Поняття виробничої логістики
Матеріальний потік на своєму шляху від первинного джерела сировини до кінцевого споживача проходить ряд виробничих ланок. Управління матеріальним потоком на цьому етапі має свою специфіку і має назву виробнича логістика, або по іншому-внутрішньовиробнича.Метою виробничої логістики є оптимізація матеріальних потоків всередині підприємств, які створюють матеріальні блага або надають матеріальні послуги. Актуальність застосування логістики у матеріальній сфері зумовлена декількома аспектами. По-перше, останнім часом спостерігається тенденція звуження сфери масового і багатосерійного виробництва. Розширюється застосування універсального устаткування, гнучких переналагоджуваних (виробничих) систем. Виробники отримують все більше замовлень на виробництво невеликих партій і навіть одиничних виробів. При цьому з боку покупців все частіше висувається вимога задовольнити потребу за мінімально короткий термін з високим ступенем гарантії.
Іншим аспектом актуальності виробничої логістики є організація виробництва у рамках кооперації з випуску складних виробів. У цьому випадку транспортно-пересувні операції можуть бути об’єктом як виробничої логістики, якщо використовуються власні транспортні засоби для внутрішньо системного переміщення вантажів, так і транспортної за умови використання транспорту загального користування.
Конкретні специфічні особливості побудови системи виробничої логістики підприємства залежать від типу і характеру виробничого процесу. Зазвичай припускають, що виробнича логістика присутня тільки на промислових підприємствах, тобто на виробничих підприємствах, які виготовляють деяку продукцію. При цьому ми погоджуємося з думкою, що поняття “виробничих процес” доцільно розглядати ширше, і тоді виробничу логістику можна розуміти як логістику всередині підприємства будь-якого типу, наприклад всередині промислового, будівельного чи торгового підприємства. Однак у цьому розділі докладно розглянуто логістику промислових підприємств.
Відмінною рисою об’єктів вивчення виробничої логістики є їх територіальна компактність. Тому у літературі їх іноді називають “основними об’єктами логістики”.Логістичні системи, які досліджує виробнича логістика, називаються внутрішньовиробничими логістичними системами. Клас внутрішньовиробничих систем, якщо вони задовольняють принципам логістики, досить великий-це промислові підприємства з високим рівнем автоматизації виробництва, автоматизовані складські системи і підприємства матеріально-технічного постачання, транспортні вузли станції і т.д.Якщо виходити із зазначеної раніше просторової декомпозиції логістики, то внутрішньовиробничу логістичну систему слід віднести до мікрологістики.У той же час внутрішньовиробничі логістичні системи можна розглядати на макро- і мікрорівні.Роль внутрішньовиробничих логістичних систем (ВЛС) на макрорівні визначається такими факторами:
- ВЛС підприємств є джерела матеріальних потоків і первинної інформації. Фахівці вважають, що гнучкі виробничі модулі промислових підприємств є стартовими елементами логістичного ланцюга;
- ВЛС підприємств задають певний ритм всьому логістичному ланцюгу. Решта його елементів, у тому числі система постачання і збуту, транспортна система повинні функціонувати відповідно до ритму ВЛС;
-завдяки системному підходу під час дослідження господарської діяльності логістика виступає координатором, стимулятором і організатором зв’язку між усіма суб’єктами підприємства і його клієнтурою. Тому основна мета ВЛС полягає в координації планування й управління виробництвом, реалізації оперативних і стратегічних планів;
-можливість адаптації макрологістичних систем до змін навколишнього середовища істотною мірою визначається здатністю вхідних внутрішньовиробничих логістичних систем швидко змінювати якісний і кількісний склад вихідного матеріального потоку, тобто асортимент і кількість продукції, що випускається
-ВЛС у мініатюрі є системою, у рамках якої функціонують підсистеми постачання і збуту, промислового транспорту, виробничі ділянки підприємства. Моделювання процесів ВЛС дозволяє отримати цінну інформацію для дослідження закономірностей роботи всієї логістичної системи-про гнучкість, стійкість, надійність і т.п.
На мікрорівні внутрішньовиробнича логістика виступає центром управління, планування, координації та контролю всіх основних потоків, наявних на промисловому підприємстві: матеріальних, інформаційних та інших. Тут внутрішньовиробничі логістичні системи є рядом підсистем, що перебувають у відносинах і зв’язках одна з одною, утворюють певну цілісність, єдність. Ці підсистеми: закупівля, склади, запаси, обслуговування виробництва, транспорт, інформація, збут і кадри-забезпечують входження матеріального потоку в систему, проходження всередині неї та вихід із системи. Відповідно до концепції логістики побудова внутрішньовиробничих логістичних систем повинна забезпечувати можливість постійного узгодження і взаємного коректування планів і дій постачальницьких, виробничих ланок і ланок збуту всередині підприємства.
До завдань внутрішньовиробничих логістичних систем у рамках заданої виробничої програми належать:
- оперативно-календарне планування з детальним розкладом випуску готової продукції;
-оперативне управління технологічними процесами виробництва;
-загальний контроль якості, підтримка стандартів якості продукції та відповідного сервісу;
-стратегічне і оперативне планування постачань матеріальних ресурсів;
-організація внутрішньовиробничого складського господарства;
-прогнозування, планування і нормування витрат матеріальних ресурсів у виробництві;
-організація роботи внутрішньовиробничого технологічного транспорту;
-контроль і управління запасами матеріальних ресурсів, незавершеного виробництва і готової продукції на всіх рівнях внутрішньовиробничої складської системи і у технологічному процесі виробництва;
-внутрішньовиробничий фізичний розподіл матеріальних ресурсів і готової продукції;
-інформаційне і технічне забезпечення процесів управління внутрішньовиробничими матеріальними потоками;
-автоматизація і комп’ютеризація управління матеріальними та інформаційними потоками у виробництві.
Таким чином, завдання виробничої логістики відображають організацію управління матеріальними та інформаційними потоками не просто всередині логістичної системи, а в рамках процесу виробництва
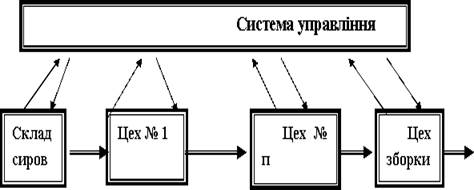
Штовхаюча система управління матеріальними потоками Штовхаюча система є системою організації виробництва, в якій предмети праці, що поступають на виробничу ділянку, безпосередньо цією ділянкою у попередньої технологічної ланки не замовл ються
 мал. 1
мал. 1
Матеріальний потік "виштовхується" одержувачеві по команді, що поступає на передавальну ланку з центральної системи управління виробництвом (мал. 1).
Умовні позначення: ![]()
![]() Матеріальний потік, Інформаційний потік
Матеріальний потік, Інформаційний потік
Штовхаючі моделі управління, потоками характерні для традиційних методів організації виробництва. Можливість їх застосування для логістичної організації виробництва з'явилася у зв'язку з масовим поширенням обчислювальної техніки. Ці системи, перші розробки яких відносять до 60-м рокам, дозволили погоджувати і оперативно коригувати плани і дії усіх підрозділів підприємства - постачальницьких, виробничих і збутових, з урахуванням постійних змін в реальному масштабі часу.
Штовхаючі системи, здатні за допомогою мікроелектроніки пов'язати складний виробничий механізм в єдине ціле і максимально задіювати робітників і устаткування у виробництві. Проте у разі різкої зміни попиту використання "виштовхуючої" системи призводить до створення надмірного запасу і "затоварювання" через відсутність можливості "перепланування" виробництва для кожної стадії. Параметри "виштовхуваного" на ділянку матеріального потоку оптимальні настільки, наскільки система, що управляє, в змозі врахувати і оцінити усі чинники, що впливають на виробничу ситуацію на цій ділянці. Проте ніж більше чинників по кожній з численних ділянок підприємства повинна враховувати система, що управляє, тим досконаліше і дорожче має бути її програмне, інформаційне і технічне забезпечення.
Мікрологістична система KANBAN
Найбільш розповсюдженою у світі серед мікрологістичних є концепція “just-in-time”- JIT (“точно у термін”).Однією із перших спроб практичного впровадження цієї концепції стала розроблена корпорацією Toyota Motor мікрологістична система KANBAN, що в перекладі з японського означає “карта”. Система KANBAN є першою реалізацією “тягнучих” мікрологістичних систем у виробництві, на впровадження якої від початку розробки у фірми Toyota пішло 10 років. Термін був таким тривалим, тому що система KANBAN не могла працювати без відповідного логістичного оточення концепції JIT. Ключовими елементами цього оточення стали:
-раціональна організація і збалансованість виробництва;
-тотальний контроль якості на всіх стадіях виробничого процесу і якості вихідних матеріальних ресурсів у постачальників;
- партнерство тільки з надійними постачальниками і перевізниками;
-підвищена професійна відповідальність всього персоналу.
Перші спроби американських і європейських конкурентів автоматично перенести схему KANBAN у виробництво без обліку цих та інших факторів логістичного оточення зазнали невдачі.Мікрологістична система KANBAN, вперше застосована корпорацією Toyota Motor у 1972 р. на заводі “Така хама” (м. Нагоя, Японія), є системою організації неперервного виробничого потоку, який здатний до швидкої перебудови і практично не потребує страхових запасів. Сутність системи KANBAN полягає у тому, що всі виробничі підрозділи заводу, включаючи лінії кінцевого складання, забезпечуються матеріальними ресурсами тільки в тій кількості й у такі строки, які необхідні для виконання заданого підрозділом-споживачем замовлення. Таким чином, на відміну від традиційного підходу до виробництва, структурний підрозділ-виробник не має загального жорсткого графіка виробництва, а оптимізує свою роботу в межах замовлення наступного у виробничо-технологічному циклі підрозділу фірми, що здійснює операції на наступній стадії виробничо-технологічного циклу.Особливостями такого планування є те, що вся диспетчеризація процесу побудована на горизонтальних зв’язках вздовж всього технологічного ланцюжку, а не на піраміді, характерній для традиційних рішень.Засобом передачі інформації в системі є спеціальна картка “kanban” у пластиковому конверті. Поширено два види карток: відбору і виробничого замовлення.У картці відбору зазначається кількість деталей (компонентів, напівфабрикатів), яку потрібно взяти на попередній ділянці обробки (складання), у той час як у картці виробничого замовлення-кількість деталей, яку потрібно виготовити (скласти) на попередній виробничій ділянці.Картки виробничого замовлення і відбору роблять різнокольоровими-наприклад, білими і чорними. Ці картки циркулюють як всередині підприємств фірми Toyota, так і між корпорацією та компаніями-співробітниками, а також на підприємствах філій. Таким чином, картки “kanban” несуть інформацію про кількість витраченої і виробленої продукції, що дозволяє реалізувати концепцію ЛТВажливими елементами мікрологістичної системи KANBAN є інформаційна система, яка включає не лише картки, але і виробничі, транспортні і постачальницькі графіки, технологічні карти, інформаційні світлові табло і т.д.; система регулювання потреби і професійної ротації кадрів; система тотального (TQM) і вибіркового (“Дзідока”) контролю якості продукції; система вирівнювання виробництва і ряд інших.Практичне використання системи KANBAN, а потім її модифікованих версій дозволяє значно поліпшити якість продукції, яка випускається; скоротити логістичний цикл, як наслідок істотно підвищити обертання обігового капіталу фірм; знизити собівартість виробництва; практично виключити страхові запаси і значно зменшити незавершене виробництво.Аналіз світового досвіду застосування мікрологістичної системи KANBAN багатьма відомими машинобудівними фірмами показує, що вона дає можливість зменшити виробничі запаси на 50%, запаси готової продукції-на 8% за умови значного прискорення обертання обігових засобів і підвищення якості готової продукції.
29-04-2015, 02:46