ВВЕДЕHИЕ
Одним из важнейших условий успешного выполнения программы интенсификации народного хозяйства является комплексная автоматизация производства.
В настоящее время в зависимости от уровня организационной структуры производства и ступеней автоматизации в области гибких автоматизированных производств (ГАП) принята следующая терминология (ГОСТ 26228-84).
Обобщающим термином является гибкая производственная система (ГПС).
Под гибкой производственной системой понимается совокупность (или отдельная единица) технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. В свою очередь, ГПС подразделяются по организационной структуре на следующие уровни:
Гибкий производственный модуль (ГПМ) - гибкая производственная система, состоящая из единицы технологического оборудования, оснащенная автоматизированным устройством программного управления и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные циклы и имеющая возможность встраивания в систему более высокого уровня.
Гибкая автоматизированная линия (ГАЛ), гибкий автоматизированный участок (ГАУ) - это ГПС, состоящая из нескольких производственных модулей, объединенных автоматизированной системой управления. В ГАЛ технологическое оборудование расположено в принятой последовательности технологических операций, а ГАУ функционирует по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
Гибкий автоматизированный цех (ГАЦ) - представляет собой гибкую производственную систему, которая представляет собой совокупность ГАЛ и (или) ГАУ, предназначенную для изготовления изделий заданной номенклатуры.
Гибкий автоматизированный завод (ГАЗ) - гибкая производственная система, которая представляет собой совокупность ГАЦ, предназначенную для изготовления изделий заданной номенклатуры.
По ступеням автоматизации ГПС подразделяются на гибкие производственные комплексы (ГПК) и гибкие автоматизированные производства (ГАП).
Гибкий производственный комплекс определяется как ГПС, состоящая и нескольких гибких производственных модулей, объединенных автоматизированной системой управления и автоматизированной тpанспоpтно-складской системой (АТСС), автономно функционирующая в течение заданного интервала времени и имеющая возможность встраивания в систему более высокой ступени автоматизации.
Гибкое автоматизированное производство представляет собой ГПС, состоящую из одного или нескольких ГПК, объединенных автоматизированной системой управления производством и тpанспоpтно-складской автоматизированной системой, и осуществляющей автоматизированный переход на изготовление новых изделий с помощью автоматизированной системы научных исследований (АСHИ), систем автоматизированного проектирования (САПР) и автоматизированной системы технологической подготовки производства (АСТПП).
В общем случае в систему обеспечения функционирования технологического оборудования ГПС входят:АСHИ, САПР, АСТПП, автоматизированная система управления предприятием (АСУП), АТСС, автоматизированная система инструментального обеспечения (АСИО), система автоматизированного контроля (САК), автоматизированная система удаления отходов (АСУО) и т.д.
Особую роль в ГПС играет АТСС - система взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и доставки предметов труда, технологической оснастки и удаления отходов. АСИО, состоящая из взаимосвязанных элементов и включающая накопители, устройства смены и контроля качества инструмента, предназначена для хранения, автоматической установки и замены инструмента.
Принципиальное отличие ГПК от ГАП состоит в наличии в составе последнего таких систем, как АСHИ, САПР и АСТПП.
Создание ГАП целесообразно в основном на предприятиях среднесерийного, мелкосерийного и единичного типов производства и требует предварительного экономического обоснования.
При широком внедрении ГАП требуется освоение методовсистемного проектирования, взаимоувязанной отработки технологических объектов, интегрированных систем автоматизированного управления и подсистем внешнего обеспечения ГАП, создания индустриальной базы централизованного обеспечения и эксплуатационного сервиса.
При создании ГАП необходимо обращать особое внимание на проблемы: информационной, аппаратной и pазмеpно-паpаметpической совместимости всех разработок; ограничения многоваpиантности всех систем, модулей, агрегатов, узлов и элементов, используемых в ГАП, развития типизации и стандартизации всех звеньев; комплексности и сбалансированности развития всех включенных в структурную схему ГАП функциональных и обеспечивающих подсистем; необходимости создания на каждом предприятии обособленной централизованной службы внедрения пpогpаммно-упpавляемого оборудования.
1.ОПРЕДЕЛЕНИЕ СТЕПЕНИ ПОДГОТОВЛЕННОСТИ ИЗДЕЛИЯ К АВТОМАТИЧЕСКОМУ ПРОИЗВОДСТВУ
Наряду с тактико-техническими требованиями, к конструкции изделия предъявляют технологические и производственные требования. Конструкция изделия должна отвечать такому качеству отдельных его составляющих (материалов, деталей, сборочных компонентов и т.д.) и изделия в целом, при котором обеспечивается возможность автоматизированного его изготовления с наименьшими трудозатратами (трудоемкостью) на всех стадиях производства. Такое изделие называют технологичным. Анализ производится по методике и справочным данным, изложенным в [1] c.5-10. Параметрами оценки являются: конфигурация, физико-механические свойства сечения и поверхности, сцепляем ость, абсолютные размеры и их соотношения, показатели симметрии, специфические свойства детали и т.д., т.е. основные свойства детали. Для исследования деталей, сборочных компонентов или изделий в целом характерные свойства дифференцированы на семь ступеней. Каждая ступень качественно характеризует определенную совокупность свойств.
В результате анализа детали были получены следующие данные (в баллах):
I ступень: асимметрия центра тяжести 1000000;
II ступень: несцепляемая 000000;
III ступень:пластинчатая,толстая,
Ферромагнитная 20000;
IV ступень: свойства формы не учитываются,
прямая 2000;
V ступень: одна ось вращения 200;
VI ступень: центральное отверстие сквозное
ступенчатые с симметричной формой концов 40;
VII ступень: отверстие на образующей
поперечное 5;
1022245
Таким образом сумма баллов равняется 16,что позволяет отнести изготовление деталей ко 2 категории сложности автоматизации (по табл.1.2 [1]).
1.1.Краткая характеристика категории сложности автоматизации
Автоматизация средней сложности. Требуется отработкасистемы ориентации и загрузки детали в рабочие органы. Целесообразна экспериментальная проверка.
2.ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА АВТОМАТИЧЕСКОГО ПРОИЗВОДСТВА
2.1.Экономическое обоснование выбора заготовки.
В качестве заготовок в машиностроении часто используются: отливки, поковки и заготовки из проката.
Метод выполнения заготовок для деталей определяется их назначением и конструкцией, а также материалом, техническими требованиями, серийностью выпуска и экономичностью изготовления.
Для рационального выбора заготовки необходимо учитывать все выше перечисленные исходные данные. Окончательное решение может быть принято только после экономического расчёта себестоимости заготовки. Учитывая довольно тяжёлые условия эксплуатации детали, получение заготовок методом литья будет нецелесообразно с точки зрения качества литых заготовок: это – неблагоприятная с точки зрения прочности зернистая структура металла и образование внутренних дефектов.
Принимая во внимание вышесказанное, произведём экономическое обоснование выбора заготовки следующими двумя способами:
- заготовка Æ 205 мм, длиной 130 мм из круглого проката;
- заготовка, полученная методом штамповки.
Себестоимость заготовки из проката:
Sзаг =М+åСоз , где
М – затраты на материал заготовки, руб.
åСоз – технологическая себестоимость операций правки, калибровки исходных прутков и разрезки их на штучные заготовки.
![]() , где
, где
спз – приведённые затраты на рабочем месте, кол/ч;
Тшт – штучное время выполнения заготовительной операции, мин.
Правка прутка на автоматах:
![]() руб.
руб.
Отрезка заготовки на отрезном станке дисковой пилой:
![]() руб.
руб.
Таким образом åСоз =0,125+0,061=0,186 руб.
Затраты на материал заготовки
![]() , где
, где
Q – масса заготовки, кг; Q=33,02 кг с учётом нормы расхода
q – масса готовой детали; q=19,6 кг теоретическим расчётом.
S – цена 1 кг материала заготовки, 0,2 руб
Sотх – цена 1 т отходов,22,6 руб
М=33,02·0,2-(33,02-19,6) ·22,6/1000=6,304 руб
Sзаг =6,304+0,186=6,49 руб
Себестоимость заготовок полученных горячей штамповкой:
 , где
, где
ci –базовая стоимость 1т заготовок, 373 руб
КT ,KC ,KB ,KM ,Kn –коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объёма производства заготовок.
В соответствии с методикой определения данных коэффициентов [1] определим их значения:
КT =1 KB =0,73 Kп =1
KC =0,84 KM =1
Таким образом имеем
![]() руб.
руб.
Экономический эффект для сопоставления способов получения заготовок
$з =(Sзаг пр -Sзаг шт )*N=(6,49-5,38)*30000=33300 руб
Таким образом видно, что наиболее экономичным и наименее металлоёмким является способ получения заготовок методом штамповки в горячештамповочных автоматах.
Чертёж заготовки представлен на рис.2.1
Назначение и расчет припусков.
Припуски на обработку каждой поверхности назначаем по ГОСТ 7505-89. Припуски устанавливаются в зависимости от массы и размеров штампованной заготовки, шероховатости поверхности обработанной детали, класса точности заготовки, степени сложности, группы стали. Класс точности – Т3 (приложение 1, табл. 19 ГОСТ 7505-89). Степень сложности определяется из соотношения ![]() , где
, где
Gп – масса поковки,
Gф – масса геометрической фигуры, в которую вписывается форма штампованной заготовки.
Gдет – масса детали,
Кр =1,5..1,8
Степень сложности – С1 (приложение 2 ГОСТ 7505-89). Группа стали – М2 (табл.1 ГОСТ 7505-89). Для назначения припусков определяем исходный индекс по табл. 2 ГОСТ 7505-89, он равен 13. Припуски назначаем по табл.3 ГОСТ 7505-89 для каждой обрабатываемой поверхности (на одну сторону размера).
На Æ200 припуск 2,3мм.
На Æ180 припуск 2,3мм.
На торец Æ200 припуск 2,0мм.
На торец Æ180 припуск 2,2мм.
На второй торец Æ200 припуск 2,0мм.
Допуски на размеры устанавливаются по табл. 8 ГОСТ 7505-89 (см. рис. 2.1). Штамповочные уклоны по табл.8 ГОСТ 7505-89.
2.2 Составление технологического маршрута обработки.
Технологический маршрут обработки представлен в табл. 2.1
Таблица 2.1
| № | Наименование операции или перехода | Норма времени, мин |
1. 1.1 1.2 1.3 1.4 1.5 |
Токарная Подрезать торец по Æ180 на глубину 2 мм Подрезать торец по Æ200 на глубину 1,8 мм Расточить отверстие Æ100 Точить цилиндрическую поверхность Æ 180 предв. Точить цилиндрическую поверхность Æ 180 оконч. |
8,49 |
2. 2.1 2.2 2.3 2.4 |
Токарная Подрезать торец по Æ 200 на глубину 2 мм предв. Подрезать торец по Æ 200 на глубину 0,2 мм окон. Точить цилиндрическую поверхность Æ200 предв. Точить цилиндрическую поверхность Æ200 оконч. |
7,61 |
3. 3.1 3.2 |
Фрезерная Фрезеровать паз на образующей Сверлить отверстие Æ15 на образующей |
0,43 |
4. 4.1 |
Шлифовальная Шлифовать торец Æ 200 |
0,5 |
5. 5.1 |
Сверлильная Сверлить отверстие Æ15 на образующей |
0,31 |
| 6 | Контрольная |
Выбор средств измерения и контроля будем производить для наиболее ответственных параметров детали. Данные выбора приведены в таблице 2.2 и таблице 2.3.
СРЕДСТВА ИЗМЕРЕНИЯ И КОНТРОЛЯ
Таблица 2.2
| Контролируемый параметр | Значе-ние | Название средства измерения |
| Отклонение от перпендикулярности плоскостей | 0,02 | 1. Автоколиматор АК-0,5 по ГОСТ 11899-77 |
| Шероховатость обрабатываемой поверхности | Ra=6,3 мкм |
Образец шероховатости по ГОСТ 9378-75 Метод визуального сравне-ния |
Таблица 2.3
| Операция контроля | Наименование и марка прибора | Метрологическая характеристика прибора |
| Измерение длины детали L=125h14 Допуск–1,0 | Штангенрейсмас (с отсчётом по нониусу) ГОСТ 164-90 тип ШР-250-0,05 | Диапазон измерений 0-250 мм; 40-400 мм Значение отсчёта по нониусу 0,05 мм Погрешность ±0,05 мм |
Измерение диаметров D=200h14,D=180h14 Допуск –1,0 |
Штангенциркуль ГОСТ 166-89 тип II двухсторонний | Диапазон измерения 0-200 мм; Значение отсчёта по нониусу 0,1 мм; Вылет измерительных губок 50 мм |
Измерение диаметра отверстия D=15 |
Нутромер с измерительной головкой по ГОСТ 9244-75 тип 106 | Диапазон измерения 10-18 мм; Цена деления 0,002 мм; Наибольшая глубина измерения 100 мм; Допускаемая погрешность 0,0035 мм |
| Контроль размеров и формы паза | Шаблон |
Методика измерений может быть предложена следующая:
Выбор металлорежущих станков для изготовления предложенной детали осуществлен с учётом следующих факторов:
- вид обработки;
- точность обрабатываемой поверхности;
- расположение обрабатываемой поверхности относительно технологических баз;
- габаритные размеры и масса заготовки;
- производительность операции;
- тип производства;
2.3 Определение основных технологических времен
Выбор режимов резания осуществляется по таблицам режимов. Для нескольких наиболее характерных переходов (например для одного перехода токарной и одного перехода сверлильной обработки) – расчётно-аналитическим методом.
Режимы резания зависят от вида обрабатываемого материала, от конфигурации обрабатываемого материала, от конфигурации обрабатываемой поверхности, от материала режущей части инструмента, от требуемой производительности операции, от требуемой шероховатости поверхности, от величины припуска на обработку, от режима замены и периода стойкости режущего инструмента.
Последовательность назначения режимов резания для таких видов обработки, как точение, фрезерование, растачивание, принято следующее: вначале устанавливают глубину резания из расчёта снятия припуска за один проход или минимальное число проходов при большом припуске. Затем задают величину подачи, которая зависит от шероховатости поверхности по чертежу детали или зависит от мощности привода подачи и жёсткости системы СПИД. С учётом выбранного периода стойкости инструмента выбирается или рассчитывается скорость резания, которая уточняется по паспортному значению скорости вращения шпинделя станка.
Результаты назначения режимов резания приведены в таблице 2.5.
Таблица 2.5
| Наименование технологических операций и переходов | Режимы резания | То , мин |
||||
t мм |
S мм/об |
N Об/мин |
V М/мин |
|||
1 Токарная -подрезать торец Æ 180 -подрезать торец Æ 200 - расточить до Æ100 -точить поверхность Æ180 предварительно. -точить поверхность Æ180 окончательно |
2 1,8 1,5 2 0,3 |
0,8 0,8 0,8 0,8 0,8 |
190 190 190 190 190 |
107,4 119,4 59,7 107,4 107,4 |
1,77 0,4 2,28 2,04 2 |
|
2 Токарная - подрезать Æ200 предв. - подрезать Æ200 окончат. -точить поверхность Æ200 предварительно -точить поверхность Æ200 окончательно |
2 0,2 2 0,3 |
0,8 0,5 0,8 0,8 |
190 190 190 190 |
119,4 119,4 119,4 119,4 |
1,48 2,08 2,05 2 |
|
3 Фрезерная - фрезеровать паз на образующей - Сверлить отв. Æ15 |
40 |
1 0,18 |
500 710 |
0,12 0,31 |
||
2.4.Определение основных технологических времен.
В массовом производстве определяется норма штучного времени Tшт:
Tшт =Tо +Tв +Tоб ,
где Tо - основное время, мин;
Tв - вспомогательное время, мин.
Вспомогательное время состоит из затрат времени на отдельные приемы: закрепление и открепление детали, установку и снятие детали, приемы управления, измерения детали и т.д.;
Tоб - время на организационно-техническое обслуживание оборудования (в массовом производстве для всех операций определяется в процентах от оперативного времени: Tоп =Tо +Tв .
Табл. 2.6
| № перехода | Название перехода и вспомогательной операции | Длительность перехода и вспомогательной операции, мин. |
1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 1.10 1.11 1.12 1.13 1.14 1.15 1.16 1.17 1.18 1.19 1.20 1.21 1.22 1.23 1.24 1.25 1.26 1.27 1.28 1.29 1.30 1.31 1.32 1.33 1.34 1.35 1.36 1.37 2 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 |
Токарные операции Установка заготовки за Æ200 Поворот револьверной головки Подвод резца Подрезка торца Æ180 Подвод резца Подрезка торца Æ200 Отвод резца Поворот револьверной головки Подвод резца Расточить до Æ100 Отвод резца Поворот револьверной головки Подвод резца Точить Æ180 предварительно Отвод резца Поворот револьверной головки Подвод резца Точить Æ180 окончательно Отвод резца Переустановка детали Поворот головки Подвод резца Подрезать Æ200 предв. Отвод резца Поворот головки Подвод резца Подрезать Æ200 оконч. Отвод резца Поворот резцовой головки Подвод резца Точить Æ200 предварительно Отвод резца Поворот резцовой головки Подвод резца Точить Æ200 окончательно Отвод резца Снятие детали Фрезерная операция Установка детали Подвод фрезы Фрезерование паза Отвод фрезы Смена инструмента Подвод сверла Сверление отверстия Æ15 Отвод сверла Снятие детали |
Tв =0,16 Tв =0,015 Tв =0,02 Tо =1,77 Tв =0,02 Tо =0,4 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2,28 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2,04 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2 Tв =0,02 Tв =0,32 Tв =0,015 Tв =0,02 Tо =1,48 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2,08 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2,05 Tв =0,02 Tв =0,015 Tв =0,02 Tо =2 Tв =0,02 Tв =0,17 Tв =0,1 Tв =0,04 Tо =0,12 Tв =0,04 Tв =0,23 Tв =0,01 Tо =0,31 Tв =0,01 Tв =0,1 |
Табл.2.7
| Время | Длительность операции, мин. |
Tо Tв Tоп Tоб Tшт |
Токарная обработка 16,1 1,11 17,21 0,34 17,55 |
Tо Tв Tоп Tоб Tшт |
Фрезерная обработка 0,43 0,53 0,96 0,0192 0,9792 |
![]()
3. Разработка структуры автоматизированного производства и построение циклограммы работы комплекса.
Определить количество основного оборудования, включаемого в автоматизированный комплекс, можно, исходя из среднего такта выпуска деталей на комплексе.
Средний такт выпуска деталей:
где Ф0 -номинальный фонд времени работы оборудования, при двухсменной работе Ф0 = 4140ч;
К = 0.9 - средний коэффициент использования оборудования для массового производства;
Nг =30000 шт. - годовая программа выпуска деталей.
Т=0,1242ч=7,452 мин
Расчетное число оборудования определяется как отношение времени обработки детали на станке к среднему такту выпуска деталей. Для расчета возьмем максимальные штучные времена для каждого вида обработки.
Для токарной обработки: Ч.О.= 2,36 ;
Для фрезерной обработки: Ч.О.= 0,13;
Таким образом, в разрабатываемый автоматический комплекс необходимо включить 3 станка токарной, 1 станок фрезерной группы.
Кроме этого в систему входит робот-манипулятор, позиции контроля, автоматизированная транспортно-складская система (АТСС).
Структурная схема комплекса приведена на рис.3.1
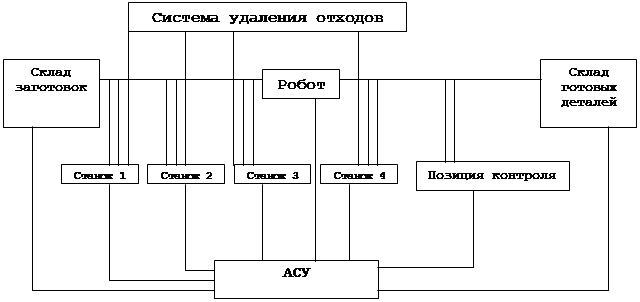 |
Рис. 3.1
Пусть производство деталей происходит партиями, при этом, на каждом токарном станке производится полная токарная обработка.
Для перемещения детали внутри комплекса выбираем робот М20Ц.48.01:
1. Время взятия заготовки из загрузочного устройства – 3 сек.
2. Время перемещения каретки робота к станку 1 (3м) – 2,5 сек.
3. Время снятия обработанной детали из патрона станка 1 – 3 сек.
4. Время установки заготовки в патрон станка 1 – 3 сек.
5. Время перемещения робота от станка 1 до станка 4 – 6,2 сек.
6. Время снятия заготовки из патрона станка 4 – 3 сек.
7. Время установки заготовки в патрон – 3 сек.
8. Время перемещения каретки робота от станка 4 к ПК – 3,3 сек.
9. Время взятия заготовки из ПК – 3 сек.
10. Время установки заготовки в ПК – 3 сек.
11. Время установки детали на спутник – 3 сек.
12. Время перемещения каретки робота к ЗУ – 2,3 сек.
13. Время перемещения каретки робота к станку 2 от ЗУ – 7,5 сек.
14. Время перемещения каретки робота от станка 2 до станка 4 – 2 сек.
15. Время перемещения каретки робота от станка 4 до спутника С (тогда, когда не нужен контроль деталей) – 5,4 сек.
16. Время перемещения каретки робота от ЗУ до станка 3 – 126 сек.
17. Время перемещения каретки робота от станка 3 до станка 4 – 6,2 сек.
18. Время перемещения каретки робота от ЗУ до станка 4 – 12,6 сек.
19. Время перемещения каретки робота до С – 2,1 сек.
Для транспортировки заполненных спутников на склад выбираем транспортный робот «Электроника НЦТМ-25».
Время работы робота определяется временем разгрузки 5 сек. И временем доставки детали на склад и возврата обратно: (S=14 м)
![]() сек.
сек.
15 сек. – время загрузки транспортного робота пустым спутником и выгрузки наполненного
Тр.трансп. =20+15=35 сек.
Циклограмма работы комплекса приведена на рис.3.2
Коэффициенты загрузки оборудования:
1)Для станков 1,2,3 ![]() , где
, где
tp =992 сек – время обработки детали одним станком.
![]() шт – количество деталей которые должен обработать один станок.
шт – количество деталей которые должен обработать один станок.
Ф0 =4140*60*60=1,49*107 сек – номинальный фонд времени работы оборудования.
![]() 1,33
1,33
2) Для станка 4
![]() 0,19
0,19
4.1 Токарно-револьверный станок с вертикальной осью револьверной головки 1Е365ПФ30
На револьверном станке, благодаря возможности совмещения в одной операции большого числа различных переходов, может производиться комплексная обработка деталей, превосходящая по производительности раздельное выполнение тех же переходов на токарных, сверлильных и других станках с неавтоматическим циклом.
На станке обрабатывают разнообразные детали из пруткового материала или из отдельных заготовок. Hа нем производят обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей, подрезание торцов, наpезание и накатывание pезьб, pифлений , сверление отверстий и т.п.
Hаибольшие размеры обрабатываемого прутка, мм
круглого (диаметр) 65
шестигранного (размер под ключ) 56
квадратного (сторона квадрата) 45
Hаибольший диаметр заготовки, обрабатываемой в патроне, мм:
над станиной 500
над поперечным суппортом 250
Диаметp отверстия в револьверной головке для крепления инструмента,
мм 60
Частота вращения шпинделя, мин-1 31.5-2000
Подача, мм/мин:
продольная 3-2500
поперечная 2-1200
Число поперечных суппортов 1
Мощность электродвигателя пpивода главного движения, кВт 15
Габаpитные
29-04-2015, 04:12