бруски укладывают на медленно движущийся трехцепной транспортер, который доставляет их в виде сплошного ковра на участок шлифования 13. За время движения деталей от участка шпатлевания до участка шлифования шпатлевка успевает высохнуть. Здесь вручную с помощью виброшлифовальных машинок зашпат-леванные места шлифуют.
После этого бруски укладывают пакетами на ленточный транспортер 14, который периодически доставляет их на третий участок для окончательной окраски. На этом участке грани окрашиваются в той же последовательности и на том же оборудовании, что и на первом участке (грунтования). Бруски проходят: при окраске первых двух граней камеру нагрева 15, лаконаливочную машину 16, две камеры нормализации 17; при окраске третьей и одной окрашенной грани камеру нагрева 18, лаконаливочную машину 19, камеру нормализации 20, затем камеры нагрева 21 и нормализации 22. Окончательно окрашенные бруски укладывают вручную на напольный неприводной рольганг 23, откуда с помощью внутрицехового транспортера их доставляют на участок сборки коробок и упаковки погонажных деталей.
Техническая характеристика линии ДВ507
Размеры окрашиваемых деталей, мм: (брусков) :
длина ................................................................................................. 670—2100
ширина ................................................................................................. 74 и 94
толщина .................................................................................................... 47
наличников:
длина ................................................................................................... 750—2100
ширина ..................................................................................................... 54
толщина ....................................................................................................13
раскладок:
длина ....................................................................................................700—2200
ширина ..................................................................................................... 21
толщина ................................................................................................... 13
Годовая производительность (при среднем блоке размером
1,67 м2 и двухсменной работе), м2 ...................................................... 500000
Ритм работы линии (проектный), с ......................................................... 3,6
Установленная мощность, кВт:
на участке окраски.................................................................................... 35,4
» участке шпатлевания .............................................................................. 6,4
ТЭНов.......................................................................................................... 315
Широкое распространение нашли линии окраски изделий в электрическом поле . Они по конструкции и принципу работы мало отличаются друг от друга. Изготавливаются предприятиями применительно к их специфике и объемам производства и различаются компоновкой, обусловливаемой планировкой окрасочных цехов, методом нанесения токопроводящих грунтовок, а также выполнением операции шпатлевания (в линии или вне ее)..
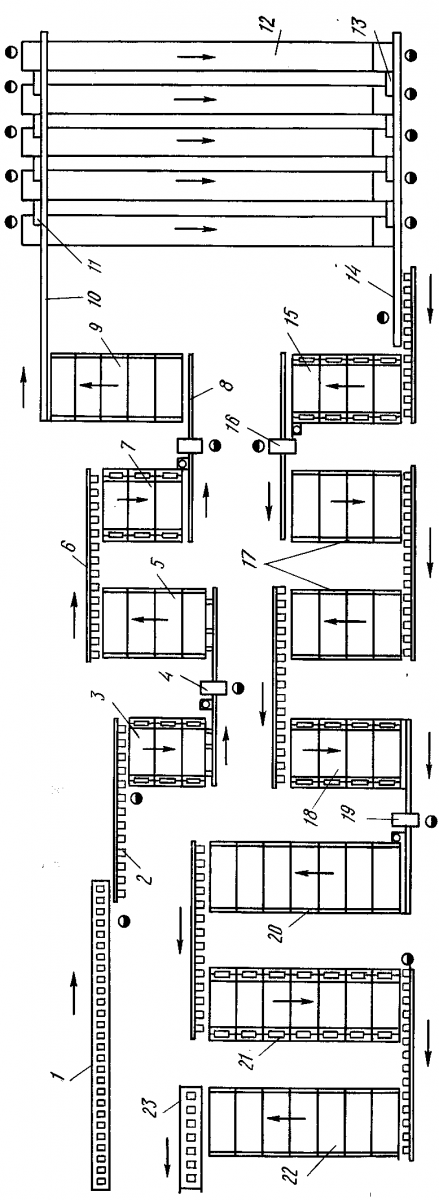
Схема поточно-механизированной линии приведена на рис. 14. Принцип ее работы заключается в следующем. Предварительно зашпатлеванные оконные блоки в разобранном виде подвешивают на специальные подвески, закрепленные в катках монорельса конвейера, связанных бесконечной цепью транспортера 1. Последний доставляет блоки в камеру 2 грунтования их поверхности токоп-роводящим составом, представляющим собой раствор алкомона (5 мае. ч.) в уайт-спирите. Грунтовка наносится путем облива (разбрызгивания) поверхности блоков из форсунок коллекторов, установленных вдоль продольных стенок камеры. Избыток грунтовки собирается в отстойниках, откуда вновь насосом подается в коллекторы камеры грунтования. Сушка блоков после грунтования токоп-роводящим составом осуществляется в естественных условиях — при перемещении изделий на позицию 3, где вручную зачищают поверхность (снимают ворс и т. д.) и дополнительно шпатлюют отдельные участки. После зачистки блоки транспортером доставляют в камеру 4 электростатической окраски, где с помощью шести чашечных электромеханических распылителей ЭРД-1М (по три с каждой стороны) наносят лакокрасочный материал на поверхность оконных блоков. Каждый из трех распылителей, окрашивающих одну из сторон блока, установлен да различной высоте от уровня пола, чем достигается равномерная окраска всей поверхности изделия. Электростатическое поле создается за счет подвода к распылителям высокого напряжения (до 120000 В) от высоко-вольтновыпрямительной установки В-140-5-2.
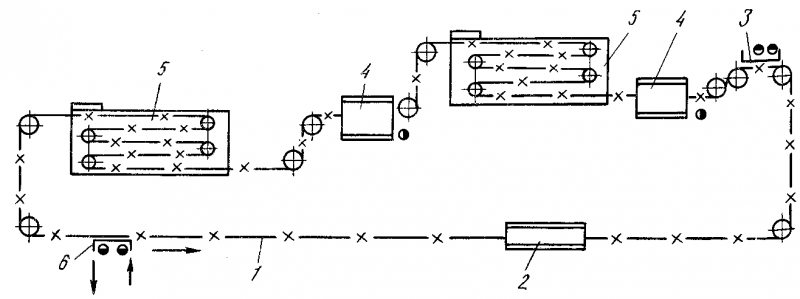
Рис. 14. Схема поточно-механизированной линии окраски оконных блоков в электростатическом поле высокого напряжения:
/—транспортер; 2 — камера грунтования токопроводящим составом; 3 — контрольный стол; 4 — камера окраски; 5—сушильная камера; 6 — участок загрузки-выгрузки
После нанесения первого покрытия (грунтовочного) оконные блоки поступают в многоканальную конвекционную сушильную камеру 5, обогреваемую циркулирующим воздухом, имеющим температуру 55—60° С. В камере происходит сушка окрашенных поверхностей за 30 мин. После сушки первого слоя покрытия блоки поступают во вторую камеру 4 электростатической окраски, где аналогичным образом наносится второе покрытие отделочного материала. Затем окончательно окрашенные изделия перемещаются во вторую многоканальную конвекционную камеру, где воздух 'нагрет до 60—65° С, и сушатся 40 мин. После сушки оконные блоки поступают на позицию 6. Их снимают с конвейера и навешивают новые блоки, подлежащие окраске.
На схеме 1 показана схема линейной компоновки однопоточной роботизированной технологической линии с непосредственной связью между составляющими линию ячейками. В этом случае отсутствует межоперационная транспортная система, а передача предметов производства от одной ячейки к другой осуществляется непосредственно входящими в них промышленными роботами. Подобные комплексы могут иметь как централизованное управление, так и систему децентрализованного управления, состоящую из связанных друг с другом устройств управления отдельных промышленных роботов. Бее ячейки комплекса работают синхронно в едином ритме, обеспечивая заданную программой последовательность рабочих операций и холостых ходов. Такие линии с прямой жесткой связью между ячейками наиболее просты и имеют наименьшую стоимость. Однако они требуют строго определенного взаимного расположения основного технологического оборудования.

Схема 1. Компоновка РТК для нанесения лакокрасочных материалов.
3. Исследование строения привода окрасочного робота
В настоящее время гидравлический привод (гидропривод) находит все более широкое применение в лакопокрасочных комплексах благодаря ряду преимуществ, к которым относятся: безопасная работа в пожаро- и взрывоопасных средах; возможность реверсирования и частых переключений скорости движения; возможность дистанционного управления работой машины, регулирование и автоматизация рабочего процесса с помощью относительно простых средств; малый момент инерции элементов механизма, которые вращаются с большими ускорениями; устойчивая работа при любых скоростных режимах; высокая износоустойчивость элементов привода.
3.1. Общие сведения
Гидропривод - это совокупность устройств, предназначенных для передачи движения и энергии от приводного двигателя к выходному звену исполнительного механизма машины с помощью рабочей жидкости. Часть гидропривода, заключенную между приводным двигателем и исполнительным механизмом, называют гидравлической передачей.
Гидропривод включает в себя:
- источник жидкости необходимого давления;
- рабочую жидкость;
- аппаратуру управления потоками жидкости;
- соединительные гидролинии;
- исполнительный механизм.
По характеру движения выходного звена исполнительного механизма различаются гидроприводы поступательного и вращательного движения. В первом случае исполнительный механизм - гидродвигатель поступательного движения (гидроцилиндр), во втором -гидродвигатель вращательного движения (гидромотор). Иногда в особую группу выделяют гидроприводы поворотного движения, в которых выходное звено совершает возвратно-вращательное движение с углом поворота меньше 360°.
Гидропривод широко используется в современных машинах, благодаря следующим достоинствам:
1) возможность обеспечения весьма больших усилий на выходном звене исполнительного механизма;
2) компактность и небольшая масса по сравнению с механическими приводами;
3) возможность передачи движения и энергии при значительном расстоянии между входным (насос) и выходным (исполнительный механизм) элементами привода с высоким коэффициентом полезного действия
4) возможность бесступенчатого или дискретного регулирования скорости движения выходного звена в широких пределах;
5) простота контроля нагрузки и надежная защищенность от перегрузок;
6) простота автоматического управления в функции давления жидкости или пути выходного звена;
7) малая инерционность привода, благодаря чему разгон и торможение выходного звена происходят за короткое время.
3.2 Требования к рабочей жидкосткости гидроприводов
Рабочая жидкость должна удовлетворять следующим требованиям:
1) безопасность (нетоксичность, пожарная безопасность);
2) совместимость с материалами, из которых изготовлены детали, контактирующие с жидкостью;
3) смазывающая способность - жидкость должна образовывать устойчивые пленки на поверхностях пар трения;
4) вязкость жидкости не должна сильно уменьшаться при повышении температуры;
5) жидкость должна обладать антипенными свойствами, то есть не образовывать пены при перемешивании, которое всегда происходит во время движения жидкости в баке при работе насоса;
6) стабильность свойств — способность сохранять свойства на уровне, близком к исходному, в течение длительного срока эксплуатации;
7) невысокая стоимость.
3.3 Насосы
Гидравлический
насос - это
устройство
для преобразования
механической
энергии, поступающей
от двигателя
в потенциальную
и кинетическую
энергию жидкости.
Количество
жидкости,
перекачиваемое
в единицу времени,
называется
подачей насоса.
По принципу
действия различают
две основные
разновидности
насосов: 1) объемные;
2) центробежные
и вихревые.
Объемные
29-04-2015, 04:03