Форму и размеры фасок для наружной метрической резьбы, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d . Форму и размеры фасок для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D .
Форму и размеры фасок для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры фасок для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
1.5.2. Проточки резьбовые. ГОСТ 10549–80
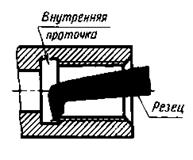

Рис.1.5.2.1
Проточку (рис.1.5.2.1) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
2. Резьбовые соединения

Рис.2.1
Детали машин и приборов соединяют крепежными деталями (рис.2.1). Кроме того, того применяются резьбовые соединения деталей, на одной из которых нарезана наружная резьба, а на другой – внутренняя. Такие соединения, называемые разъемными, можно разобрать без повреждения деталей. Чертежи разъемных соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
2.1. Резьбовое соединение нестандартными деталями
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей, находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение.
На рис.2.1.1 представлено соединение трубы 1 со штуцером 2 , осуществляемые при помощи накидной гайки 3 и втулки 4 , прижимающей коническую развальцованную часть трубы к штуцеру.


Рис.2.1.1
2.2. Соединение болтом упрощенное. ГОСТ 2.315–68

Рис.2.2.1
При изображении болтовых соединений размеры болта, гайки и шайбы берутся по соответствующим ГОСТам. На учебных сборочных чертежах, с целью экономии времени, болт, гайку и шайбу рекомендуется вычерчивать не по всем размерам, взятым из ГОСТа, а только по его диаметру и длине стержня. Остальные размеры обычно определяются по условным соотношениям элементов болта и гайки в зависимости от диаметра резьбы.
ГОСТ 2.315-68 предусматривает упрощенные и условные изображения крепежных деталей на сборочных чертежах.
При упрощенных изображениях (рис.2.2.1) резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы. На этих же видах не изображаются шайбы, примененные в соединении.
2.3. Соединение шпилькой упрощенное.
ГОСТ 2.315–68

Рис.2.3.1
При вычерчивании на сборочных чертежах шпилечного соединения рекомендуется, как при болтовом соединении, пользоваться условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы.
Длину l 1 ввинчиваемого (посадочного) конца шпильки выбирают в зависимости от материала детали.
2.4. Соединение винтом упрощенное. ГОСТ 2.315–68
В винтовом соединении (рис.2.4.1), как и в шпилечном, резьбовая часть винта ввинчивается в резьбовое отверстие детали. Граница резьбы винта должна быть несколько выше линии разъема деталей. Верхние детали в отверстиях резьбы не имеют. Между этими отверстиями и винтами должны быть зазоры.

Рис.2.4.1
1. ЕСКД. ГОСТ 2.311–68, ГОСТ 2.315–68.
2. Боголюбов С.К., Воинов А.В. Черчение. М., 1983.
3. Мерзон Э.Д. и др. Машиностроительное черчение. М. Высшая школа., 1987.
4. Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению. Л., 1982.
5. Вяткин Г.П. и др. Машиностроительное черчение. М. Машиностроение., 1985.
Содержание
1. Резьба 2
1.1. Основы образования резьбы 2
1.2. Классификация резьбы 5
1.2.1. Метрическая резьба 6
1.2.2. Дюймовая резьба 7
1.2.3. Трубная цилиндрическая резьба 7
1.2.4. Трубная коническая резьба 8
1.2.5. Трапецеидальная резьба 8
1.2.6. Упорная резьба 9
1.2.7. Круглая резьба 9
1.2.8. Прямоугольная резьба 9
1.3. Условное изображение резьбы. ГОСТ 2.311–68 9
1.3.1. Условное изображение резьбы на стержне 10
1.3.2. Условное изображение резьбы в отверстии 11
1.3.3. Условное изображение резьбы в сборе 11
1.4. Условное изображение резьб 12
1.5. Технологические элементы резьбы 16
1.5.1. Фаски резьбовые. ГОСТ 10549–80 17
1.5.2. Проточки резьбовые. ГОСТ 10549–80 18
2. Резьбовые соединения 19
2.1. Резьбовые соединения нестандартными деталями 19
2.2. Соединение болтом упрощенное. ГОСТ 2.315–68 20
2.3. Соединение шпилькой упрощенное.
ГОСТ 2.315–68 21
2.4. Соединение винтом упрощенное. ГОСТ 2.315–68 21
Литература 22
29-04-2015, 04:14