Сложность кинематической схемы формообразования определяется количеством подач инструмента, которое зависит от наличия составляющих движений, указанных на схеме.
Таким образом, наличие всех движений на универсальной кинематической схеме будет определять закон расположения поверхностей резания в пространстве, который в свою очередь будет задавать траекторию движения формообразования. Так как характер траектории связан с соотношением движений, выполняемых режущей кромки, то ее вид остается произвольным в системе координат ХоУо2о. Любая номинальная поверхность детали в той же системе может быть задана также произвольно. Двумя линиями криволинейных координат g и n, которые для одной и той же поверхности могут быть выбраны в весьма широких пределах.
Будем рассматривать процесс формообразования поверхности множеством Zu и кромок. Тогда, с геометрических позиций, множество кромок может быть определено в системе инструмента также линией криволинейной координаты f, а производящая поверхность инструмента будет задана двумя
линиями криволинейных координат f и i, где f есть ни что иное, как линия режущей кромки. Линия криволинейной координаты производящей поверхности инструмента Г выполняет функцию абсолютного рабочего движения формообразования, т.е. обеспечивает дополнительное перемещение кромки относительно формируемой поверхности детали. Закон расположения кромок на производящей поверхности инструмента примем неизвестным. Тогда функцию перемещения точки кромки по линии криволинейной координаты будет выполнять кинематическая схема формообразования.
Траектория, образованная на номинальной поверхности детали точечным контактом с режущими кромками при движении формообразования (заданном кинематической схемой резания), может быть рассмотрена как любая криволинейная координатная линия номинальной поверхности § (или п). Следовательно, выбирая абсолютные движения резания и движения подач на общей схеме резания, процесс формообразования номинальной поверхности детали о геометрических позиций можно рассматривать в общем виде, определив в системе координат детали ХоУоZо произвольные линии криволинейных координаты g и n.
Известно, что некоторые поверхности могут иметь криволинейную координатную линию, которая замыкается в пространстве на самой поверхности (как например - винтовая линия тел вращения). Такая криволинейная координатная линия номинальной поверхности детали всегда является пространственной линией, точки которой на номинальной поверхности могут быть представлены в любом порядке, следовательно, она может определять любые другие линии криволинейных координат § и п.
Таким образом, выбираемые сочетания элементарных движений, их направления и соотношения величин будут определять условия трансформации универсальной схемы в любую конкретную схему формообразования. Проверка условия принадлежности контактных точек семейств поверхностей резания формируемой, номинальной поверхности детали будет определять пригодность той или иной схемы формообразования для получения заданной поверхности при принятой схеме, базирования детали или принятом, фиксированном положении поверхности в системе координат ХоУоZо. Множество схем резания из принципиально-возможных для формообразования заданной поверхности будет определятся не только от выбора линий g и n. Так например, если режущая кромка инструмента совпадет (точнее конгруэнтна) с выбранной на номинальной поверхности детали какой-либо криволинейной координатной линией g (или n), то для формирования поверхности достаточно одно движение резания при отсутствии каких-либо подач. Здесь возможен вариант определяющий "холостую" подачу, т.о. существование вспомогательного перемещения инструмента по линию координаты n, если линии кромки за одно движение резания не перекрывает ее по протяженности на поверхности детали. В данном случае движение кромки по линии координаты g (или n) называется простым движением резания, так как для формирования номинальной поверхности детали и выполнения второй функции инструмента-снятия припуска -1 достаточно изменение лишь одного параметра движения. Если есть необходимость существования "холостой подачи", то ее выполняет вспомогательное движение, которое схемой формообразования не учитывается и его следует отнести к так называемому транспортному движению инстру-мента. Та же поверхность детали может быть получена, если инструмент кроме движения резания имеет одну подачу. В этом случае номинальная поверхность
детали является сгибающей однопараметрического семейства поверхностей
резания.
Инструмент имеет две подачи, поминальная поверхность детали является
огибающей двухпараметрического семейства поверхностей резания; является
огибающей поверхностью системы семейств поверхностей резания,
построенных при наличии трех параметров семейств (трех подач), четырех
подач и т.д.
Для всех этих случаев форма режущей кромки может быть выбрана по трем вариантам: линия кромки лежит на номинальной поверхности детали, является касательной к номинальной поверхности; есть произвольная линия (выпуклая или вогнутая, ломаная), форма которой определяется по соображениям - облегчения удаления припуска, но она должна быть выбрана так, чтобы в процессе формообразования пересечение номинальной поверхности детали линией режущей кромки не произошло, т.е. в сечении любой плоскостью, проходящей через контактную точку 0, радиус кривизны линии от сечения указанной плоскостью номинальной поверхности детали ра должен быть больше радиуса кривизны линии от сечения той же плоскостью поверхности резания рц. Зная уравнения поверхности детали в системе ХоУо2о и уравнение поверхностей резания в той же системе, условие не подрезания тела детали можно записать в виде;
Рd > Рu
При задании формируемой номинальной поверхности детали алгебраическим или натуральным уравнениями Pd в сечении плоскостью ХОY находится из уравнения [ ]:
Для линии поверхности резания, представленной параметрическим уравнением рц в сечении той же плоскостью определяется из выражения:
Кроме того, формообразование номинальной поверхности детали как огибающей семейства поверхности резания может быть осуществлено двумя способами. При последовательном выполнении движения - резания и подач и одновременном. Если в процессе формообразования одновременно изменяются
параметры движения резания и подач (одной или нескольких), то результирующее рабочее движение режущей кромки называют сложным движением резания. При последовательном выполнении движений кромка выполняет указанное выше простое движение резания при неизменности параметров подач, которые изменяются при осуществлении последующего движения формообразования в направлениях подач.
Для формообразования номинальной поверхности детали безразлично, какое движение резания осуществляет инструмент - простое или сложное. Но в то же время, формы поверхностей резания, образованные при простом и сложном, движении режущей кромки, будут несколько отличаться друг от друга и в соответствии о этим будут отличаться размеры срезаемых слоев припуска. Однако известно, что это отличие является практически незначительным и им обычно пренебрегают при расчетах схем резания. В работе [2] сделана численная оценка этого изменения, которая подтверждает его не существенность даже для оценки технической шероховатости поверхности, определяемой пересечением поверхностей резания.
Для формообразования произвольной номинальной поверхности безразлично, является ли траектория точек контакта о номинальной поверхностью ее образующей или простей криволинейной координатной линией g (или n), так как в том и другом случае должно существовать движение, определяющее формирование соседнего семейства поверхностей резания по второй криволинейной координатной линии п. Единственным отличиям этих вариантов формообразования является лишь то, что в первом случае движение формообразования будет непрерывным, и во-втором прерывным последовательным, т.е. необходимо обратно-поступательное движение инструмента и последовательное выполнение подачи по линии координаты.
Из изложенного следует, что для универсального математического моделирования различных процессов формообразования поверхностей инструментами необходимо и достаточно рассмотреть процесс формирования произвольной поверхности детали на базе универсальной кинематической схемы. Осуществить ориентацию детали так, чтобы обрабатываемая поверхность имела контакт с режущей кромкой произвольной формы в общей точке 0 двух систем координат ХоYоZо и X2Y2Z2 (рис. 7). Формируемую поверхность считать заданной двумя линиями криволинейных координат g n п или ее образующей. Рассматривать произвольную номинальную поверхность детали следует как огибающую семейств огибаемых произвольных поверхностей резания. Так как погрешность, связанная с заменой сложного результирующего движения резания и формообразования на составляющие незначительна, то любое элементарное движение, указанное на универсальной кинематической схеме может быть выбрано за абсолютное движение резания. Перемещения, необходимые для формообразования произвольной поверхности детали, определяются временем последовательного контакта, режущей кромки с теоретически заданной поверхностью детали при ее огибании, поэтому безразлично в какой последовательности режущей кромкой могут быть выполнены перемещения в направлении всех движений универсальной схемы. Так как при сложном результирующим движении все перемещения режущей кромки выполняются одновременно, то необходимо установить связь между величинами перемещений и длительности цикла формообразования по
времени. Временем (т) может быть величина определяющая последовательный выход и вход режущей кромки или кромок в контакт о теоретической формируемой поверхностью при образовании последовательно: пары
18
формообразующих поверхностей резания в одном из семейств поверхностей и пары соседних семейств.
Согласно свойства вращательных и поступательных движений твердого тела, уравнение перемещений любой точки тела является общим законом движения в пространстве. Поэтому для вывода уравнения произвольных поверхностей резания необходимо и достаточно записать закон перемещения контактной точки О, прилежащей произвольной линии режущей кромки, при выполнении ею всех движений универсальной кинематической схемы последовательно. Для анализа процесса формообразования поверхности при существовании сложного результирующего движения резания необходимо определить абсолютное движение резания и достаточно установить связь между величинами отдельных перемещений, если это движение неопределенно.
В универсальной кинематической схеме (рис 7) будем считать заданной произвольную номинальную поверхность двумя линиями ее образующей и направляющей. В исходной момент формообразования точка контакта двух системХ2Y2Z2 и ХоYоZо принадлежит теоретически заданной поверхности детали. Для формообразования произвольной поверхности как огибающей
семейства огибаемых поверхностей резания достаточно, чтобы за время (т) точки О, принадлежащая режущей кромке, завершив движение по траектории резания снова стала принадлежать формируемой поверхности или любой из двух линий, например ее образующей.
Будем считать, что при существовании Zu режущих кромок инструментом является фреза, у которой точки всех кромок в сечении плоскостью Y202Х2 расположены через центральный угол ф=2п/Zu. Тогда за время т примем отрезок времени, соответствующий повороту системы инструмента X2Y2Z2 вокруг оси O2Z2 на центральный угол ф. Обозначим перемещения по направлениям движения, указанных на универсальной схеме,
за время т:
Поворот системы X2Y2Z2 по стрелке А на угол ф=2п/Zu
Поворот системы ХоYоZо по стрелке Б на угол Q=ф*п2/nu
Перенос начала системы координат X2Y2Z2 относительно осей
![]()
Где nu и пd - числа оборотов в минуту системы:
Х2Y2Z2 вокруг оси O2Z2 и ХоYоZо вокруг оси 02Х2 соответственно: Sг(х), Sг(у), Sz(2) - перемещения в расчете мм/зуб вдоль осей системы Х2У2Z2.
Общее уравнение поверхностей резания может быть представлено последовательной записью систем параметрических уравнений.
 |
- параметрическое уравнение режущей кромки в контактном положении в системе координат инструмента
(1)
| 19 |

(5)
Таким образом, по уравнению (5) можно рассчитать координаты (ХоYoZо) точек поверхности или семейства поверхностей резания, относящиеся к исходной пространственной системе детали, в которой определенным образом ориентирована деталь и задана геометрически произвольная, формируемая поверхность. При расчете координат точек поверхностей резания на ЭВМ очевидна возможность определения множества точек, принадлежащих формируемой поверхности детали, простой проверкой условия удовлетворения рассчитываемых координат алгебраическому или натуральному уравнению поверхности детали, заданной произвольно в той же системе. Выполнение этого условия дважды будет означать двукратное касания линией режущей кромки теоретически заданной, формируемой поверхности детали. Так как движение кромки осуществляется от исходного контактного положения по траектории резания, то двойное выполнение упомянутого условия за полный цикл формообразования определит возможный способ механической обработки. Количество кинематических вариантов формообразования заданной поверхности выбранной линией режущей кромки предполагаемого инструмента будет зависеть от:
а) исходного положения систем координат детали и инструмента в начале цикла формообразования, характеризуемого контактом линии кромки с поверхностью детали в точке О, задаваемого выбором углов A, B, Y (при расчете шести оставшихся углов по уравнениям связи их косинусов);
б) сочетания действующих движений из числа существующих (nu, nd, Sх, Sу, Sz), определяющего результирующее движение резания, составляемое из попеременного включения пяти элементарных движений для каждого случая. При этом численная оценка множества общих точек поверхностей резания и детали, выполняемая за заданный, расчетный временной цикл формообразования будет определять производительность способа механической обработки. Выбор способа механической обработки и следовательно его производительность уже будет зависеть от комбинации, определяемых пунктами а) и б), а также от ...
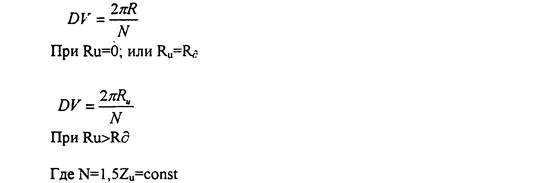
в) существования (Ru=/0) и величины радиуса движения режущей кромки относительно центра си системы координат, предполагаемого инструмента (Х2,Y2,Z2); заданного выбираемой линией режущей кромки.
г) выбора главного движения резания, определяющего скорость резания (Vр), из числа существующих в комбинациях, определяемых пунктами а), б) в) при присвоении оставшимся, существующим движениям функции подач;
д) возможности увеличения скорости выбранного движения резания при многолезвийной обработке, соответствующей условию nu=/0, пu=f(Vp), определяющему фрезерование, при котором многолезвийная обработка характеризуется приближенно равной мощности резания с однолезвийной, т.е.
20
Шаг дискретного движения режущей кромки от скорости рсзания принимался равным:
Zu - принятое произвольно число режущих кромок возможной фрезы
Шаг дискретного движения кромки в направлениях возможных подач принимался постоянным и равным
![]()
где S0=1мм=const, принятое значение подачи при получистовой обработки.
Это обеспечивало шаговое равенство расположения контактных точек (КТ) на формируемой поверхности при сравнении различных способов обработки из принципиально-возможных, что позволяло сравнить однотипные операции, обеспечивающие одинаковую технологическую шероховатость поверхности.
Печать алгоритма предусматривает выход характеристик способа механической обработки для трех наиболее эффективных, из принципиально возможных, сравниваемых по производительности.
22
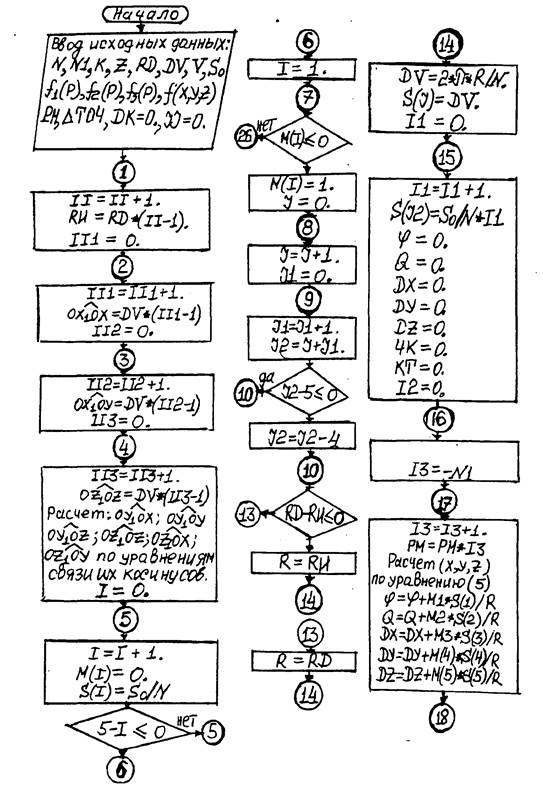
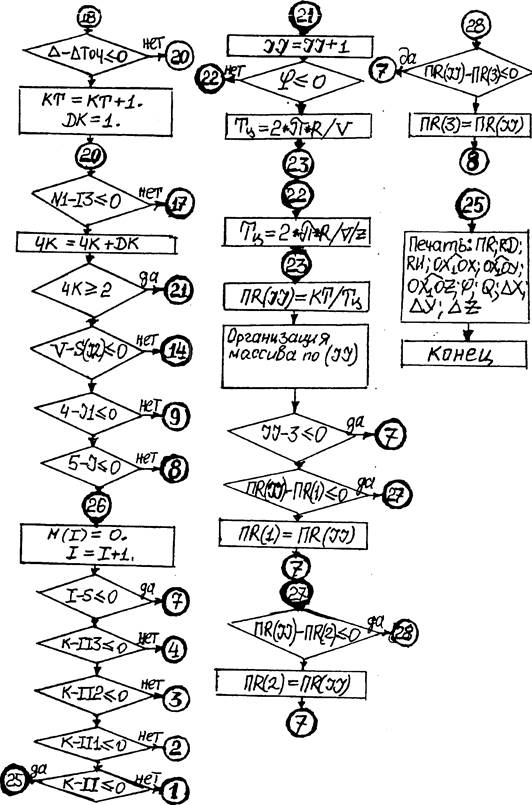
Блок-схема алгоритма поиска трех наиболее производительных схем формообразования заданной поверхности из принципиально возможных
Пример расчетного анализа на ЭВМ способов формообразования наружных поверхностей вращения деталей типа валов показал:
1) В случае формообразования точкой (из условия выбора кромки, как участка пересечения двух прямых линий, или существования малого радиуса К), наиболее эффективны три способа (рис. 8) а), б), В).
2) В случае формообразования прямой линией способы повторятся:
для случая а) Пр=45000 (кТ) для случая б) Пр= 10000 (кТ) для случая в) Пр=450000 (кТ)
3) В случае формообразования винтовой линией с углом подъема W=45° на радиусе фрезы R=2*Rc, получено три способа обработки на базе схемы - б);
а) оси фрезы и детали параллельны = 10000 (кТ)
б) находятся под углом скрещивания = 10000 (кТ)
в) находятся под углом скрещивания и фреза имеет ещё подачу вдоль своего вращения = 450000(кТ).
Таким образом, метод и алгоритм позволяют системно решить такую сложную задачу, как определение наиболее эффективных способов механической обработки из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений.
Так схема обработке изображенная на фиг. в. Защищена была авторским свидетельством ещё в 1946 г. Схема б (1) составила предмет изобретения, а схемы 6(2) и 6(3) разработаны защищены авторскими свидетельствами при реализации описанного алгоритма на ЭВМ. Схема представленная на фиг. а известна как самая эффективная при формообразовании точкой.
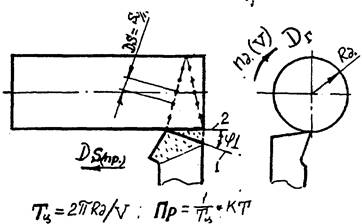
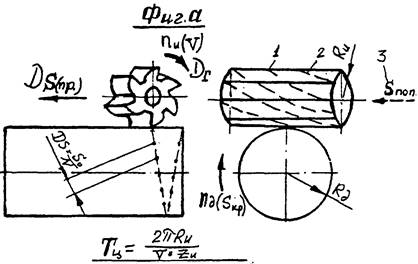
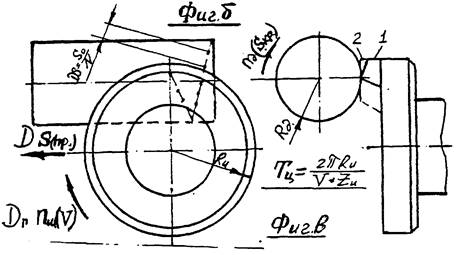
РИС. 8 Наиболее эффективные схемы обработки наружных поверхностей вращения.
26
2.2. Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин.
Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и выбора трех наиболее производительных, (с позиции кинематики формообразования), из принципиально (или теоретически) возможных. Алгоритм после сравнения схем формообразования и определения наиболее производительных предусматривает печать:
углов относительно положения систем координат детали и инструмента в соответствии с общей кинематической схемой формообразования, определяющих относительное положение предполагаемого инструмента в исходный момент формообразования;
форму режущей кромки инструмента при выборе на печать значений Х2=fз(р); Y2=f2(р); Z2=f3(р). (т.е. если это ломаная линия, расположенная от центра Оu на расстоянии R, то или Х2=Ru; или Y2=Ru в зависимости от исходного задания параметрического уравнения режущей кромки в системе инструмента ХuYuZu). (Второй пример: Х2=RsinA, Y2=RсоsA, Z2=Ра, следовательно режущая кромка винтовая линия на цилиндре или поверхности вращения с осью вращения соответствующей 02Z2 и т.д.)
равенство или неравенство радиуса или другого параметра инструмента, определяющего положение режущей кромки в системе X2Y2Z2 - К нулю.
Наличие движений, необходимых для формообразования, т.е. неравенство нулю сочетаемых из всех от одного до 6 движений: А, Б, F, Д, и Е, которое задается непрерывным вращением одного из заданных пространственных углов (A, B, Y), определяющих как относительное положение систем детали ХоYоZо и инструмента X2Y2Z2 в исходный момент формообразования, так и вращение промежуточной, несущей системы Х1Y1Z1 вокруг любой из трех осей координат;
Печать главного движения резания из существующих для найденной, наиболее эффективной схемы формообразования, например: А=Vр Б=Sкр D=Soz F=0 и т.д.
После получения данной информации на печать ЭВМ можно изображать полученную схему формообразования по примеру графического исполнения кинематических схем резания, приведенного в работе Грановского Г.И.. Только с уточнением стрелки одного из показанных на схеме движений как главного рабочего или движения определяющего скорость резания.
27
2.3. Методика трансформации найденных схем формообразования в способы механической обработки.
Из анализа описания алгоритма поиска схем формообразования поверхностей инструмента и определения трех наиболее эффективных следует:
а) Инструмент
29-04-2015, 04:05