Основные задачи , стадии и этапы проектно - конструкторской подготовки
Основнойзадачейпроектно-конструкторскойподготовки производстваявляетсясозданиекомплектачертежнойдокументациидляизготовленияииспытаниямакетов, опытных образцов (опытнойпартии), установочнойсерииидокументациидляустановившегосясерийногоилимассовогопроизводствановыхизделийвсоответствиистребованиямитехническогозадания.
Содержаниеипорядоквыполненияработнаэтойстадии системыСОНТрегламентируютсяГОСТамивединойсистеме конструкторскойдокументации (ЕСКД). ГОСТопределяетследующиестадииконструкторскойподготовкипроизводства (КПП): техническоезадание, техническоепредложение, эскизныйпроект, техническийпроектирабочийпроект.
Техническоезаданиеявляетсяисходнымдокументом, на основекоторогоосуществляетсявсяработапопроектированиюновогоизделия. Оноразрабатываетсянапроектирование новогоизделиялибопредприятием-изготовителемпродукцииисогласуетсясзаказчиком (основнымпотребителем), либозаказчиком. Утверждаетсяведущимминистерством (кпрофилюкоторогоотноситсяразрабатываемоеизделие).
Втехническомзаданииопределяетсяназначениебудущегоизделия, тщательнообосновываютсяеготехническиеиэксплуатационныепараметрыихарактеристики: производительность, габариты, скорость, надежность, долговечностьидругиепоказатели, обусловленныехарактеромработыбудущего изделия. Внемтакжесодержатсясведенияохарактерепроизводства, условияхтранспортировки, храненияиремонта; рекомендацииповыполнениюнеобходимыхстадийразработкиконструкторскойдокументациииеесоставу; технико-экономическоеобоснованиеидругиетребования.
Разработкатехническогозаданиябазируетсянаоснове выполненныхнаучно-исследовательскихиопытно-конструкторскихработ, результатовизученияпатентнойинформации маркетинговыхисследований, анализасуществующиханалогичныхмоделейиусловийихэксплуатации.
Техническоепредложениеразрабатываетсявтомслучае, еслитехническоезаданиеразработчикуновогоизделиявыданозаказчиком. Второесодержиттщательныйанализпервогоитехнико-экономическоеобоснованиевозможныхтехническихрешенийприпроектированииизделия, сравнительнуюоценкусучетомэксплуатационныхособенностейпроектируемогоисуществующегоизделияподобноготипа, атакже анализпатентныхматериалов.
Порядоксогласованияиутверждениятехническогопредложениятакойже, какитехническогозадания. Послесогласованияиутверждениятехническоепредложениеявляется основаниемдляразработкиэскизногопроекта. Последний разрабатываетсявтомслучае, еслиэтопредусмотренотехническимзаданиемилитехническимпредложением, тамже определяютсяобъемисоставработ.
Эскизныйпроектсостоитизграфическойчастиипояснительнойзаписки.
Перваячастьсодержитпринципиальныеконструктивные решения, дающиепредставлениеобизделииипринципеего работы, атакжеданные, определяющиеназначение, основныепараметрыигабаритныеразмеры. Такимобразом, она даетконструктивноеоформлениебудущейконструкцииизделия, включаячертежиобщеговида, функциональныеблоки, входныеивыходныеэлектрическиеданныевсехузлов (блоков), составляющихобщуюблок-схему. Наэтойстадииразрабатываетсядокументациядляизготовлениямакетов, осуществляетсяихизготовлениеииспытания, послечегокорректируетсяконструкторскаядокументация.
Втораячастьэскизногопроектасодержитрасчетосновных параметровконструкции, описаниеэксплуатационныхособенностейипримерныйграфикработпотехническойподготовке производства.
Всоставзадачэскизногопроектавходитиразработкаразличныхруководящихуказанийпообеспечениюнапоследующихстадияхтехнологичности, надежности, стандартизациииунификации, атакжесоставлениеведомостиспецификацийматериалов икомплектующихизделийнаопытныеобразцыдляпоследующей передачиихвслужбуматериально-техническогообеспечения. Макетизделияпозволяетдобитьсяудачнойкомпоновкиотдельныхчастей, найтиболееправильныеэстетическиеиэргономическиерешенияитемсамымускоритьразработкуконструкторской документациинапоследующихстадияхсистемыСОНТ.
Эскизныйпроектпроходиттежестадиисогласованияи утверждения, чтоитехническоезадание.
Техническийпроектразрабатываетсянаосновеутвержденногоэскизногопроектаипредусматриваетвыполнениеграфическойирасчетнойчастей, атакжеуточнениятехнико-экономическихпоказателейсоздаваемогоизделия. Онсостоит изсовокупностиконструкторскихдокументов, содержащих окончательныетехническиерешения, которыедаютполное представлениеобустройстверазрабатываемогоизделияиисходныеданныедляразработкирабочейдокументации.
Вграфическойчаститехническогопроектаприводятсячертежиобщеговидапроектируемогоизделия, узловвсборкеи основныхдеталей. Чертежиобязательносогласовываютсяс технологами.
Впояснительнойзапискесодержатсяописаниеирасчет параметровосновныхсборочныхединицибазовыхдеталей изделия, описаниепринциповегоработы, обоснованиевыбораматериаловивидовзащитныхпокрытий, описаниевсех схемиокончательныетехнико-экономическиерасчеты. На этойстадииприразработкевариантовизделийизготавливаетсяииспытываетсяопытныйобразец.
Техническийпроектпроходиттежестадиисогласованияи утверждения, чтоитехническоезадание.
Рабочийпроектявляетсядальнейшимразвитиемиконкретизациейтехническогопроекта. ЭтастадияКППразбивается натриуровня:
а) разработкарабочейдокументацииопытной партии (опытногообразца);
б) разработкарабочейдокументацииустановочнойсерии;
в) разработкарабочейдокументации установившегосясерийногоилимассовогопроизводства. Первыйуровеньрабочегопроектированиявыполняетсяв три, аиногдаивпятьэтапов.
Напервомэтаперазрабатываютконструкторскуюдокументациюдляизготовленияопытнойпартии. Одновременноопределяютвозможностьполученияотпоставщиковнекоторых деталей, узлов, блоков (комплектующих). Всюдокументацию передаютвэкспериментальныйцехдляизготовленияпоней опытнойпартии (опытногообразца).
Навторомэтапеосуществляютизготовлениеизаводские испытанияопытнойпартии. Какправило, проводятзаводскиемеханические, электрические, климатическиеидругие испытания.
Третийэтапзаключаетсявкорректировкетехническойдокументациипорезультатамзаводскихиспытанийопытныхобразцов.
Еслиизделиепроходитгосударственныеиспытания (четвертыйэтап), товпроцессеэтихиспытанийуточняютсяпараметрыипоказателиизделиявреальныхусловияхэксплуатации, выявляютсявсенедостатки, которыевпоследствииустраняются.
Пятыйэтапсостоитвкорректировкедокументациипорезультатамгосударственныхиспытанийисогласованиистехнологамивопросов, касающихсяклассовшероховатости, точности, допусковипосадок.
Второйуровеньрабочегопроектированиявыполняетсяв дваэтапа.
Напервомэтапевосновныхцехахзаводаизготавливают установочнуюсериюизделий, котораязатемпроходитдлительныеиспытаниявреальныхусловияхэксплуатации, где уточняютстойкость, долговечностьотдельныхдеталейиузловизделия, намечаютпутиихповышения. Запускуустановочныхсерийпредшествует, какправило, технологическая подготовкапроизводства.
Навторомэтапепроизводяткорректировкуконструкторскойдокументациипорезультатамизготовления, испытанияи оснащениятехнологическихпроцессовизготовленияизделий специальнойоснасткой. Одновременносэтимкорректируют итехнологическуюдокументацию. Третийуровеньрабочегопроектированиявыполняетсяв дваэтапа.
Напервомэтапеосуществляютизготовлениеииспытание головнойиликонтрольнойсерииизделий, наосновекоторой производятокончательнуюотработкуивыверкутехнологическихпроцессовитехнологическогооснащения, корректировку технологическойдокументации, чертежейприспособлений, штамповит. д., атакженормативоврасходаматериаловирабочеговремени.
Навторомэтапеокончательнокорректируютконструкторскуюдокументацию.
Такой, напервыйвзглядгромоздкий, порядокосуществленияконструкторскойподготовкипроизводствавмассовом иликрупносерийномпроизводстведаетбольшойэкономическийэффект. Засчеттщательнойотработкиконструкцииизделияиегоотдельныхчастейобеспечиваютсямаксимальнаятехнологичностьвпроизводстве, надежностьиремонтопригодностьвэксплуатации.
Кругработ, выполняемыхнастадиях, можетотличатьсяoт рассмотренноговышевзависимостиоттипапроизводств сложностиизделия, степениунификации, уровнякооперированияирядадругихфакторов.
Стандартизация и унификация в конструкторской подготовке производства
Важнейшейособенностьюсовременнойорганизацииконструкторскойподготовкипроизводстваявляетсяширокоеиспользованиестандартизации, котораяпозволяетизбежать необоснованногомногообразиявкачестве, типахиконструкцияхизделий, вформахиразмерахдеталейизаготовок, впрофиляхимаркахматериалов, втехнологическихпроцессахи организационныхметодах. Стандартизацияявляетсяоднимиз эффективныхсредствускорениянаучно-техническогопрогресса, повышенияэффективностипроизводстваиростапроизводительноститрудаконструкторов, сокращенияцикла СОНТ. Конструкторскаяунификация - этокомплексмероприятий, обеспечивающихустранениенеобоснованногомногообразия изделийодногоназначенияиразнотипностиихсоставныхчастейидеталей, приведениеквозможномуединообразиюспособовихизготовления, сборкиииспытания. Унификацияявляетсябазойагрегатирования, т. е. созданияизделийпутем ихкомпоновкиизограниченногочислаунифицированныхэлементов, иконструкционнойпреемственности. Унификация дополняетстандартизацию, этосвоегородаконструкторская стандартизация.
Государственнаясистемастандартизации, установивосновныеположениявэтойобласти, предусматриваетследующиекатегориистандартов: государственныестандарты (ГОСТ), отраслевыестандарты (ОСТ) истандартыпредприятий (СТП).
ГОСТ - однаизосновныхкатегорийстандартов, установленныхгосударственнойсистемойстандартизации.
ОСТыустанавливаютсянапродукцию, неотносящуюсяк объектамгосударственнойстандартизации, напримернатехнологическуюоснастку, инструмент, специфическиедляданнойотраслитехнологическиепроцессы, атакженанормы, правила, требования, терминыиобозначения, регламентация которыхнеобходимадляобеспечениявзаимосвязивпроизводственно-техническойдеятельностипредприятийиорганизацийотрасли. ОСТыобязательныдлявсехпредприятийи организацийданнойотрасли.
Стандартыпредприятийустанавливаютсянапродукцию одногоилинесколькихпредприятий (заводов).
Основнойзадачейзаводскойстандартизацииявляется созданиемаксимальногочисласходных, геометрическиподобныхлибоаналогичныхэлементоввизделияхнетолькоодного, ноиразличногоназначения.
Заводскаястандартизациязначительноупрощает, удешевляетиускоряеттехнологическуюподготовкуиявляетсяважнойпредпосылкойстандартизациитехнологическойоснастки.
Стандарт - этоустойчивыйобразец, онзакрепляетдостижениявобластитехническогопрогрессаиновойтехники, которыеразработаны, провереныимогутбытьпримененыв широкоммасштабевпромышленности, натранспорте, всельскомхозяйстве. Онявляетсястрогообязательным. Припроектированииновыхмашинвпервуюочередьдолжныбытьпримененыизделияинормыизгосударственныхстандартов.
Впроцессепроектированияконструкторобязаншироко использоватьвсестандарты, относящиесякпроектируемому объекту. Особенноэффективноприменениестандартныхдеталей, узловиагрегатов, изготовляемыхвцентрализованном порядкенаспециализированныхзаводах. Кчислуосновных методов конструктивной стандартизации относятся: внедрение конструктивных стандартов (нормалей); создание параметрических рядов (гамм) машин; агрегатирование; обеспечение конструктивной преемственности.
Внедрение конструктивных стандартов на заводах проводится по двум направлениям:
1) разработка и внедрение стандартов;
2) нормализационный контроль (нормоконтроль чертежей и других конструкторских документов).
Разработка стандартов основывается на систематизации и обобщении передового конструкторского опыта, отраженного в государственных, отраслевых и заводских стандартах; в свободных таблицах применяемости отдельных марок металлов, подшипников, крепежных деталей, конструктивных элементов (модели зубчатых колес, допуски и посадки, резьбы и др.); в результатах лабораторных и эксплуатационных испытаний узлов, деталей; в данных нормализационного контроля.
Введение нормоконтроля имеет большое воспитательное и организующее значение. Нормоконтроль стимулирует у конструкторов уважение к стандартам и унификации. Еще одна задача нормоконтроля - проверка правильности выполнения конструкторских документов в соответствии с требованиями ЕСКД.
Создание параметрических рядов (гамм) - один из наиболее эффективных методов конструирования изделий. Под параметрическим рядом подразумевается совокупность изготовляемых на данном заводе или в данной отрасли машин, приборов или иного оборудования одного эксплуатационного назначения, аналогичных по кинематике или по рабочему процессу, но различных по габаритам, мощностным или эксплуатационным параметрам.
Каждый параметрический ряд имеет свое основание (базовая модель) и полученные от этого основания производные. Конструирование начинается с выбора основания.
Агрегатирование - это форма унификации, состоящая в том, что создаются ряды унифицированных узлов и агрегатов, используемые для создания разнообразных изделий. Агрегатирование позволяет создавать сборно-разборное оборудование, состоящее из взаимозаменяемых нормализованных элементов, при необходимости оно может быть разобрано, а входящиевнегоагрегатыиспользованывновыхсочетаниях длясозданиядругогооборудования. Приэтомвдесяткираз сокращаетсячислотиповиразмеровосновныхэлементовконструкцииоборудования.
Обеспечениеконструктивнойпреемственности - другой (послеагрегатирования) методконструктивнойстандартизациииунификации, подкоторойподразумеваетсяприменение вконструкцииновогоизделия, узловидеталейранееосвоенныхизделий, которыехорошозарекомендовалисебявработеиприменениекоторыхнеотразитсянакачественовыхконструкций.
Степеньстандартизациииунификацииможетбытьохарактеризованаследующимиосновнымипоказателями: коэффициентомстандартизации, коэффициентомунификацииизделия, коэффициентомпреемственностиидр.
Научно-техническоеиорганизационно-методическоеруководствоработамипостандартизациинапредприятияхосуществляетконструкторско-технологическоебюростандартизации. Основныеегозадачиследующие:
а) организацияразработкиивнедрениястандартовидругихдокументовпостандартизациинапроизводимуюпродукцию;
б) обеспечениесоответствияпоказателейинорм, устанавливаемыхвстандартахидругихдокументахпостандартизации, требованиямнаучно-техническогопрогрессаидействующегозаконодательства;
в) осуществлениенормоконтролятехническойдокументации, разрабатываемойпредприятием.
Организация чертежного хозяйства на предприятии
Важнейшиезадачиорганизациичертежногохозяйства заключаютсявобеспечениипорядкавхранениииобращениичертежейидругойтехническойдокументации, всвоевременномобеспеченииимицеховирабочихмест, вподдержаниистрогойконструкторскойитехнологическойдисциплины.
Организациячертежногохозяйстваосновываетсянаединойсистемеклассификациидокументации, котораяпредусматривает единые принципы классификации и индексации изделий и документации, определенный порядок хранения, учета и дублирования документации, а также порядок внесения изменений.
Классификация и индексация чертежей и другой технической документации проводятся по объектам изготовления, по стадиям конструкторской подготовки производства, по целевому назначению и характеру использования.
По объекту изготовления выделяются чертежи изделий основного производства, чертежи изделий вспомогательного производства (инструмента, приспособлений, моделей, штампов и др.); технологические чертежи, изображающие поковки, штамповки и другие заготовки. ГОСТ 2.101-68 предусматривает деление объектов по видам на детали, сборочные единицы, комплексы (два или более изделий, не соединенных сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций) и комплекты (набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект инструмента к машине).
По стадиям конструкторской подготовки документы могут быть проектами, выполняемыми в процессе проработки многочисленных вариантов на разных стадиях проектирования, и рабочими чертежами, предназначенными для изготовления изделий, а также его эксплуатации. В соответствии с этим все конструкторские документы подразделяются на чертежи эскизного, технического и рабочего проектирования.
По целевому назначению и характеру использования все конструкторские документы подразделяются на оригиналы (авторские документы, выполненные на любом материале и предназначенные для изготовления подлинников), подлинники (документы, оформленные подлинными подписями и выполненные на материале, позволяющем воспроизведение копий), дубликаты (копии подлинников, обеспечивающие идентичность воспроизведения подлинника, позволяющие снятие с них копии), копии (документы, выполненные способом, обеспечивающим их идентич ностьподлинникуилидубликату, предназначеныдлянепосредственногоиспользованиявпроизводстве).
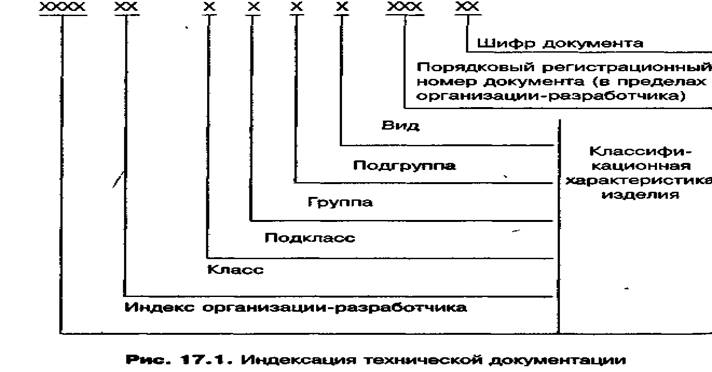
Дляудобстваучетаипользованиявсемчертежамприсваиваетсяиндекс. Индексациячертежей - этоусловноеобозначение, обычноцифровое. ВсоответствиисГОСТом, какправило, используетсяединаяобезличеннаясистемаиндексации, основаннаянадесятичнойклассификациивсехчертежейизделийиихчастей (от 0 до 9). Всечертежидеталей, узлов, блоков, изделийделятсяна 10 классов, классына 10 подклассов, подклассына 10 групп, группына 10 подгрупп, подгруппына видыдеталей.
Индексчертежасостоитизразличительногоиндексапред-приятия, классификационнойхарактеристикиизделия, поряд-ковогорегистрационногономерадокумента (впределахopгaнизации-разработчика) ишифрадокумента (рис. 17.1).
 Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Архивные документы (оригиналы) отражают первоначальное состояние конструкции после утверждения ее заказчиком. В эту документацию изменения не вносятся. Подлинники и дубликаты служат для справок и сверок, изготовления копий, в них вносят изменения по установленному порядку, на руки их не выдают, пользуются ими только в помещении архива и бюро внесения изменений.
Система автоматизированного проектирования в конструкторской подготовке производства
Системыавтоматизированногопроектирования (САПР) в настоящеевремяполностьюсебяоправдываютиявляютсяво многихслучаяхединственновозможнымиметодамиприконструированииновыхвидовизделий (например, интегральных микросхем).
Подавтоматизациейпроектированияпонимаетсяавтоматизированныйконструкторскийсинтезустройствасвыпуском необходимойконструкторскойдокументации (КД).
Вотличиеотпроектированиявручную, результатыкотороговомногомопределяютсяинженернойподготовкойконструкторов, ихпроизводственнымопытом, профессиональной интуициейит. п., автоматизированноепроектированиепозволяетисключитьсубъективизмприпринятиирешений, значительноповыситьточностьрасчетов, выбратьвариантыдля реализациинаосновестрогогоматематическогоанализа, значительноповыситькачествоконструкторскойдокументации, повыситьпроизводительностьтрудапроектировщиков, снизитьтрудоемкость, существенносократитьсрокиконструкторскойитехнологическойподготовкипроизводствавцикле СОНТ, эффективнееиспользоватьтехнологическоеоборудованиесЧПУ.
ВажнымрезультатомвнедренияСАПРявляютсяисоциологическиефакторы: повышениепрестижностиикультуры трудапризамененеавтоматизированныхметодовавтоматизированными; повышениеквалификацииисполнителей; сокращениечисленностиработников, занятыхрутиннымиоперациями.
НаибольшуюэффективностьотвнедренияСАПРможно получитьприавтоматизациивсегопроцессапроектирования - отпостановкизадачи, выборапредпочтительныхвариантов построенияизделиядотехнологическойподготовкиегопроизводстваивыпуска.
САПРпредставляетсобойорганизационно-техническую систему, состоящуюизкомплексасредствавтоматизациипроектирования, взаимосвязанногоспроектировщикамииподразделениямипроектнойорганизации. Проектировщик (конструктор, технолог) входитвсоставлюбойСАПРиявляетсяее пользователем, таккакбезчеловекаавтоматизированнаясистеманеможетфункционировать. Объектомавтоматизациив САПРявляютсядействияпроектировщиков, разрабатывающих изделияилитехнологическиепроцессы. САПРнельзясоздать внеконкретногопроизводства, накоторомонабудетиспользована.
Комплекссредствавтоматизациивключаетматематическое, лингвистическое, программное, информационное, методическое, организационное, аппаратноеитехническое обеспечение.
Математическоеобеспечениесоставляютматематические методы, моделииалгоритмы, необходимыедляосуществленияавтоматизированногопроектирования.
Лингвистическоеобеспечение - совокупностьспециальныхязыковыхсредствпроектирования, предназначенныхдля общениячеловекастехническимиипрограммнымикомпонентамиСАПР. ПрактикаиспользованияЭВМвпроектировании привелаксозданиюнарядусуниверсальнымиалгоритмическимиязыкамипрограммирования (АЛГОЛ, ФОРТРАНидр.) проблемно-ориентированныхалгоритмическихязыков, специализированныхдляпроектныхзадач. Например, дляавтоматизациивычерчиванияизображенийслужатграфическиеязыкиГП-ЕС, ГРАФОР, РЕДГРАФ, ФАП-КФидр.
Программноеобеспечениеявляетсянепосредственным производнымкомпонентомотматематическогообеспечения ипредставляетсобойкомплексвсехпрограммиэксплуатационнойдокументациикним.
Информационноеобеспечение - этоинформацияопрототипахпроектируемыхизделийилипроцессов, комплектующихизделияхиматериалах, обиспользуемомрежущеминструменте, оправилахинормахпроектирования, атакжелюбая другаясправочнаяинформация, используемаяпроектировщикамидлявыработкипроектныхрешений. Основнаячастьинформационногообеспечениясодержитсявбанкахданных, состоящихизбазданныхисистемуправлениябазамиданных.
Организационноеобеспечениеустанавливаетвзаимодействиепроектирующихиобслуживающихподразделений, ответственностьспециалистовзаопределениевидаработ, приоритетыпользованиясредствамиСАПРидругиерегламенты организационногохарактера. Соответствующийкомплектдокументовсоставляютнеобходимыеинструкции, приказыи штатныерасписания.
Техническоеобеспечение - комплексвсехтехнических средств, используемыхприавтоматизированномпроектированииидляподдержаниясредствавтоматизациивработоспособномсостоянии.
РешающимиусловиямивозможностиицелесообразностисозданияСАПРявляются:
а) единствопринциповпостроенияобъектовпроектирования;
б) высокийуровеньтипизации истандартизацииэлементов, изкоторыхкомпонуютобъекты проектирования;
в) высокийуровеньунификациипроцессов проектирования;
г) большойобъемпроектныхработприиндивидуальныхтребованияхкобъектампроектирования.
Вобщемслучаепроцесспроектированиявключаеттриэтапа: составлениеэскизного, техническогоирабочегопроектов.
Наиболеетворческойявляетсястадияэскизногопроектирования, требующегопримененияинтерактивныхсредствграфики. Сихпомощьюконструкторможетстроитьтрехмерное изображениедеталиимоделироватьтраекториюдвижения инструментадляееобработки (безчертежей).
Техническоепроектированиепредусматриваетисполнение конкретногозамыславзаданноммасштабе, атакжеосуществлениенеобходимыхрасчетов. Здесьиспользуетсязначительныйобъеминформацииостандартныхдеталях, покупных изделияхит. д.
Настадиирабочегопроектированиясоздаютсярабочие чертежиитехническаядокументация. Деталировка, определениеинанесениеразмеров, составлениеспецификацийполностьюформализуютсяимогутвыполнятьсянаЭВМсиспользованиемсредствмашиннойграфики.
Приавтоматизациипроектированиянаиболееважнойявляетсяформализациякаксамогопроцесса, такиегообъекта. Она позволяетпредставитьпроцесспроектированияввидецепочки (набора) последовательно (параллельно-последовательно) выполняемыхпроцедур, прикоторыхинформацияпреобразуется, аисходныевариантыприближаютсякзаданнымпроектнымзадачам. ПриэтомеслипроектымогутбытьсформулированыввидеинформационныхмассивовдляЭВМ, аоператорыпроектирования (определенныепроцедуры, формулы, комплексыпрограмм, стандарты, методики, моделии т. п.) представленыввидепакетамашинныхпрограмм, тотакойпроцессназываютавтоматическойразработкой (генерацией) проекта. ЕслиразработкенаЭВМподлежатлишьнекоторыеподкомплексынаотдельныхстадиях, тотакойпроцесс проектированияназываетсяавтоматизированным. Втомслучае, когдаоператорпроектированияприменимдлярядасистемилиподкомплексов, выполняетсятиповоепроектирование. Нахождение (разработка) такихоператоровявляетсяоднойиз важнейшихзадачпостроениялюбойсистемыпроектирования.
Укрупненный алгоритм автоматизированного проектирования изделия
Приавтоматизированномпроектированиисложныхсистем иобъектовприменяетсясистемно-иерархическийподход, когдасампроцессиобъектрасчленяютсянауровни. Наверхнем уровнеотражаютсятолькосамыеобщиечертыиособенности проектируемогообъекта. Накаждомпоследующемуровне разработкистепеньдетализациивозрастает.
Всоответствиисэтапностьюсозданияновойтехникив комплексной (интегрированной) САПРвыделяютсяследующие автоматизированныесистемы: управленияпроцессамипроектирования (АСУПП), проектирования (ДСП), конструирования (АСК), технологическойподготовкипроизводства (АСТПП), управлениятехнологическимипроцессамиизготовления опытныхобразцов (АСУТП), комплексныхиспытанийиобработкиизделий (АСКИО).
Каждаяизфункциональныхсоставляющихбазируетсяна единомкомплексесредствавтоматизациипроектирования, включающихобеспечивающиесистемытипаавтоматизированныхбанковданных (АБД), атакжевычислительнуюсистему, системуинформационногообмена, графическуюсистему исистемуразработкимашинныхпрограмм.
Исходяизособенностейграфическихработизсостава комплекснойСАПРвыделяютввидесамостоятельнойграфическуюподсистему, илиподсистемуавтоматизированного черчения (ПАЧ), обслуживающуювсефункциональныесистемы. Оперативныесредствавыполненияграфическихработ входятвсоставкомплексатехническихсредствкаждойфункциональнойсистемы, имеющейтерминал.
Основуавтоматизациистадииконструкторскойподготовкипроизводствасоставляютдвефункциональныечасти комплекснойСАПР: автоматизированнаясистемапроектирования (АСП) иавтоматизированнаясистемаконструирования (АСК).
АвтоматизированнаясистемапроектированияиспользуетсякакинструментальнаяподсистемаСАПР. Онасоздаетпрограммыавтоматизированногопроектирования, иотееэффективностивзначительноймерезависитэффективностьдействиякомплекснойСАПР. Этасистемавыполняетнесколько видовпроектныхпроцедурнастадияхразработкитехническогозадания, техническихпредложений, эскизногоитехническогопроектирования: анализисходныхданных, формиро ваниетехническиххарактеристик, определениеэффективностиизделиянастадиипроработкиизделия, когдапередпроектировщикомстоитпроблемавыборапрототипабудущей новинкинаосновеупрощеннойматематическоймодели. РезультатомфункционированияАСПявляетсяструктурнаясхемаизделиясданнымирасчетапроектныхпараметров.
Автоматизированнаясистемаконструированияиспользуетсянаэтапахтехническогоирабочегопроектированиядля проведенияуточненныхрасчетовповсемуизделиюиотдельнымегоэлементам, атакжеизготовленияконструкторскойдокументации.
ДляСАПРлюбогоуровнясложностиосновнымструктурным элементомявляетсяфункциональнаяподсистема. Подсистемы обладаютзначительнойфункциональнойавтономностьюиреализуютопределенныйэтап (фрагмент) процессапроектирования. ОднакоСАПРиихподсистемывзаимоувязанысразличнымикомпонентамиинтегрированныхсистемуправленияпредприятиемилиобъединением (рис. 17.3).
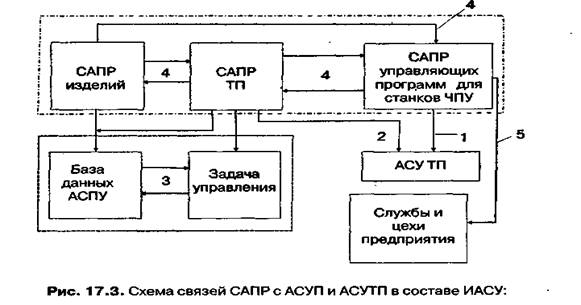
1 - управляющиепрограммыдлястанковсЧПУ; 2 - информациядляпланированияи анализапроизводства; 3 - нормативно-справочнаяинформация; 4 - информация обменаданнымивнутриСАПРТПП; 5 - техническаядокументация
ОрганизационноСАПРразличногоназначениясоздаются вотделахглавныхконструкторов, главныхтехнологовит. п. и взаимодействуютсразличнымиподразделениямиислужбамипредприятия.
Технико - экономическое обоснование на стадии проектирования новой техники
Каждыйвновьсоздаваемыйвидтехникиилимероприятие поулучшениюосвоеннойтехникидолженбытьлучшеранее освоенных: ондолжендаватьбольшуюэкономиюживогои овеществленноготруда, бытьлучшепокачествуивбольшей мереудовлетворятьпотребностивновыхилиусовершенствованныхвидахпродукции. Показателикачествавновьсоздаваемойтехникидолжныбытьнауровневысшихмировыхдостиженийвданнойотрасли.
Новаяилиусовершенствованнаятехникадолжнабытьлучшеиэффективнеетой, взаменкоторойонасоздаетсяибудет производиться, спроизводственной, эксплуатационнойили обеихточекзрения.Впервомслучаекновой (усовершенствованной) конструкциипредъявляютсятребованиякаккобъектупроизводствана заводе-изготовителе. Главнымздесьявляетсяэкономичность производстваиминимальныесрокиегоподготовкииосвоения. Экономичностьизготовлениякаждойновойконструкции зависитотеетехнологичности, оттого, насколькопрогрессивнымиипроизводительнымибудутприменяемыетехнологическиепроцессы. Конструкцияявляетсятехнологичной, еслиона экономичнадляпроизводства.
Приналичиинесколькихвариантовконструкциитехники, полностьюудовлетворяющихэксплуатационнымтребованиям, предпочтениеотдаетсяболеетехнологичной.
Длявыборанаилучшеговариантаконструкцииимеетсяряд показателейтехнологичности:
•трудоемкостьизготовления - абсолютная (наодноизделие) иотносительная (наединицуустановленноймощности, производительности, другогопоказателя);
•материалоемкостьилимассаконструкции - абсолютная илиотносительная;
•трудоемкостьподготовкиизделиякфункционированию;
•степеньконструктивнойстандартизациииунификации;
•капиталовложениявпроизводствоновойпродукции;
•себестоимостьиотпускнаяценановойпродукции;
•прибыльирентабельностьпроизводства.
Трудоемкостьизготовленияпродукцииопределяетсяв процессееепроектированияиявляетсявесьмаважнымпоказателем. Болеетехнологичнойсчитаетсятаконструкция, котораяприпрочихравныхусловияхменеетрудоемка. Снижениетрудоемкостиизделиянастадииегопроизводства - одна изважнейшихзадач, котораяставитсяпередразработчиками. Большиевозможностиснижениятрудоемкостизаложены вправильномвыборесовременныхпрогрессивныхметодов получениязаготовок, рациональномвыбореквалитетовиклассовшероховатости. Насменуобработкидеталейрезанием (механообработки) постепенноприходятточныеметодыформообразованиядеталей - штамповки, прессования, литьяпод давлениемидр.
Материалоемкостьхарактеризуетобщийрасходматериаланаизготовлениеданнойконструкцииизделияилиудельнуюматериалоемкостьнаэксплуатационныйпараметр. Во многихслучаяхуконструктораестьвозможностьприпроектированиидеталивыбратьматериализдвухилидажемногих, обеспечивающиходинаковыеэксплуатационныесвойствадетали, норазличныепостоимости, трудоемкостиобработки, а иногдаспособствующиеснижениюмассыизделия.
Повышениеопределяющегоэксплуатационногопоказателяизделия, какправило, даетснижениематериалоемкостии трудоемкостиврасчетенаединицуосновногопараметра. При этомснижениеудельнойматериалоемкостинаединицумощностиилидругогопараметрапроисходитзначительнобыстрее, чемуменьшениеобщегорасходаматериаланаединицу изделия.
Трудоемкостьподготовкиизделиякфункционированию определяетсявпроцессепроектированияизависитотсложностирегулировочно-настроечныхпроцессов, проводимыхс цельюполучениянеобходимыхтехнико-экономическихпараметров. Возможностиснижениятрудоемкостиздесьзаложе нывкачествеиспользуемойконтрольно-измерительнойаппаратурыиспециальныхстендовдляиспытаний.
Степеньконструктивнойстандартизациииунификации - этопоказатель, характеризующийконструкциюизделиясточкизренияреализациивнейстандартизированныхиунифицированныхдеталей, чтоприводиткповышениюобъемавыпускаоднотипныхдеталей, сборочныхединиц, изделийвцелом, атакжекприменениюболеепрогрессивнойтехнологии, аэто какследствиепозволяетнетолькосущественноснизитьтрудоемкостьизготовления, ноинесколькоуменьшитьматериа-лоемкость.
Капиталовложениявпроизводствоновойконструкциихарактеризуютобщиезатратынаприобретениедополнительногоиизготовлениенестандартногооборудованияиперепланировкувпроизводственныхцехах, созданиепроизводственныхзапасов. Чемменьшепотребностипредприятиявкапиталовложениях, темтехнологичнееноваяконструкцияизделия.
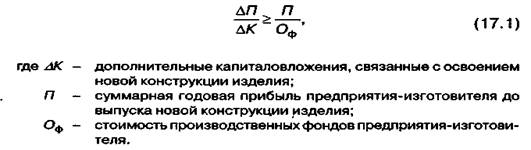
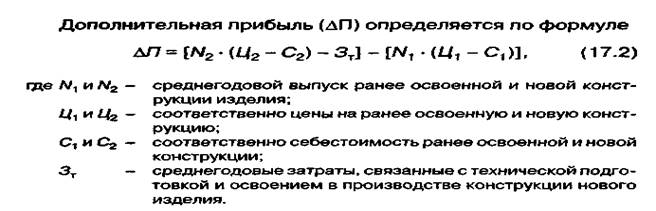
Себестоимость, прибыльирентабельностьновойконструкцииизделияявляютсяобобщающимипоказателямиеетехнологичности.
Спроизводственнойточкизренияноваяконструкциябудетсчитатьсятехнологичной, аследовательно, иэффективнойвтомслучае, еслидополнительнаяприбыль (АП), полученнаяврезультатеосвоения, выпускаиреализацииновой продукции, обеспечитрентабельностьненижесреднейсложившейсярентабельностинапредприятии-изготовителе. Этомуусловиюдолжноудовлетворятьнеравенство:
Сэксплуатационнойточкизренияпотребителяноваяконструкциядолжнаобладатьследующимипоказателями:
1) болеенадежной (долговечной, безотказной, ремонтопригодной исохраняемой) вэксплуатации;
2) удобнойвобслуживаниии ремонтеэстетичнойибезопаснойвэксплуатации;
3) эргономичной (сточкизренияпсихологии, физиологииигигиены трудаработниковобслуживания);
4) болеепроизводительной вединицувремени;
5) болееэкономичнойвпотребленииэлектроэнергииикапиталовложенийэксплуатационниковновой продукции;
6) обеспечиватьминимальнуюсебестоимостьединицыработы, выполняемойизделием.
Еслиэксплуатационныесвойствановойтехникиповышаютсяпосравнениюсранееосвоенной (заменяемой), тоэкономическаяэффективностьееопределяетсяпутемсоизмерениякапитальныхвложенийпотребителясоснижениемсебестоимостиработы, выполняемойновойтехникой. Лучшимпризнаетсявариантснаименьшейсуммойприведенныхзатрат:
Послерасчетасуммыприведенныхзатратповариантам техникиможноопределитьгодовойэкономическийэффект использованияновойилиусовершенствованнойтехники.
Эксплуатационнаятехнологичностьновойтехникиможет бытьопределенаспомощьюнесколькихпоказателей. При этомследуетразличатьпоказателитехнологичностибазовогоизделияипроектируемого, атакжеопределятьуровеньтехнологичностикаксоотношениепоказателейтехнологичности проектируемогоибазовогоизделия.
29-04-2015, 04:07