Міністерство освіти України
Черкаський інженерно-технологічний інститут
Кафедра приладобудування
Курсова робота
на тему
«Технологія складання і монтажу печатних плат »
по курсу
«Технологія приладобудування»
СП-56.998.002
Керівник:
Лукашенко В.М.
Розробив:
студент ІІІ курсу
групи П-56 ФІТІС
Шведенко В.Г.
Підпис _____________
Номер заліковки: ______
Зараховано з оцінкою _____________
“____”__________ 1998р. Підпис _____________
Черкаси 1998
Зміст
1 Монтаж друкованих плат . . . . . . . 3
1.1 Складання друкованих плат . . . . . 3
1.2 Паяння друкованих плат . . . . . 7
1.3 Методи паяння . . . . . . . 8
1.3.1 Паяння зануренням . . . . . 8
1.3.2 Паяння хвилею припою . . . . 10
1.4 Перевірка паяних з’єднань . . . . . 13
1.5 Повторне паяння . . . . . . . 13
2 Основи розробки технологічного процесу складання і монтажу радіоелектронної апаратури . . . . . . 15
2.1 Вивчення приладу та технологічне доопрацювання його конструкції і схем . . . . . . . 16
2.2 Складання та монтаж еталонного зразку шасі приладу 17
2.3 Розділення процесу складення і монтажу на операції . 19
2.4 Розробка ескізно-операційних технологічних карт
складання і монтажу . . . . . . 20
3 Типові технологічні схеми процесу складання і монтажу радіоелектронної апаратури на печатних платах . . . 26
4 Розрахунок типових ділянок складання і монтажу печатних
плат в умовах дрібносерійного і серійного виробництва . 30
Додаток 1. Фази процесу пайки . . . . . 32
Додаток 2. Методи паяння . . . . . . . 33
Додаток 3. Профілі хвилі при паянні хвилею . . . . 34
Додаток 4. Штучні норми часу та час на складання і монтаж . 35
1 Монтаж друкованих плат
Складально-монтажні роботи повинні проводитися згідно з вимогами ТУ 5.633-5087-83, ТУ 5.663-18304-80, ТУ 5.633-18303-80 та ОСТ 4ГО.091.202
Організація робочих місць складально-монтажних робіт повинна відповідати ОСТ 4ГО.091.092.
1.1 Складання друкованих плат
Складання друкованих плат із електрорадіоелементів (ЕРЕ) та інтегральних схем (ІС) є першим необхідним етапом монтажу приладу чи системи. Вона характеризується тим, що ЕРЕ та ІС геометрично розміщуються на друкованій платі згідно із складальним кресленням П91.994...
Так як складання є першим етапом монтажу, то дефекти складання в разі, коли вони залишаються не виявленими, негативно впливають на подальші етапи монтажу і є причиною додаткових витрат.
Незалежно від методу складання можна сформулювати принцип збірки друкованих плат: плати і компоненти повинні так переміщуватися один до одного, щоб в результаті цього переміщення всі виводи компонентів зайняли свої місця, зумовлені електричною схемою вузла і необхідним контактуванням з друкованою платою.
Із аналізу цього принципу визначаються робочі операції, які повинні робитися при складанні друкованих плат (рисунок 1).
Перед монтажем всі ЕРЕ повинні проходити вхідний контроль по електричних параметрах. Організація вхідного контролю залежить від типу виробництва. В масовому виробництві контроль здійснюють на спеціальних стендах, де на шкалах приладів нанесені граничні значення параметрів ЕРЕ. Всі прилади на стендах повинні мати точність у відповідності з ТУ на ці вироби. Інколи вхідний контроль здійснюють разом з підготовкою до монтажу.
Підготовка ЕРЕ до монтажу включає слідуючи операції
· розпаковка елементів;
· вхідний контроль;
· формування виводів;
· обрізання виводів;
· лудіння виводів.
Лудіння ЕРЕ повинно проводитись тими ж припоями, що і наступне паяння. При лудінні ЕРЕ чутливих до теплового впливу, дозволяється лудіння припоєм з пониженою температурою плавлення (таблиця 1).
Друкована плата ЕРЕ
Завантаження Орієнтувальний Завантаження
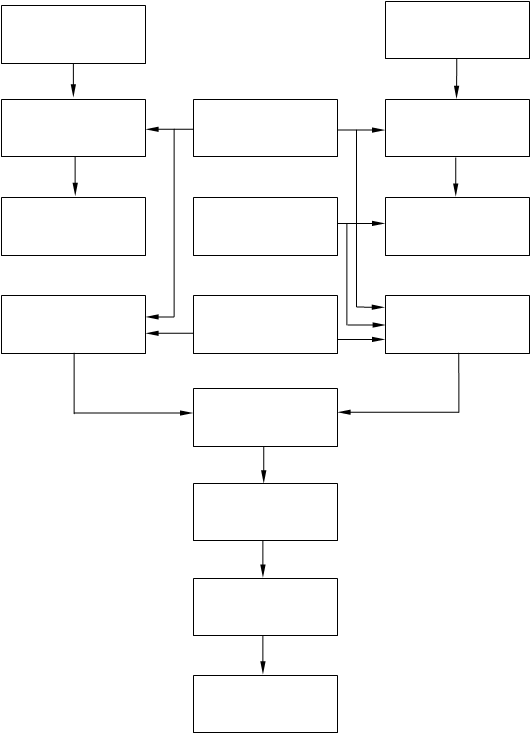 в магазин пристрій в магазин
в магазин пристрій в магазин
Подача Рихтування Подача
виводів
Прийом Прийом
друкованих плат Позиціювання ЕРЕ
Встановлення
ЕРЕ
Фіксування
ЕРЕ
Вивід
Змонтована
плата
Рисунок 1 – Основні етапи процесу зборки
Основні дані припоїв та їх використання
Таблиця 1
| Марка | Хімічний склад, % | Температура плавлення, °C | Границя міцності при розтягу, кг/мм2 | Призначення |
| 1 | 2 | 3 | 4 | 5 |
| ПОС-90 | Олово(89-90); сурма(0,15), свинець - решта | 222 | 4,3 | Для паяння деталей і складальних одиниць, що в подальшому покриваються сріблом чи золотом |
| ПОС-61 | Олово(59-61); сурма(0,8), свинець - решта; домішок не більше 0,314 | 190 | 6-7 | Для паяння відповідальних деталей, коли не припустимий чи небажаний високий нагрів в зоні пайки, а також коли потребується підвищена механічна міцність |
| ПОС-50 | Олово(49-50); сурма(0,8), свинець - решта; домішок не більше 0,314 | 222 | 3,6 | Те саме, коли допустима більш вища температура нагріву |
| ПОС-40 | Олово(39-40); сурма(1,5-2), свинець - решта; домішок не більше 0,314 | 235 | 3,2 | Для пайки менш відповідальних струмопровідних деталей, коли допустимий більш вищий нагрів |
| ПОС-30 | Олово(29-30); сурма(1,5-2), свинець - решта; домішок не більше 0,424 | 256 | 3,3 | Для лудіння та паяння менш відповідальних механічних деталей з міді, її сплавів, сталі |
| ПОС-18 | Олово(17-18); сурма(2-2,25), свинець - решта | 277 | 2,8 | Для паяння при пониженій вимозі до міцності шву, для лудіння перед паянням |
| ПОС-4-6 | Олово(3-4); сурма(5-6), свинець - решта; домішок не більше 0,424 | 265 | 5,8 | Для паянням зануренням у ванну з розплавленим припоєм |
Продовження таблиці 1
| 1 | 2 | 3 | 4 | 5 |
| ПОСК-50 | Олово(49,0-51,0); свинець (32); кадмій(17-19); домішок не більше 0,35 | 145 | – | Для паяння деталей з міді та її сплавів, що не допускають місцевого перегріву |
| ПОСВ-33 | Олово(32,4-34,4); свинець (32,3-34,3); вісмут(49,0-51,0); домішок не більше 0,3 | 130 | – | Для паяння плавких запобіжників; мідь, срібло, нанесене на кераміку методом впалювання й паяння константану |
В індивідуальному виробництві всі ці роботи виконують вручну.
В масовому виробництві згинання та обрізання виводів ЕРЕ виконуються на спеціальних напівавтоматах.
Встановлення ЕРЕ на друковану плату складається із наступних операцій:
· подача ЕРЕ в зону встановлення;
· орієнтування виводів відносно монтажних отворів;
· фіксація ЕРЕ в потрібному положенні.
Встановлюють ЕРЕ в такій послідовності: резистори, конденсатори, мікросхеми.
Розміщення ЕРЕ на друкованій платі повинне сприяти спрощенню технологічного процесу і можливості застосовувати механізацію.
Найзручніше розташовувати всі елементи на тій стороні плати, де немає друкованих провідників. Таке розташування полегшує процес паяння. При розміщенні ЕРЕ необхідно дотримуватися паралельності. Всі ЕРЕ повинні бути міцно закріпленні на платі, щоб не було зміщень при механічних впливах.
Закріплення ЕРЕ виконується в основному за допомогою виводів. Виводи вставляють в отвори і підгинають, після чого з’єднують з печатним провідником паянням. Таке з’єднання забезпечує механічну міцність і електричний контакт.
Встановлення і закріплення ЕРЕ на друкованих платах може бути здійснене повністю на автоматичних лініях. Застосування автоматичних і механічних пристроїв має смисл тільки в багатосерійному чи масовому виробництвах, так як ці пристрої складні й дорого коштують.
1.2 Паяння друкованих плат
Одним з останніх етапів у складанні друкованих плат є паяння. При паянні необхідно забезпечити механічне закріплення і електричний контакт між провідником і ЕРЕ. Паяння проводиться на повітрі з застосуванням різних флюсів, які захищають поверхні з’єднуваних елементів від окислення в процесі нагріву.
Окремі технологічні операції, що забезпечують якісні паяні з’єднання наступні (додаток 1):
· отримання металевих поверхонь шляхом очищення від поверхневих шарів при допомозі флюсу;
· нагрівання вище точки плавлення припою;
· витіснення флюсу з допомогою наступального припою;
· розпливання рідкого припою по металевій поверхні – процес змочування;
· дифузія атомів з твердої металевої фази в рідкий припой і навпаки – утворення сплавної зони;
· наступна обробка паяних з’єднань – очищення, коли видаляються флюси, що сприяють корозії.
Перед паянням всі зпаювані поверхні очищають від захисних покрить. Припой, який застосовується при паянні, повинен мати температуру плавлення не менше, ніж на 60°С нижче температури плавлення з’єднуваних металів і не більше 300°С, так як її обмежує відносно невисока термічна стійкість майже всіх ЕРЕ і друкованих плат. Найчастіше для гарячого лудіння провідників друкованих плат використовується сплав Розе (олово – 28%, свинець – 22%, вісмут – 50%), а для паяння – олов’яно-свинцевий припой ПОС-61(олово – 60-62%, свинець – 40-38%).
Флюс є неметалевим матеріалом, який створює передумови для міцності у місці паяння. При флюсуванні здійснюються наступні операції:
· швидке і повне змочування металевої поверхні завдяки впливу сил поверхневого натягу;
· видалення окислених шарів на контактуючих металах, а також розчинення і видалення продуктів реакцій при температурі нижче температури плавлення припою;
· захист очищеної металевої поверхні від нового окислення.
Залишки флюсу повинні легко видалятися або бути нейтральними, тобто не повинні змінювати електричні параметри початкового матеріалу і не викликати корозії. Найбільш придатним є флюс ФКТ (соснова каніфоль – 10-40%, етиловий спирт – 59,9-89,9%, нітробромідіксітен – 0,05-0,1%).
1.3 Методи паяння
При паянні компонентів зі стержневими виводами (дискретних ЕРЕ, ІС в пластмасових корпусах зі стержневими виводами) для контактування використовується тільки та сторона друкованої плати, де проводиться паяння. Дротові виводи, що виступають над платою до 3 мм міцно з’єднуються тільки методом групового паяння. Таким методом є паяння зануренням, при якому металеві поверхні зі сторони паяння під час занурення в паяльну ванну покриваються припоєм. Інколи металеві поверхні на платі захищають від змочування припоєм, залишаючи вільними контактуючі поверхні зі стержнями, щоб запобігти утворенню перемичок та зекономити припой. Це селективне паяння досягається за допомогою паяльних масок, які утворюють шляхом покриття провідників захисним паяльним лаком. Паяльна маска залишає чистими тільки ті місця, які повинні бути покриті припоєм. Для інших металевих провідників захисний паяльний лак є не тільки відштовхувальною припой речовиною, але на основі свого складу (модифікована епоксидна смола) засобом корозійного захисту.
Методи паяння повинні задовольняти вимоги поточного виробництва і гарантувати надійність зпаюваних з’єднань (щоб менше 1% зпаюваних з’єднань підлягали наступному допаюванню). Якщо паяння зануренням не можливе (обумовлена комбінація речовин, невелика партія, особлива форма компонентів), то доводиться застосовувати інші методи, наприклад, інфрачервоне паяння. Ручне паяння паяльником застосовується тільки під час ремонтних робіт для паяння стержневих виводів ЕРЕ. Для цього існують удосконалені багаточисленні паяльники і допоміжні засоби, які дозволяють виділяти певну кількість тепла, вносити дозовану кількість припою і відсмоктувати зайву його кількість від місця паяння. Паяння друкованих плат вручну не повинно застосовуватися, бо воно значно зменшує міцність і надійність, технологічність та являється конструктивно та економічно недоцільним.
1.3.1 Паяння зануренням
При паяння зануренням складена плата стороною паяння опускається в розплавлений припой (паяльна ванна). При цьому на стороні паяння всі виводи ЕРЕ, що виступають із монтажних отворів, з’єднуються з контактними площадками плати. Одночасно всі металеві поверхні (провідники, монтажні отвори) змочуються припоєм, оскільки вони не покриті паяльною маскою. В платах з металізованими отворами припой повинен піднятися до установочної сторони, завдяки чому підвищується надійність контакту.
При паянні зануренням паяльною ванною підводиться не тільки припой, але й необхідна кількість тепла. Так як перехід тепла від рідкого припою до твердих контактуючих металів проходить швидко, то температура паяння установлюється протягом 1-2 секунд.
Щоб втрати тепла ванни були незначні, сторона паяння друкованої плати попередньо підігрівається. Завдяки цьому вдається також запобігти теплового удару чутливих до нагріву базових матеріалів. Труднощі нагріву багатошарової друкованої плати в тім, що тепло швидко відводиться через багаточисельні проміжкові мідні поверхні. Щоб не змінилися умови паяння, необхідно підтримувати постійний температурний режим паяльної ванни.
Температура паяння повинна бути по можливості більш низькою, щоб зменшились втрати припою за рахунок окислення. Продукти окислення плавають на поверхні ванни і забруднюють її. Перед паянням вони повинні бути видалені, так як є перепоною до утворення якісних паяних з’єднань й іноді у вигляді плівки залишаються на друкованій платі. Видалення продуктів окислення проводиться майже виключно за допомогою механічних пристроїв (очищення, фільтрування), так як інші методи, наприклад, покриття маслом, каніфоллю чи воском, придатні тільки умовно. Недоліком є те, що захисні засоби забруднюють сторону паяння і при наступній обробці повинні видалятися при допомозі розчинників і миючих засобів.
При паянні зануренням паяльна ванна поряд з віддачею певної кількості припою і теплоти виконує ще й функцію активізації флюсу. Флюс наноситься на сторону паяння зануренням, розбризкуванням, намазуванням або валиками. Летючі компоненти під час сушіння при попередньому підігріві випаровуються. Активна частина флюсу – каніфоль – рівномірно вкриває паяну поверхню. При зануренні в розплавлений припой флюс стає активним, відновлюються окисли і витісняються припоєм разом з продуктами відновлення з паяних з’єднань. На металевій очищеній поверхні здійснюється процес паяння.
Методи паяння зануренням поділяються на методи зі спокійною та переміщуваною поверхнею ванни (додаток 2):
· паяння зануренням з вертикальним переміщенням;
· паяння зануренням з нахилом плати;
· паяння з використанням коливальних рухів;
· поверхневе паяння і паяння протягуванням;
· маятникове паяння;
· струменеве паяння (спосіб sylvania);
· каскадне паяння;
· паяння хвилею припою.
1.3.2 Паяння хвилею припою
Паяння хвилею припою найбільш придатне при контактуванні стержневих ЕРЕ з друкованою платою. Переважна більшість всіх односторонніх друкованих плат і друкованих плат з металізованими отворами в масовому виробництві контактують за допомогою хвилевого паяння.
Принцип методу полягає в тому, що плата прямолінійно рухається через гребінь хвилі припою. Хвиля припою залишається вільною від окислів завдяки постійному рухові, і друкована плата теоретично занурюється тільки на невеликій площі. Для якості паяння важливий кут входу і виходу, а також форма хвилі припою. Завдяки цьому в основному вирішується питання, утворяться чи ні перемички й висячі краплини. На заповнення металізованих отворів впливає форма хвилі, яка формується завдяки геометричному виконанню хвилеутворюючих сопел в широких межах (додаток 5).
Доведено, що найбільш сприятливою умовою паяння є рух друкованої плати назустріч припою і при цьому витримується кут від 0° до 10° відносно хвилі припою. Злегка навпроти текуче дзеркало припою запобігає утворенню перемичок. Вторинною хвилею, яка підтримується трохи нижче, ніж основна хвиля розплавляються висячі краплини, так що паяні з’єднання не перевищують встановленої довжини.
Плоска хвиля забезпечує більш довгочасний контакт з друкованою платою. Завдяки цьому забезпечується паяння металізованих отворів, але підвищується теплове навантаження.
Сучасні машини паяння хвилею припою є комплексними нормалізованими вузлами, котрі розміщуються в кінці складальної лінії. Вони виконують одна за одною наступні етапи (рисунок 2):
1 Флюсування . Під час цієї операції на сторону паяння наноситься флюс. При хвилевому флюсуванні у відповідному пристрої створюється хвиля флюсу заввишки біля 1 см та шириною 30-35 см, над якою проходить друкована плата. При цьому флюс змочує поверхню і на основі капілярної дії проникає на сторону установки ЕРЕ.
При продуванні повітрям певного тиску через вузькі сопла флюс запінюється. Якщо із хвилі рідини виходить пінна хвиля, то говориться про пінне флюсування. Товщина плівки флюсу, що наноситься, не повинна перевищувати 3-4 мкм. Якщо товщина плівки велика, то в процесі паяння для її видалення необхідно багато тепла і це може стати передумовою недоброякісних паяних з’єднань.
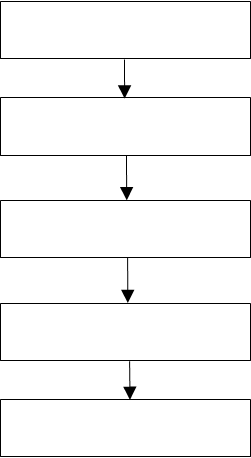 |
Фіксація змонтованої
плати в транспортній рамі
Флюсування
Підігрів
Пайка на хвилі припою
Промивання та сушіння
вузла (після пайки з маслом)
Рисунок 2 – Технологічні етапи процесу хвильової пайки
2 Сушіння й попереднє підігрівання. Після флюсування друкована плата злегка підігрівається і частково продувається гарячим повітрям. При підігріванні з флюсу вивітрюється розчинник. Після цього друковані плати потрапляють на ділянку, де вони підігріваються зі сторони паяння за допомогою нагрітої шляхом теплової радіації плити. Це підготовлює відновлювальну дію флюсу, що починає плавитися при температурі вище 130°С. Друга мета попереднього нагріву – уникнути теплового удару друкованої плати.
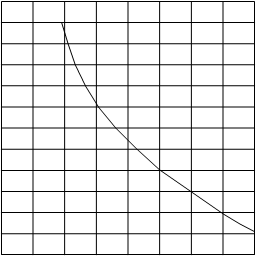
3 Паяння . При цій операції плата проводиться через гребінь хвилі. При цьому в першій фазі флюс стає активним. Утворюється металева поверхня, і після цього флюс разом з продуктами реакції витісняється припоєм. На очищеній металевій поверхні проходить бажаний процес зв’язку. Паяння проводиться при температурі 240-270°С. Вибрана температура підтримується постійною. При швидкості переміщення від 0,5 до 3,0 м/хв час паяння становить від 1 до 7 секунд. Залежність часу паяння від температури зображена на рисунку 3. В залежності від довжини друкованих плат можна контактувати відповідно за годину від 200 до 800 плат.
t,c
 |
11
10
9
8
7
6
5
4
3
2
1
0 °C
200 220 240 260 280
Рисунок 3 – Залежність часу паяння від температури пайки
Важливою проблемою є окислення олово-свинець. Швидке переміщення припою відкриває доступ кисню повітря до вільної від окислів поверхні, тобто оксидний шар збагачується, а ванна, внаслідок цього, збіднюється оловом, тому в паяльну ванну необхідно додавати припой, збагачений оловом.
Іноді, при хвилевому паянні для гальмування окислення і зменшенні шкідливої дії окислів на паяні з’єднання до рідкого припою додають жири (олія з земляного горіха, пальмова олія з незначною кількістю води). Добавляється жир накладанням олійної хвилі на хвилю припою чи безпосередньо змішуванням в припої. Завдяки цьому досягають деяких переваг (більш низька температура паяння, незначні витрати припою, блискуча поверхня паяних з’єднань). Після паяння необхідне якісне промивання, при якому жир видаляється без залишку, в гіршому разі утворюється поживна основа для всіляких грибкових колоній та знижується кліматична стійкість виробу. При перемішуванні жиру з припоєм в паяних з’єднаннях спостерігається вміст олії. Тому в більшості випадків працюють без жирів і підтримують хорошою фільтрацією незначний вміст окислів у ванні з припоєм.
4 Охолодження.
Після проведення хвилевого паяння необхідне часткове чергове оброблювання. Воно може бути складовою в процесі промивання і очищення (жирове паяння).
29-04-2015, 04:18