84 84
ТПЖА 746 100.883 ПЗ
Лит. Лист Листов
Утвердил
Н. Контр.
Проверил Шишкина С. В.
Разраб. Валов О. С.
Изм. Лист № документа Подпись Дата
Кафедра ТЭП
гр. ТЭП - 51
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ 5
1 ВВЕДЕНИЕ 6
2 ИСХОДНЫЕ ДАННЫЕ К ПРОЕКТУ 8
2.1 Годовая программа 8
2.2 Характеристика детали 9
3 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 10
3.1 Характеристика покрытия 10
3.2 Выбор и обоснование способа нанесения покрытия 13
3.3 Выбор и обоснование типа и состава электролита для нанесения покрытия 17
3.4 Обоснование режимов процесса нанесения цинкового покрытия 22
3.5 Подготовительные операции 25
3.5.1 Обезжиривание 25
3.5.2 Активация 28
3.6 Заключительные операции 31
3.6.1 Пассивирование 31
3.6.2 Сушка 32
3.6.3 Промывка 33
3.7 Технологическая карта 36
3.8 Технологические инструкции по выполнению технологических процессов 42
3.8.1 Сырьё и материалы 42
3.8.2 Приготовление и корректировка электролитов 43
3.8.3 Контроль качества покрытия 44
3.8.4 Дефекты и их устранение 46
3.8.5 Анализ электролитов 47
3.8.6 Обслуживание электролитов 50
3.9 Утилизация цинка из промывных вод и очистка сточных вод 52
4 РАСЧЁТНАЯ ЧАСТЬ 56
4.1 Выбор основного типа оборудования 56
4.2 Конструктивный расчёт основного оборудования 57
4.3 Электрический расчёт электрохимических ванн 63
4.4 Тепловой расчёт 66
4.4.1. Тепловой расчет нагревающихся ванн 66
4.4.2 Расчёт змеевика. 69
4.4.3 Укрупнённый тепловой расчёт ванн 71
4.5 Материальные расчёты 72
4.5.1 Расчёт расхода воды на промывку 72
4.5.2 Расчёт расхода химикатов и анодов 73
4.6 Расчёт вытяжной вентиляции 77
5 Охрана труда и техника безопасности 79
6 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 83
1 ВВЕДЕНИЕ
Коррозия металлов, то есть разрушение вследствие электрохимического или химического воздействия среды, причиняет народному хозяйству огромный вред. Ежегодно из-за коррозии выбывает из строя свыше 35% всего вырабатываемого металла.
Для снижения потерь металла и предохранения изделий от коррозии наряду с использованием химически стойких материалов широко применяются различные виды защитных покрытий.
Помимо покрытий, предназначенных для защиты основного металла от атмосферной коррозии, различают защитно-декоративные покрытия, которые не только должны защищать металл от коррозии, но и сообщать его поверхности красивый, часто блестящий вид на протяжении определённого периода эксплуатации в атмосферных условиях.
Довольно широкое применение имеют износостойкие покрытия, назначение которых сводится к повышению сопротивления трущихся поверхностей механическому износу. Эти покрытия повышают срок службы трущихся поверхностей, в частности, цилиндров двигателей внутреннего сгорания автомобилей и других двигателей.
Покрытия из металлов и сплавов сообщают поверхности оптические, магнитные, антифрикционные и другие свойства. В последнее время покрытия из драгоценных металлов применяют всё в больших количествах в электронной промышленности – в производстве полупроводниковых приборов и различного рода электрических контактов, когда наряду с химической стойкостью требуется сообщить поверхности высокую электропроводность, низкое и постоянное переходное электросопротивление и целый ряд других свойств.
Гальванические покрытия по механическим свойствам, чистоте, коррозионной стойкости и экономичности одни из самых лучших. Возможность регулировать толщину слоя изменением продолжительности процесса и плотности тока, возможность уменьшать количество цветных металлов, расходуемых на покрытие поверхности, делают этот метод довольно привлекательным.
Гальванические процессы осуществляются в цехах защитных покрытий. Повышение технического уровня цехов защитных покрытий, внедрение современных технологических процессов и средств автоматизации способствует повышению эффективности труда и значительному увеличению производительности труда.
2 ИСХОДНЫЕ ДАННЫЕ К ПРОЕКТУ
2.1 Годовая программа
Н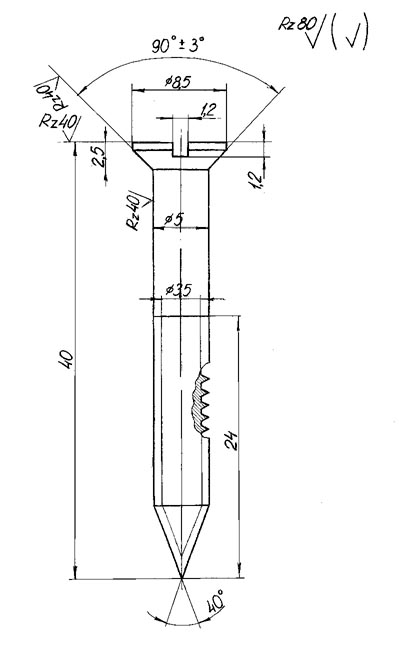
а
линию покрытия
поступает
деталь шуруп
с потайной
головкой А5·40
выполненный
в соответствии
с ГОСТ 1145-70. Данная
деталь изготовлена
из низкоуглеродистой
стали ст3. Эскиз
детали изображён
на рисунке 2.1.
Рисунок 2.1 - Эскиз детали шуруп А5·40
Годовая программа составляет 50000 м2 в год.
2.2 Характеристика детали
Деталь шуруп изготавливается из стального прутка диаметром девять миллиметров на токарном станке путём удаления излишков металла при помощи различных резцов.
Термообработке деталь не подвергается. После изготовления детали защищаются от коррозии путём нанесения консервационного масла. В таком виде шурупы отправляются на склад, откуда далее подаются в гальванический цех на покрытие.
Масса одного шурупа А5·40 составляет 3,6 грамм. Габаритные размеры 8,5Ч8,5Ч40 мм. Площадь поверхности равна 0,002 м2. Шероховатость поверхности находится в пределах от Rz 40 до Rz 80 (см. рис. 2.1).
Шуруп предназначен для эксплуатации в климатическом районе УХЛ (по ГОСТ 15150-69). В данную комбинацию входят следующие типы макроклиматов: очень холодный (кроме Антарктиды), холодный, холодный умеренный, тёплый умеренный, тёплый сухой, мягкий тёплый сухой. Рабочая температура воздуха при эксплуатации составляет от 40 до минус 60 °С.
Изделие изготавливается по третьей категории (по ГОСТ 15150-69): для эксплуатации в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий, где колебания температуры и влажности воздуха и воздействие песка и пыли существенно меньше, чем на открытом воздухе, например, в металлических с теплоизоляцией, каменных, бетонных, деревянных помещениях.
3 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Характеристика покрытия
Цинк – металл светло-серого цвета, отличающийся хрупкостью и сравнительно малой твёрдостью (50-60 единиц по Бринелю). Цинк обладает следующими физико-химическими свойствами: плотность 7,2 г/см3, атомный вес 65,38; валентность 2; стандартный потенциал по отношению к нормальному водородному электроду составляет минус 0,76 В; электрохимический эквивалент 1,22 г/А·ч; температура плавления 419 °С; при нагреве до 100 – 150 °С цинк становится пластичным и может подвергаться прокатке и ковке, при 200 °С и выше цинк снова теряет пластичность и делается настолько хрупким, что его легко можно превратить в порошок. В сухом воздухе цинк устойчив. Во влажном воздухе и пресной воде он покрывается белой плёнкой углекислых и окисных соединений, защищающих его от дальнейшего разрушения.
В морской воде цинк обладает умеренной устойчивостью. Скорость коррозии цинка в воде при различных температурах связана с изменением свойств продуктов его коррозии: при низких (20–40 °С) и высоких (выше 90 °С) температурах цинк покрывается плотными, прочно пристающими к нему продуктами коррозии, которые, однако, в определённом интервале температур (50–80 °С) становятся рыхлыми и легко отстают от поверхности.
Цинк быстро разрушается кислотами и щелочами и легко реагирует с сероводородом и сернистыми соединениями, поэтому в таких средах цинковые покрытия неприменимы.
В кислотах цинк растворяется с выделением водорода. Примеси ртути и свинца с высоким значением перенапряжения водорода не оказывают существенного влияния на скорость растворения цинка, в то время как примеси меди, олова и других электроположительных металлов, на которых перенапряжение водорода незначительно, повышают скорость растворения цинка в кислых средах.
Основными областями применения цинковых покрытий являются: защита от коррозии деталей машин, крепежа, стальных листов, проволоки и деталей ширпотреба, работающих вне помещений, в различных климатических районах, а также в закрытых помещениях с умеренной влажностью и в помещениях, загрязнённых газами и продуктами сгорания; защита изделий из чёрных металлов от коррозии в атмосфере, загрязнённым сернистым газом, и от коррозионного воздействия бензина и масла; защита водопроводных труб, питательных резервуаров и предметов домашнего обихода из чёрных металлов, соприкасающихся с водой.
Широкое распространение цинковых покрытий в гальванической практике для защиты от коррозии изделий из чёрного металла объясняется их высокими защитными свойствами. Потенциал цинка отрицательнее потенциала чёрных металлов (стали, железа, чугуна), т. е. цинк для указанных выше металлов является анодным покрытием и защищает их от коррозии электрохимически. Защитные свойства таких покрытий сохраняются даже при малой толщине слоя, а также при наличии в нём пор или обнажённых участков.
Важную роль играет также низкая стоимость цинка по сравнению со многими цветными металлами.
Скорость разрушения цинкового покрытия составляет примерно 1,0–1,5 мкм год для местности, характеризующейся наличием в атмосфере значительных количеств сернистого и углекислого газов.
Значительное уменьшение скорости разрушения цинковых покрытий достигается специальной обработкой их в растворах солей хромовой кислоты, а также за счёт фосфатных и оксидных плёнок, образующихся в результате применения химических и электрохимических видов обработки цинкового покрытия.
Цвет покрытия (по ГОСТ 9.301-86) серебристо-белый или серебристо-серый с голубоватым оттенком. Допускаются незначительные радужные оттенки, если нет особых требований к декоративным свойствам покрытия. Детали с цинковым покрытием не являются бракованными если:
матовая поверхность после гидропескоструйной и металлпескоструйной очистки, галтования, травления;
потемнение или ослабление интенсивности цвета хроматного покрытия на деталях после термообработки;
более тёмный или более светлый оттенок хроматного покрытия в отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, острых кромках, углах;
матовые полосы вокруг отверстий;
единые механические повреждения хроматного покрытия не более 2% общей площади;
изменение интенсивности цвета или потемнения после прогрева с целью обезводороживания и проверки прочности сцепления.
3.2 Выбор и обоснование способа нанесения покрытия
Практическое применение находят следующие способы нанесения цинковых покрытий:
погружение изделий в расплавленный цинк (горячий способ);
метод термической диффузии;
металлизация распылением металлом из пульверизатора;
контактный метод осаждения цинка;
электролитический метод.
Горячий способ покрытия заключается в том, что изделия погружают в ванну с расплавленным металлом или же нагретую поверхность деталей натирают расплавленным металлом.
К недостаткам этого способа следует отнести неравномерность толщины слоя и большой расход металла. Этот способ непригоден для деталей со сложной формой и резьбой.
Диффузионный способ нанесения основан на диффузии в поверхностные слои деталей какого-либо металла при высокой температуре. Диффузионные покрытия наносят при нагреве деталей в твёрдой (порошкообразной), жидкой или газообразной фазе металла.
Способ металлизации распылением заключается в нанесении на поверхность деталей слоя металла распылением расплавленного металла.
Способ контактного осаждения осуществляется без применения внешнего источника тока, за счёт вытеснения менее благородными металлами более благородных из растворов их солей. Толщина таких покрытий, как правило, невелика и защитные свойства их невысоки.
Электролитический метод цинкования. Хотя цинк в ряду напряжений стоит немного левее водорода (Е°= –0,76 В), однако осаждение его не встречает затруднений, что объясняется высоким значением перенапряжения выделения водорода на цинке. Благодаря этому в обычных условиях электролиза водород на катоде выделяется в незначительных количествах, и ток в основном расходуется на осаждение цинка.
Основными преимуществами электролитического метода цинкования являются:
высокая степень чистоты электролитически осаждённого цинка, зависящая главным образом от чистоты анодов и химикатов, применяемых для составления ванн;
высокая химическая стойкость цинковых покрытий, полученных электролизом, обусловленная чистотой осадка;
малый расход цинка, обусловленный возможностью точного регулирования количества отлагаемого цинка и толщины покрытия;
хорошие механические свойства покрытия (эластичность покрытия и хорошая сцепляемость с основой).
Цинковые покрытия, полученные электролитическим способом, отличаются также достаточно высокой стойкостью против коррозии в условиях тропического климата.
Как видно из вышенаписанного, электролитический метод нанесения цинкового покрытия является наиболее удовлетворяющим требованиям, которые предъявляются к покрываемой детали.
Так как на деталь необходимо нанести защитно-декоративное покрытие, то по ГОСТ 9.303-84 минимальная толщина покрытия должна составлять 6 мкм, а максимальная 9 мкм.
В таком случае будет наноситься цинковое покрытие Ц6.хр.бцв. со следующими свойствами (по ГОСТ 9.303-84):
Цинковое покрытие является анодным по отношению к стали ст3, и защищает её от коррозии до температуры 70 °С, при более высоких температурах – механически. Покрытие предотвращает контактную коррозию стали ст3 при сопряжении с деталями из алюминия и его сплавов; обеспечивает свинчиваемость резьбовых деталей.
Для повышения коррозионной стойкости цинковое покрытие хроматируют. Хроматирование одновременно улучшает декоративный вид покрытия. Хроматная плёнка механически непрочная.
Цинковое хроматированное покрытие теряет свой декоративный вид при условии периодического механического воздействия (прикосновение инструмента, рук и т. д.)
Электрохимическое цинкование вызывает потерю пластичности стали в результате её наводораживания. Стали с пределом прочности более 1380 МПа (140 кгс/мм2) цинкованию не подлежат.
Покрытие обладает прочным сцеплением с основным металлом, низким сопротивлением механическому истиранию и повышенной хрупкостью при температуре выше 250 °С и ниже минус 70 °С. покрытие обладает низкой химической стойкостью к воздействию продуктов, выделяющихся при старении органических материалов.
Микротвёрдость покрытия в среднем составляет 490–1180 МПа (50–120 кгс/мм2); удельное сопротивление при 18 °С составляет 5,75·10-8 Ом·м.
3.3 Выбор и обоснование типа и состава электролита для нанесения покрытия
Для цинкования применяют три типа электролитов: кислые, щелочные цианистые и щелочные нецианистые (цинкатные).
Во всех этих электролитах цинк находится в виде двухвалентных ионов.
Из кислых электролитов цинк выделяется в результате разряда на катоде двухвалентных ионов цинка:
ZnSO4 = Zn2+ + SO42-, (3.1)
Zn2+ + 2e = Zn. (3.2)
На разряд ионов цинка расходуется почти весь ток, так как выделение водорода ничтожно мало. Убыль ионов цинка из растворов компенсируется растворением анодов. Последнее протекает без выделения кислорода.
Протекание указанных электродных процессов на практике несколько нарушается из-за присутствия в электролите примесей, выделение которых наряду с выделением водорода несколько снижает катодный выход по току.
Кроме того, наряду с чисто электрохимическим растворением анодов происходит частичное химическое растворение цинка благодаря присутствию в растворе некоторого количества свободной кислоты.
Оба эти процесса – разряд посторонних катионов и химическое растворение анодов – изменяют коэффициенты использования тока на электродах и требуют периодической корректировки электролита.
Рассеивающая способность кислых электролитов весьма низкая.
Сульфатный электролит содержит (г/л):
ZnSO4·7H2O……………………………..……………………..……..200-300
Al2(SO4)3·18H2O……………………………………………………..………30
Na2SO4·10H2O………………………..……….…….…………………50-100
Блескообразующая добавка…………………….………………………1-5
Процесс ведётся при 18–25 °С и при рН=3,5–4,5. Плотность тока в перемешиваемых ваннах составляет от 2 до 10 А/дм2 и выше.
Сульфатные ванны, несмотря на целый ряд преимуществ (устойчивость в работе, высокий выход металла по току, отсутствие в составе электролита ядовитых веществ), применяются главным образом для цинкования изделий простой конфигурации (листов, ленты, проволоки и т. п.)
Основным компонентом цианистых цинковых электролитов является комплексная соль Na2[Zn(CN)4]. Диссоциация этой соли происходит по уравнению
Na2[Zn(CN)4] 2Na+ + Zn(CN)42-. (3.3)
Таким образом, цинк в растворе находится в составе аниона.
Разряд на катоде требует значительной энергии активации; этим объясняется высокая поляризация, сопровождающая осаждение цинка из цианистых электролитов, и мелкокристаллическая структура покрытий.
Осаждение цинка из растворов цианистого комплекса, содержащих избыток свободного цианида, протекает при потенциале минус 1,7 В. Поэтому, несмотря на высокое водородное перенапряжение на цинке, выход по току цинка небольшой.
Потенциал осаждения цинка может быть снижен до минус 1,4 В введением в раствор свободной щёлочи. Одновременно снижается концентрация ионов водорода. Вход по току достигает 95–99%.
Цианистое цинкование при плотностях тока до 5-6 А/дм2. Осадки цинка получаются плотными, весьма тонкокристаллическими, а электролит обладает высокой рассеивающей способностью.
Характерная особенность анодного процесса при цинковании в цианистых электролитах заключается в склонности цинковых анодов к пассивированию и, следовательно, к уменьшению концентрации цинковой соли в ванне, что проявляется особенно заметно при недостатке в электролите свободного цианида. Этим объясняется непостоянство состава цианистого электролита.
Другой причиной является то, что цинковые аноды подвержены химическому растворению в цианистом калии и щёлочи. Это приводит к накапливанию цинка в электролите. Третья причина непостоянства состава электролита цианистых ванн – взаимодействие с углекислотой воздуха (по этой причине нельзя применять перемешивание).
Состав цианистого электролита имеет такой вид (г/л):
ZnO……………………………………………………………………..…40-45
NaCN…………………………………………………………..………….80-85
NaOH………………………...…………………………………………...40-60
Электролиз ведут при 18–40 °С. Катодная плотность тока 1–4 А/дм2 и выход по току 70–80%.
Основной недостаток цианистых электролитов заключается в их токсичности (выделяющаяся синильная кислота – сильный яд), поэтому они применяются в редких случаях.
Цинкатные электролиты очень просты по составу. В основном они содержат цинк в виде цинката и едкую щёлочь.
Выход металла по току в цинкатных электролитах близок к 100% и мало меняется с изменением условий электролиза. Осадки, полученные из цинкатных электролитов, имеют крупнокристаллическую структуру и отличаются неравномерной толщиной слоя. Это связано с малой катодной поляризацией.
Улучшение качества осадков, полученных из цинкатных ванн, достигается добавлением в электролит небольших количеств солей олова, свинца и ртути (это способствует растворению цинка).
2 Zn + Sn4+ 2 Zn2+ + Sn. (3.4)
Рассеивающая способность цинкатных ванн в присутствии солей указанных металлов и при низкой плотности тока достаточно высока.
Примерный состав цинкатного электролита (г/л):
ZnO……………………………………………………………….……..…5-50
NaOH……………………………………………………...…….……...65-220
Na2SnO3……………………………………………………….....…….0,2-0,5
Процесс ведут при 50–70 °С. Катодная плотность тока 0,5–4 А/дм2. выход по току 96–98%.
Сравнение достоинств и недостатков для различных типов электролитов цинкования можно наглядно увидеть в таблице 3.1.
Исходя из общей суммарной оценки, можно сделать вывод, что цинкатный электролит цинкования является самым пригодным для покрытия детали шуруп А5·40.
Таблица 3.1 – Сравнительная характеристика электролитов цинкования.
| Свойства электролитов | Оценочная шкала |
Высокоцианистые |
Малоцианистые |
Цинкатные | Кислые |
Аммикатные |
|
Положительные Рассеивающая способность Выход по току Предельно допустимая концентрация Способность крыть чугун Неприхотливость в подготовке поверхности Устойчивость к температуре Лёгкость очистки сумма |
10 5 5 3 10 5 5 |
10 4 3 1 10 5 3 36 |
8 3 1 1 7 3 4 27 |
8 3 1 1 5 2 5 25 |
2 5 5 3 2 2 2 21 |
7 5 5 3 2 2 2 26 |
|
Отрицательные Агрессивность к стали Токсичность Затраты на нейтрализацию Водородная хрупкость Стоимость эксплуатации сумма |
-5 -5 -10 -5 -3 |
-1 -5 -10 -5 -3 -24 |
-1 -5 -5 -5 -2 -18 |
0 -1 -1 -3 -1 -6 |
-5 -1 -1 -1 -1 -9 |
-5 -1 -2 -1 -2 -11 |
|
Общая суммарная оценка |
12 |
9 |
19 |
12 |
15 |
3.4 Обоснование режимов процесса нанесения цинкового покрытия
При электрохимическом осаждении цинка на катоде протекает следующий процесс:
Zn(OH)42- + 2e Zn + 4 OH- . (3.5)
Побочным процессом на катоде является разряд ионов водорода:
2 H2О + 2e H2 + 2 OH- . (3.6)
Выделяющийся водород в атомарном состоянии проникает в кристаллическую решётку покрываемого металла, тем самым, повышая его хрупкость. Этот процесс носит название наводораживание. Для того чтобы снизить наводораживание необходимо поддерживать высокий выход по току цинка.
Температура ведения процесса покрытия детали составляет 20-30 °С. Оптимальной температурой является температура, равная цеховой (при условии, что она попадает в этот интервал), так как в этом случае отпадает необходимость подогревать ванну покрытия. При повышении температуры будет снижаться перенапряжение выделения водорода на катоде, это приведёт к большему его выделению, а, следовательно, к уменьшению выхода по току цинка и наводораживанию детали. При понижении температуры будет падать электропроводность раствора электролита, что повлечёт за собой увеличение напряжения на ванне и перерасходу электроэнергии идущей на процесс покрытия.
Для деталей сложной формы и во вращательных установках применяется катодная плотность тока в интервале от 0,5 до 1,5 А/дм3. Оптимальной будет являться катодная плотность тока, равная 1 А/дм3, так как при данной плотности тока скорость осаждения цинка будет в пределах 0,1–0,3 мкм/мин. При снижении данной плотности тока будет происходить снижение производительности и как следствие этого, повышение себестоимости детали. Кроме того, будет снижаться выход по току цинка, а это повлечёт наводораживание детали. При увеличении катодной плотности тока будет происходить рост концентрации окиси цинка (влияние см. ниже); может быть достигнут предельный ток, и будет происходить дендритообразование; будет происходить разогрев раствора электролита, а, следовательно, снижение выхода по току цинка и наводораживание детали.
Оптимальная концентрация окиси цинка в электролите составляет 10 – 17 г/дм3. При понижении содержания окиси цинка будет происходить уменьшение катодной плотности тока и снижение производительности. При повышении содержания окиси цинка будет снижаться содержание щёлочи в электролите, благодаря этому снижению будет падать выход по току цинка.
Оптимальное содержание щёлочи в электролите составляет 90 – 120 г/дм3. Если содержание щёлочи будет выше, то будет происходить снижение рассеивающей способности электролита, это приведёт к ухудшению качества покрытия. Если содержание щёлочи будет заниженным, то снизится выход по току, а это повлечёт за собой наводораживание детали и снижение производительности процесса.
Оптимальное содержание блескообразующих добавок НБЦ-0 и НБЦ-К составляет 4-6 г/дм3. Повышение содержания не имеет экономического смысла, а снижение приведёт к ухудшению качества покрытия.
На основании вышеизложенного и руководствуясь информационными данными ГОСТ 9.305-84, выбираем состав цинкатного электролита для нанесения цинкового покрытия и режимы технологического процесса:
Окись цинка………………………………………………..10-17 г/дм3
Едкий натр технический марка ТР…………...……….90-120 г/дм3
Блескообразующие добавки:
НБЦ-0…………………………………………………..4-6 г/дм3
НБЦ-К…………………………………………..………4-6 г/дм3
рН………………………………………………………………....4,5-5,8
Температура…………………………………………………..20-30 °С
Катодная плотность тока……………….………………0,5-1,5 А/дм3
Анодная плотность тока…………………………………….1-2 А/дм3
3.5 Подготовительные операции
3.5.1 Обезжиривание
Химическое обезжиривание заключается в том, что жиры, представляющие собой сложные эфиры глицерина и высших жирных кислот, при воздействии щёлочи омыляются и переходят в растворимые соли, а минеральные масла при воздействии щёлочи могут образовывать эмульсию.
При химическом обезжиривании применяют разбавленные растворы щёлочи, так как концентрированные щелочные растворы обладают способностью образовывать оксидные плёнки на поверхности детали, изготовленной из стали. Кроме того, образовавшиеся при обезжиривании мыла в концентрированных растворах щёлочи не растворяются, что отрицательно сказывается на прочности сцепления покрытий. Кроме едкого натра, растворы для обезжиривания содержат легко гидролизующиеся соли щелочных металлов (углекислый натрий, тринатрийфосфат и др.). Концентрация едкого натра в растворах для обезжиривания стальных деталей обычно не превышает 100 г/л.
С целью облегчения процесса отрыва капелек масла от поверхности металла и образования эмульсии в щелочной раствор добавляют поверхностноактивные вещества, так называемые эмульгаторы.
Химическое обезжиривание производят при температуре 70–90 °С, при которой омыление и процесс эмульгирования протекают более интенсивно. Продолжительность обезжиривания зависит от степени загрязнения деталей и составляет примерно от 5 до 60 мин.
Корректирование щелочного раствора в процессе работы осуществляется добавкой химикатов согласно данным анализа. Периодически в зависимости от размеров обезжиривающей ванны и количества обрабатываемых деталей щелочной раствор заменяют свежим.
Электрохимическое обезжиривание в щелочных растворах производится при помощи постоянного, а иногда и переменного тока. При постоянном токе обезжиривание осуществляется на катоде и на аноде. В процессе электролиза на поверхности детали наблюдается интенсивное выделение пузырьков газа, облегчающих отрыв капелек масла от поверхности детали, чем значительно улучшается обезжиривание.
При электрохимическом обезжиривании с увеличением поляризации уменьшается прочность сцепления масла с поверхностью электрода. Параллельно с усилением поляризации увеличивается степень смачивания водой поверхности металла.
Скорость обезжиривания деталей на аноде меньше, чем на катоде. Это объясняется тем, что в прианодном пространстве не происходит защелачивания электролита, вследствие чего процесс омыления жиров у анода происходит медленнее. Кроме того, количество выделяющегося при электролизе кислорода меньше, чем количество водорода, а пузырьки кислорода больше пузырьков водорода и меньше задерживаются на поверхности капелек масла, а поэтому и удаление масла с поверхности происходит менее интенсивно. Однако процесс катодного обезжиривания сопровождается наводораживанием.
Скорость электрохимического обезжиривания значительно выше химического. Качество обезжиривание также лучше. При электрохимическом обезжиривании пользуются в основном теми же химикатами что и при химическом, только в меньших концентрациях.
Недостаток электрохимического обезжиривания – низкая рассеивающая способность применяемых растворов, вследствие чего очистка сложнопрофилированных деталей затруднительнее.
Делая анализ вышенаписанного, и при условии того, что поверхность поступающей детали сильно зажирена консервационными маслами (см. раздел 2.2), принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать химическое обезжиривание как предварительную очистку от масел и электрохимическое обезжиривание на катоде для лучшей очистки от масел.
Для покрываемого металла – сталь ст3, при обработке во вращающемся барабане выбираем следующие составы и характеристики процесса обезжиривания (г/л) [18]:
- химическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………………......5-15
Обезжириватель ДВ-301…………………….……………….……..….3-5
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса составляет 50–70 °С, время обезжиривания 2–5 мин. Допускается заменять тринатрийфосфат эквивалентным количеством пирофосфорнокислого натрия.
- электрохимическое
Натр едкий технический марка ТР………………………...………20-40
Тринатрийфосфат…………………………………………….……...5-15
Обезжириватель ДВ-301……………………………………..……1,4-1,9
Силикат натрия растворимый………….…………………….…….10-30
Температура процесса 50–70 °С, катодная плотность тока 2–8 А/дм3. Время обезжиривания на катоде составляет 0,5–5,0 мин. Аноды никелевые. При образовании большого количества пены в раствор добавляют 0,03–0,05 г/дм3 эмульсии КЭ 10–21.
3.5.2 Активация
Поверхность поступающей на покрытие детали покрыта слоем оксидов, который образуется при её изготовлении (см. раздел 2.2). В состав плёнки входят: FeO, Fe2O3 и Fe3O4.
Активацией называется процесс удаления с поверхности металлических деталей тончайшего, зачастую незаметного глазу слоя окислов, которые могли образоваться в промежутках между операциями. При активации одновременно происходит легкое протравливание верхнего слоя металла и выявление кристаллической структуры металла, что благоприятствует прочному сцеплению покрытия с основой.
Для химической активации чёрных металлов применяют растворы кислот (серной, соляной). При активации могут наблюдаться два процесса: химическое растворение окислов и растворение железного подокисного слоя, которое приводит к отстаиванию и удалению окислов. Эти два процесса могут протекать одновременно; в зависимости от природы кислоты, её концентрации и температуры меняется скорость, а, следовательно, преобладание того или иного процесса.
Механизм удаления окалины в серной и соляной кислотах неодинаков. В соляной кислоте растворяются преимущественно окислы, а в серной кислоте – главным образом металлическое железо с выделением водорода, который механически разрыхляет и удаляет окалину.
Растворение стальной основы – нежелательное явление, так как приводит к излишнему расходованию кислоты, потере металла, выделению вредных испарений; при этом возможно наводораживание металла. Кроме того, поверхность металла может оказаться разъеденной и шероховатой.
В таблице 3.2 показана зависимость продолжительности травления от концентрации кислот [4]. В таблице 3.3 показана зависимость продолжительности травления от температуры [4].
Таблица 3.2 - Продолжительность Таблица 3.3 - Продолжительность
травления в зависимости от травления в зависимости от
концентрации кислот (при 20 °С) температуры
| Концентрация кислоты в вес.% | Продолжительность травления в мин. |
Температура кислоты в С |
Продолжительность травления в мин. | |||||
| в соляной кислоте | в серной кислоте | в соляной кислоте | в серной кислоте | |||||
|
2 5 10 15 20 25 30 40 |
90 55 18 15 10 9 - - |
135 135 120 90 85 65 75 95 |
5% | 10% | 5% | 10% | ||
18 40 60 |
55 15 5 |
18 6 2 |
135 45 13 |
120 32 8 |
||||
Данные таблицы 3.2 показывают, что при концентрации кислот примерно от 20 до 25 % наблюдается наибольшая скорость травления. Данные таблицы 3.3 показывают, что скорость травления в растворе соляной кислоты в большей степени зависит от концентрации кислоты, а в растворе серной кислоты – от температуры. Приведём сравнительную характеристику преимуществ активации в соляной и серной кислотах.
Преимущества соляной кислоты:
возможность выполнять работы при комнатной температуре;
меньше разъедается поверхность деталей;
возможность получать более светлую поверхность деталей;
малое поглощение водорода;
травильные соли легко смываются с поверхности.
Преимущества серной кислоты:
невысокая стоимость;
полнее используется травильный раствор.
Делая анализ вышенаписанного и используя справочные данные ГОСТ 9.305-84, принимаем решение: в технологических операциях по подготовке поверхности детали к покрытию использовать для активации состав с соляной кислотой.
Активационный состав:
Кислота соляная синтетическая…………………………..50-100 г/дм3
Температура процесса цеховая (15-30 °С), продолжительность травления составляет 15-45 сек. Процесс активации проводится непосредственно перед покрытием.
3.6 Заключительные операции
3.6.1 Пассивирование
Для усиления защитных свойств цинкового покрытия применяется операция пассивирования путём обработки цинковых покрытий в растворах хромовой кислоты и её солей. При этой обработке происходит частичное растворение цинка с образованием плёнки хроматов цинка и соединений трёхвалентного хрома, придающих плёнке характерные цвета побежалости радужных оттенков. Толщина плёнки составляет до 0,5 мкм. Хроматные плёнки не допускают нагрева их до температуры 62 °С, так как при этом происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Образующаяся хроматная плёнка улучшает антикоррозионные свойства цинковых покрытий. Благодаря высокой пористости, которой обладают пассивирующие плёнки, они существенно улучшают адгезионные свойства оцинкованных поверхностей, облегчая тем самым нанесение на них лакокрасочных покрытий защитного и специального назначения.
Операции пассивирования обычно предшествует операция осветления. В результате этой операции цинковое покрытие приобретает более светлый оттенок. Эти операции можно проводить в одной гальванической ванне, при условии применения специальных растворов.
Состав такого раствора, применяемого во вращательных установках на автоматических линиях, такой (г/л) [18]:
Спирт поливиниловый………………..……………………………….2-6
Соль Ликонда 25…………………………………………………..….70-75
Температура процесса цеховая (18–30 °С), продолжительность пассивации составляет 0,75–1,5 мин. рН=0,5–1,2.
3.6.2 Сушка
Перед тем как детали с нанесённым на них цинковым покрытием сойдут с линии их необходимо просушить. Эта операция проводится для того чтобы при дальнейшей эксплуатации не происходила коррозия вследствие большой влажности самих деталей. Кроме того, сушка способствует улучшению сцепления недавно образованной пассивной плёнки с цинковым покрытием. Характерной особенностью процесса высушивания деталей с цинковым покрытием является то, что процесс ведётся при температуре до 60 °С. Это объясняется тем, что при более высоких температурах пассивная хроматная пленка разрушается, так как при таких высоких температурах происходит дегидратация, вследствие чего снижаются защитные и механические свойства плёнок.
Сушку деталей обрабатываемых в барабанах на автооператорных линиях сушку производится в аппарате «Сушило» с циркуляцией нагретого воздуха. Разгрузка высушенных деталей в этом аппарате производится автоматически. Температура процесса не выше 60 °С, продолжительность составляет 3-10 мин [18].
3.6.3 Промывка
После каждой операции подготовки и нанесения гальванического покрытия детали следует тщательно промывать, причём особенное влияние уделять тому, чтобы в гальванические ванны не попадало даже следов обезжиривающих, травильных и активационных растворов. Загрязнения могут стать причиной ухудшения сцепления покрытия с основой, появления пятен и других нарушений нормальной работы электролита. Вода должна быть как можно меньшей жёсткости, её необходимо часто менять. В некоторых случаях применяется проточная вода, которая подаётся снизу и сливается из верхней части промывочного бака или ванны (см. рис. 3.1). Скорость смены проточной воды зависит от начальной и конечной концентрации растворов и уноса раствора деталей. Промывка проводится в течение 1-3 минут, особенно после травления, чтобы удалить из всех пор остатки кислоты и солей железа.
Качество промывки может быть улучшено перемешиванием воды сжатым воздухом, а также применением разбрызгивающих устройств и струйных установок (см. рис. 3.1). Весьма целесообразно применять обессоленную воду. В результате обработки воды ионообменным способом содержание солей в воде может быть доведено до 20-40 мг/л.
После обезжиривания детали промывают вначале горячей, затем в холодной воде. Хорошо обезжиренная поверхность должна равномерно покрываться водой.
После активации
перед загрузкой
в ванну детали
не следует
промывать в
горячей воде,
так
29-04-2015, 04:00