Министерство общего и профессионального образования
Российской Федерации
Белгородская государственная технологическая академия
строительных материалов
Кафедра экономики и организации предпринимательства
КУРСОВОЙ ПРОЕКТ
по дисциплине:
"Организация производства на предприятиях ПСМ"
на тему:
"Организация производства цемента по мокрому способу"
Выполнил: студент гр. ЭК-31 ФЭМ Пашнев В.А.
Руководитель: к.э.н., доцент Выборнова В.В.
- Белгород 1999 г. -
Министерство общего и профессионального образования
Российской Федерации
Белгородская государственная технологическая академия
строительных материалов
Кафедра экономики и организации предпринимательства
ЗАДАНИЕ
К КУРСОВОМУ ПРОЕКТИРОВАНИЮ
Студент группы: ЭК-31
Специальность 06.08.
Пашнев Владислав Александрович
Задание:
Срок выполнения:
Руководитель: Выборнова В.В.
ОГЛАВЛЕНИЕ.
1. Реферат на тему «Предпринимательство в РФ, проблемы, перспективы».
2. Организация производства цемента.
2.1. Характеристика продукции и технологических способов её производства.
2.2. Производственная и организационная структура предприятия.
2.3. Построение циклограммы и расчет длительности производственного цикла.
2.4. Выбор и обоснование режима работы.
2.5. Расчет производственной программы по цехам.
2.6. Определение потребности в оборудовании по основным участкам.
2.7. Расчет производственной мощности по цехам и построение профиля.
2.8. Анализ профиля мощности и проектирование мероприятий по достижению проектной производственной программы.
2.9. План расстановки оборудования по цехам.
2.10. Определение новой проектной производственной программы и планирование мероприятий по ее достижению.
3. Оценка экономической эффективности проекта.
3.1. Определение инвестиций в проектируемое предприятие.
3.2. Расчет изменения численности и изменения ФОТ.
3.3. Расчет изменения себестоимости продукции в связи с проектируемым мероприятием.
3.4. План доходов, денежные потоки и финансовый профиль проекта.
3.5. Определение точки безубыточности проекта.
Заключение.
Список литературы.
Задание к курсовому проекту.
В состав производства цемента входит три отделения:
1. Сырьевой цех.
2. Цех обжига.
3. Цех помола.
Режим работы отделений:
- непрерывный, трехсменный для цеха обжига.
Годовая производственная программа:
| Параметр | Значение |
| Величина объема производства, млн. т. | 1,90 |
| Увеличение объема производства, % | 34 |
| Процент добавок, % | 13 |
| Расход шлама на 1 т. клинкера, т. | 1,59 |
2.1. Характеристика продукции и технологический метод её производства.
Цемент – один из важнейших строительных материалов, предназначенных для бетонов и строительных растворов, скрепление отдельных элементов (деталей) строительных конструкций, гидроизоляций и др. Цемент представляет собой гидравлический вяжущий материал, который после смешения с водой и предварительного затвердевания на воздухе продолжает сохранять и наращивать прочность в воде.
Производство цемента обусловлено необходимостью его производства для применения в главным образом в строительстве. Строительство жилья на основе цемента позволяет получить объекты с низкой теплопроводностью и высокой морозостойкостью.
Технология цементное производство позволяет использовать в нём отходы добывающей, металлургической отраслей, а также побочные продукты этих производств. Некоторые отходы даже улучшают свойства цемента. Гибкая технология позволяет осуществлять комбинирование производства цемента с производством металлов, химических продуктов и энергии.
Существует много как бы подвидов цемента. Они отличаются друг от друга конечными свойствами, условиями производства и наличием в них различных видов добавок.
Портландцементом (далее п.ц.) называется гидравлическое вяжущее вещество, твердеющее в воде и на воздухе, получаемое путём совместного размола портландцементного клинкера и гипса для регулирования сроков схватывания. Марку п.ц. определяют при испытании на сжатие стандартной цементной палочки размерами 4*4*16 мм.
Существуют следующие марки п.ц., выпускаемые промышленностью строительных материалов:
1. ПЦ 400 ДО и ПЦ 400 Д20. Применяется для производства асбестоцементных изделий, строительства жилья, промышленных зданий и сооружений.
2. ПЦ 500 ДО. Применяется для строительства мостов, путепроводов, железобетонных труб, пролетных строений и блоков.
3. ПЦ 600 ДО. Применяется для строительства мостов, туннелей, высокопрочных сооружений на объектах Министерства Обороны.
Сырьем при производстве цеманта по мокрому способу являются следующие компоненты: карбонатный компонент—мел, силикатный компонент—глина, железосодержащие добавки—пиритные огарки, конверторный шлам, железистый продукт.
Типовая технологическая схема
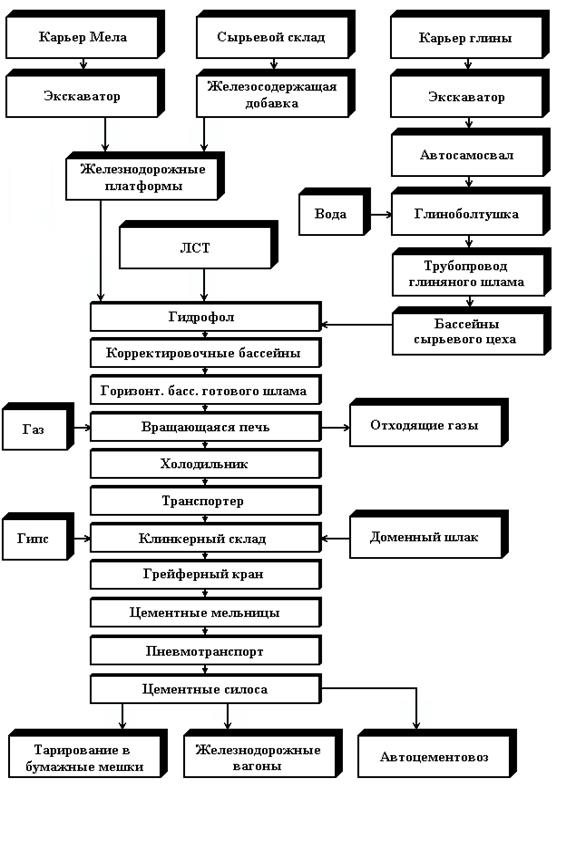
Мел и глина добываются в карьерах экскаваторами. Влажность глины—до 20%, мела—до 29%.
Глина грузится в автосамосвалы и подается к глиноболтушкам, где производится приготовление глиняного шлама. Глиняный шлам из приемника перекачивается насосом в вертикальные бассейны.
Мел грузится экскаватором в думпкары. Думпкары имеют двусторонние толкатели для сталкивания мела в бункер. Из бункера мел с огарками по транспортеру поступает в мельницу самоизмельчения (гидрофол). Одновременно в гидрофол подаются глиняный шлам (насосом или самотеком из вертикальных бассейнов), а также вода и ЛСТ. Приготовленный шлам подается в вертикальный бассейн. Отсюда шлам подается в сырьевую мельницу, в которой и происходит его помол. Готовый шлам перекачивают в вертикальные шламобассейны, где происходит его корректировка. Откорректированная сырьевая смесь насосами перекачивается в горизонтальные бассейны, а оттуда—в следующие горизонтальные бассейны. Через шламовый питатель сырьевая смесь из бассейна подается в печи для обжига.
Количество подаваемого в печи сырья регулируется контрольным баком. Скорость наполнения зависит от числа оборотов печи и от текучести шлама. Контроль за качеством шлама ведет лаборатория. Обеспыливание отходящих газов обычно происходит с помощью электрофильтров, которые работают в режиме автоматического регулирования. Охлаждение клинкера из печей производится в колосниковых холодильниках или в рекуператорных.
Колосниковые холодильники имеют производительность около 70 т/ч. Температура клинкера на выходе из колосникового холодильника составляет не более 90 градусов. Клинкер из печей с температурой 1250 градусов поступает в шахту холодильника, где установлены неподвижные колосники и резко охлаждается воздухом, подаваемым вентилятором высокого давления. Далее клинкер поступает на решетку, которая состоит из подвижных и неподвижных колосников. Крутая передняя и пологая задняя полость колосников обеспечивают продвижение клинкера вперед и его интенсивное перемешивание. В разгрузочном конусе холодильника установлена встроенная дробилка для измельчения крупных кусков клинкера.
Рекуператорный холодильник имеет производительность 35 тонн в час. Температура клинкера на выходе—не более 400 градусов. В холодильнике имеется несколько барабанов, закрепленных по окружности корпуса, которые вращаются вместе с печью.
Со склада клинкер поступает с помощью мостового грейферного крана в бункера цементных мельниц. Туда же подается гипс, откуда вся эта басня дозируется в цементные мельницы. Для интенсификации процесса помола при производстве бездобавочных цементов на тарельчатый питатель подается лигносульфанат технический (ЛСТ) в количестве 0,01%.
Транспортировка готового цемента в цементные силоса производится пневмонасосами. Силос представляет собой железобетонную емкость диаметром около 10 м и высотой примерно 25-30 м. Силосный склад цемента насчитывает обычно более десятка силосов. Отгрузка цемента из цементных силосов производится в бункер для погрузки в автотранспорт или отгружается в железнодорожные вагоны. Упаковка цемента в бумажные мешки (50 кг) производится упаковочными машинами. Определение количества отгрузки цемента производится взвешиванием на железнодорожных весах.
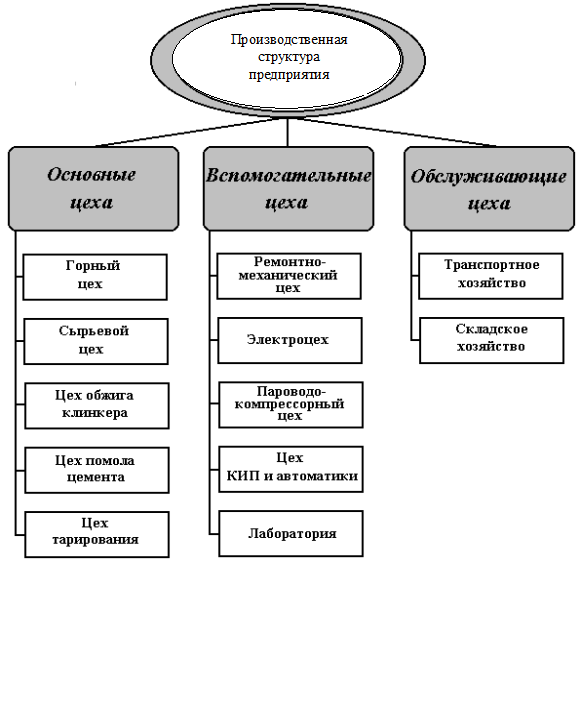
2.2. Производственная и организационная структура предприятия

![]()
Пояснения к организационной структуре предприятия
1. Финансовый отдел
2. Бухгалтерия
3. Отдел труда и заработной платы
4. Плановый отдел
5. ЖКО
6. Столовая
7. Детский сад - ясли
8. Подсобное хозяйство
9. Магазин
10. Детский сад
11. Отдел сбыта
12. Отдел материально-технического снабжения
13. Цех тарирования и отгрузки
14. Автотранспортный цех
15. Главный энергетик
16. Отдел охраны труда и техники безопасности
17. ОТК и лаборатория
18. Производственно-технический отдел
19. Паро газо водо компрессорный цех
20. Отдел главного механика
21. Главный технолог
22. Отдел главного механика
23. Цех КПП, автоматики и связи
24. Горный цех
25. Технологический отдел
26. Ремонтно-механический цех
27. Энергоцех
28. Цех помола цемента
29. Цех обжига клинкера
30. Технадзор за строительством
31. Строительство объектов хозяйственным способом
32. Начальник отдела по труду и кадрам
33. Отдел маркетинга
34. Отдел кадров
35. Машинописное бюро
36. Начальник штаба гражданской обороны
37. Юрист-консультант
2.3. Построение циклограммы и расчёт длительности производственного цикла.
На основании схемы технологического процесса имеется перечень и продолжительность операций в производстве цемента.
Таблица 2.1.
Расчет длительности производственного цикла
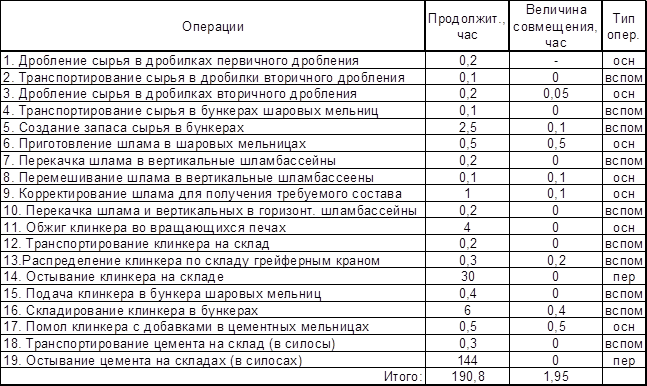
Длительность производственного цикла равна 188,85 часа. Циклограмма - приложение 1.
Тпп =Тпосл -åti , где Тпосл – длительность производственного цикла при последовательном сочетании операций; -ti – величина совмещения , часов;
Тпосл =åtк , где tк – норма времени на операцию.
Тпп =190,8-1,95=188,85 часа.
Продолжительность основных технологических операций:
Tосн =t(1,3,6,8,9,11,17) = 0,2+0,2+0,5+0,1+1+4+0,5=5,5 часа.
Твспомогат =t(2.4.5.7.10.12.13.15.16.18) = 0,1+0,1+2,5+0,2+0,2+0,2+0,3+0,4+6+0,3=10,3 часа
Тперерывов =t(14,19) =30+144=174 часа.
Коэффициент рабочего периода: Крп =(Тф -Тперерыв )/Тф ,=0,0786 или 7,9% где Тф – фактическая продолжительность производственного цикла.
Из анализа продолжительностей производственных операций можно сделать вывод о том, что более 92%-тов времени производственного цикла затрачивается на охлаждение клинкера и цемента. Поэтому сокращение времени основных операций не имеет практического значения и следует обратить внимание на время перерывов – т.е. охлаждение. Т.о. необходимо совершенствовать технологию охлаждения клинкера и готового цемента и внедрять более прогрессивные методы, например метод принудительного охлаждения, если эти мероприятия не повлекут за собой ухудшения качества продукции.
2.4. Выбор и обоснование режима работы цехов и основного технологического оборудования.
Режим работы выбирается в зависимости от характера применяемого технологических процессов и условий эксплуатации оборудования.
1. Сырьевой цех.
Режим работы прерывный, 2-х сменный, при длительности смены 8 часов.
Тномин =(365-52-10)*2*8=4848 часов
Эффективный фонд рабочего времени для сырьевых мельниц различного типа:
Тэф. 1 =4848*0,91=4411,68 часа; Тэф. 2 =4848*0,9=4363,2 часа;
Тэф. 3 =4848*0,91=4411,68 часа; Тэф. 4 =4848*0,92=4460,16 часа;
Тэф. 5 =4848*0,92=4460,16 часа; Тэф. 6 =4848*0,93=4508,64 часа;
Тэф. 7 =4848*0,89=4314,72 часа;
2. Цех обжига.
Режим работы непрерывный, 3-х сменный с длительностью смены 8 часов.
Тномин =8760 часов.
Тэф. 1 =8760*0,92=8059,2 часа; Тэф. 2 =8760*0,91=7971,6 часа;
Тэф. 3 =8760*0,93=8146,8 часа; Тэф. 4 =8760*0,89=7796,4 часа;
Тэф. 5 =8760*0,9=7884 часа;
3. Цех помола.
Режим работы прерывный, 3-х сменный с длительностью смены 8 часов.
Тномин =(365-52-10)*3*8=7272 часа.
Тэф. 1 = 7272*0,91=6617,52 часа; Тэф. 2 = 7272*0,9=6544,8 часа;
Тэф. 3 = 7272*0,97=7053,84 часа; Тэф. 4 = 7272*0,89=6472,08 часа;
Тэф. 5 = 7272*0,92=6690,24 часа; Тэф. 6 = 7272*0,93=6762,96 часа.
Обоснованием выбранного времени работы служит максимальное время его использования. Это приводит к уменьшению потребности в оборудовании, капитальных затрат на оборудование и строительства и положительно сказывается на себестоимости продукции.
2.5. Расчёт производственной программы по цехам.
Величина объёма производства 1,9 млн. тонн ; процент добавок – 13%; расход шлама на 1 тонну клинкера – 1,59 тонн; потери при приготовлении сырьевой смеси – 3%; потери при обжиге клинкера – 2%; отходы цеха помола – 2%.
Таблица 2.5.
Определение производственной программы по цехам
| Наименование передела, стадии | Кол-во продукции, поступающей на данный передел | Нормы расхода сырья | Потери на данном переделе | Кол-во продукции после данного передела, тыс.тонн |
| Цех помола (цем) | 1686,73 | 0,87 | 0,02 | 1900 |
| Цех обжига (кл) | 2736,64 | 1,59 | 0,02 | 1686,73 |
| Цех сырья (шлам) | 2821,28 | 1 | 0,03 | 2736,64 |
Мкл=Мц(100-Д)/100=0,87*Мц
Помол (цемент) В31 =(В3 *Н3 )/(1-Р3 )=1 686, 73 тыс. тонн
Обжиг (клинкер) В21 =(В2 *Н2 )/(1-Р2 )=2 736, 64 тыс. тонн
Сырьевой цех (шлам) В11 =(В1 *Н1 )/(1-Р1 )=2 821, 28 тыс. тонн
Производственная программа в смену, в сутки
Сырьевой цех:
Всмены = 4515,9 тонн шлама в смену; Всуток = 9031,8 тонн шлама в сутки.
Цех обжига:
Всмены = 1540,4 тонн клинкера в смену; Всуток = 4621,2 тонн клинкера в сутки.
Помольный цех:
Всмены = 2090,2 тонн цемента в смену; Всуток = 6270,6 тонн цемента в сутки.
2.6. Определение потребности в оборудовании.
На основании выбранного технологического метода производства выберем виды основного оборудования по всем стадиям технологического процесса.
Оборудование для дробления.
По принципу работы дробильное оборудование делится на щёковые дробилки с неподвижной и качающейся гладкими и рифлёными щёками, конусные дробилки, валковые дробилки с гладкими, рифлёными и зубчатыми волками, ударные дробилки. Для выбора вида дробилки руководствуются размерами загружаемого материала. Учитывается удельный и насыпной вес материала, влажность, прочность, сопротивление дроблению и т.д.
Оборудование для помола сырья.
Помол производится по открытому циклу. Тип мельницы зависит от размера материала, размолоспособности сырья, оптимальной влажности шлама. Норма обслуживания 1 мельницы в смену 1 рабочий. Коэффициент использования мощности 0,9.
Потребность в оборудовании для выполнения производственной программы:
nij =Bj год /Qij *Ti *Kисп ; где Bj год – заданный годовой объём производства; Qij – часовая норма производительности оборудования; Ti – номинальный фонд рабочего времени оборудования; Kисп – коэффициент использования производственной мощности.
n1 =31 шт.; n2 =25шт.; n3 =18шт.; n4 =16шт.; n5 =14шт.; n6 =10шт.; n7 =10шт.
Затраты на такое оборудование составят: к1 =52700 тыс.руб.; к2 =47250 тыс.руб.; к3 =38160 тыс. руб.; к4 =36480 тыс.руб.; к5 =33600 тыс.руб.; к6 =26100 тыс.руб.; к7 =27000 тыс. руб.
Выполнение всей производственной программы возможно 10 мельницами 6-го типа, при этом затраты составят 26100 тыс. руб. Однако, путем целевого перебора возможных сочетаний различных типов сырьевых мельниц было найдено следующее оптимальное сочетание:
9 мельниц 6-го типа и 1 мельница 4-го типа. В этом случае суммарные затраты на сырьевые мельницы составляют 25770 тыс. руб. – это на 330 тыс. руб меньше, чем при использовании мельниц одного типа.
Подбор вращающихся печей.
Норма обслуживания на 1 печь – 2 человека.
Путем аналогичных расчетов было получено следующее оптимальное сочетание вращающихся печей: 1 печь – 1-го типа, 1 печь – 3-го типа и 2 печи 5-го типа. Суммарные затраты на вращающиеся печи составляют 57000 тыс. руб.
Оборудование для помола клинкера.
Для помола цемента используют установки с шаровыми трубными мельницами с классификацией измельчаемого материала в центральных сепараторах. Коэффициент использования мощности 0,8.
Здесь было получено следующее оптимальное сочетание мельниц для помола клинкера: 1 мельница – 1-го типа, 2 мельницы – 5-го типа и 5 мельниц 6-го типа. Суммарные затраты на мельницы для помола клинкера составляют 18600 тыс. руб.
2.7. Расчёт производственной мощности по цехам и построение профиля.
Расчёт производственной программы на начало года и составление профилей мощности.
Мцеха =Qij *Ti эф *ni , где Qij – часовая производительность единицы оборудования; Ti эф – годовой эффективный фонд работы оборудования в часах или сменах при максимальной сменности; ni – количество единиц оборудования, принятое по проекту к установке.
Сырьевой цех: Мс.ц. = 45*4460,16*1+70*4508,64*9= 2737,035 тыс. тонн.
Цех обжига: Мц.о. = 1719,5 тыс. тонн.
Цех помола: Мц..п. =1908,056 тыс. тонн.
Полученные мощности пересчитаем в единицы измерения готовой продукции
Сырьевой цех: М’с.ц. =(2737,035/1,59)*0,98*0,98/0,87=1882786,8 тонн цемента.
Цех обжига: М’ц.о. =1679292/0,88=1908286,3 тонн цемента.
Помольный цех: М’ц.п. =1906136,6 тонн цемента.
Производственная мощность в целом определяется по цеху обжига – на графике – красная жирная линия.
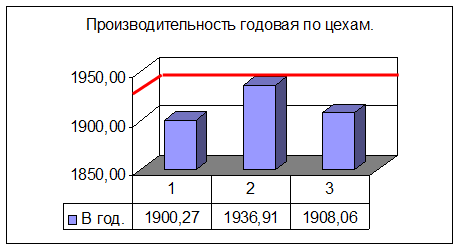 |
Диаграмма 2.7.
2.8. Анализ профиля мощности предприятия.
Выясним пропорциональность производственной мощности по цехам:
Пп,п+1 =1-М’п /М’п+1
Пропорциональность между сырьевым цехом и цехом обжига:
Пс.ц.,ц.о = 1- 1900,274/1936,908=0,018914 (1,89%).
Пропорциональность между цехом обжига и цехом помола:
Пц.о.,п.ц. = (1 – 1936,908/ 1908,056 = - 0,01512 ( - 1,51%).
Коэффициент сопряжённости.
Кс =М’п / М’п-1
Коэффициент между сырьевым цехом и цехом обжига: Кс.ц.,ц.о. = 1936,908/1900,274=1,0193
Коэффициент между цехом обжига и цехом помола: Кц.о.,ц.п. = 1908,056/1936,908=0,985.
Коэффициенты сопряжённости между цехом обжига и сырьевым цехом и цехом помола показывают о наличии «узких мест» между этими цехами. Однако, на практике производство будет осуществляться в соответствии с реальной производственной программой, а не по максимально возможной мощности каждого цеха. Поэтому проблемы "узких мест" перед предприятием не стоит.
Расчёт коэффициента использования производственной мощности каждого цеха с учётом производственной программы по цехам.
| Сырьевой цех: Кисп = | 0,9811 |
| Цех обжига: Кисп = | 1,0 |
| Цех помола: Кисп = | 0,9851 |
Эти коэффициенты показывают, что по цехам происходит незначительное недоиспользование мощностей.
2.9. План расстановки оборудования по цехам.
Дробильное оборудование устанавливается на бетонном фундаменте. Для уменьшения сотрясения, шума и погашения вибрации между станиной дробилки и бетонным фундаментом рекомендуется произвести укладку прокладок из твёрдого дерева, прорезиненного ремня, войлока, пробки и других материалов не менее 10-15 см. Фундаменты дробилок должны отделяться амортизирующей прокладкой от стен, колонн и балок зданий и фундаментов других машин. Необходимо предусмотреть размещение 10-ти мельниц с учетом особенностей их эксплуатации и ремонта.
Отделение помола клинкера находится в блоке с силосным отделением, складом клинкера, гипса и добавок. Расстояние между соседними мельницами принимается 12,18,24 или 30 метров в зависимости от размеров мельниц и общего компоновочного решения.
Для подъёма корпуса барабана мельницы при ремонте необходимо в конструкции фундаментов предусмотреть место для установки гидравлических домкратов.
2.10. Определение новой проектной производственной программы и планирование мероприятий по ее достижению.
Происходит увеличение выпуска на 34% и новая производственная программа составит 2,546 млн. тонн .
Таблица 2.10.
Расчёт проектной производственной мощности (потери на каждом переделе снизятся на 1%).
| Наименование передела, стадии | Кол-во продукции, поступающей на данный передел | Нормы расхода сырья | Потери на данном переделе | Кол-во продукции после данного передела, тыс.тонн |
| Цех помола (цем) | 2237,39 | 0,87 | 0,01 | 2546,00 |
| Цех обжига (кл) | 3593,39 | 1,59 | 0,01 | 2237,39 |
| Цех сырья (шлам) | 3666,72 | 1 | 0,02 | 3593,39 |
Помол (цемент): В3 пр =2546 тыс. тонн.
Обжиг (клинкер): В2 пр =2237,39 тыс. тонн.
Сырьевой цех (шлам): В1 пр =3593,39 тыс. тонн.
Прирост производственной мощности по сырьевому цеху – В1 пр -В1 =856,75 тыс. тонн.; по цеху обжига – В2 пр -В2 =550,66 тыс. тонн.; по цеху помола – В3 пр -В3 =646 тыс. тонн.
1. Сырьевой цех.
Для обеспечения возможности выполнения производственной программы, а также для улучшения экономических показателей работы цеха разработаем мероприятия по увеличению производственной мощности цехов за счёт покупки нового оборудования, введения трехсменного режима и сокращения рабочей недели до 5 дней, в соответствии с трудовым законодательством РФ.
В соответствии с трудовым законодательством РФ рабочая неделя должна составлять не более 40 часов, т.е. 5 дней в неделю по 8 часов (по одной смене). Выходные тоже сразу следует исключить из эффективного фонда рабочего времени, т.е. 365-10=355 дней. Итого в год рабочие смогут работать 355 дней за минусом воскресенья и субботы: 355-52-52=251 день.
Это составит 251*8=2008 часов в год. Тогда в три смены эффективный фонд рабочего времени на одном рабочем месте составит: 2008*3=6024 часов.
Поскольку для выхода на плановую производственную мощность необходимо 4848*1,34 = 6497 часов в год на одном рабочем месте, то покупка нового оборудования необходима.
Путем целевого перебора соотношений типов печей было найдено оптимальное решение, в соответствии с новым фондом рабочего времени и расчетным коэффициентом использования мощности 0,9, о покупке 1 мельницы сырьевого помола 3-го типа, стоимостью 2120 тыс. руб. При одновременном изменении режима сменности до 3-х.
Вследствие этих мероприятий необходимо нанять дополнительно 10+1*3 =13 человек по сырьевому цеху, и учесть дополнительный выходной при начислении зарплаты.
2. Цех обжига.
Усовершенствованием процесса обжига за счёт внедрения разработок в области увеличения контактной поверхности клинкера с печным газом, интенсификации процесса обжига (в частности, за счет установки цепных навесок) и теплосбережения можно добиться увеличения расчетной мощности печных агрегатов на 10% и уменьшения расхода условного топлива и воздуха на 9%.
Мц.о. = 1719,5*1,1* 0,99 /0,87=2152,34 тыс. тонн цемента.
Ввиду нежелательности использования оборудования на пределе проектной мощности введем коэффициент 0,9 – позволяющий при необходимости увеличить объем выпуска клинкера по
29-04-2015, 04:11