Известково-солевое покрытие имеет существенные недостатки. Поваренная соль ускоряет процесс коррозии металла, в сырую погоду впитывает влагу и затрудняет процесс волочения. Кроме того, известь очень пылит, засоряет воздух и помещение цеха и тем самым ухудшает условия труда.
При подготовке к штамповке нержавеющих сталей может применяться омеднение. На Дружковском метизном заводе омеднение металла, идущего на холодную штамповку болтов (с редуцированием стержня); производится по следующей технологии: а) травление;
б) промывка в горячей и холодной воде; в) омеднение;
г) промывка в холодной воде; д) нейтрализация (известкование) ; е) сушка.
После калибровки металл подвергается вторичному мед нению. Омеднение производится в растворе, содержащем 120—150 г/л медного купороса, 50—60 г/л серной кислоты и 2—3 г/л столярного клея при температуре раствора 18—22°С в течение 1—1,5 мин (двукратное погружение). Омеднение считается удовлетворительным, если поверхность металла покрыта сплошной медной пленкой без отслоения, рыхлости и просвечивания основного металла (через пленку).
Омеднение уступает фосфатированию по эффективности снижения коэффициента трения, кроме того, при нанесении медного покрытия трудно контролировать его свойства.
Положительные результаты при штамповке трудно деформируемых сталей дают лаковые покрытия и обработка в растворе щавелевой кислоты (оксалатирование). Указанные покрытия применяются и при штамповке цветных сплавов.
На калиброванный металл перед штамповкой или в процессе штамповки наносится технологическая смазка. В качестве смазки часто используется мыльная эмульсия. Хорошие результаты дает применение раствора сульфида молибдена в машинном масле.
В последние годы находят применение в процессах штамповки специальные смазки—укринолы. На московском заводе «Станконормаль» используется смазочно-охлаждающая жидкость на основе парафина (СОЖ В23 К) и укринол 5/5, позволяющие штамповать металл без фосфатного покрытия.
Для получения заготовки с требуемыми для штамповки болтов размерами
При изготовлении болтов из низкоуглеродистых сталей 10, Юкп, 20, 20 кп волочение, как правило, проводится с обжатием 12—20% без промежуточного отжига. Подкат из среднеуглеродистых и легированных марок стали для облегчения процесса волочения отжигается.
Оптимальная схема подготовки к штамповке среднеуглеродистых и легированных сталей включает:
1) отжиг горячекатаного металла; 2) подготовку поверхности металла к волочению; 3) волочение с обжатием 25—30%; 4) промежуточный сфероидизиру-ющий отжиг; 5) подготовку поверхности (фосфатирование); 6) волочение с обжатием 5—8%.
В результате промежуточного отжига после волочения стабилизируются структура металла и механические свойства, способствуя (совместно с последующим фосфатированием) снижению усилий штамповки, улучшению качества изделий и повышению износостойкости инструмента.
По рекомендациям ВНИИметиза применение промежуточного отжига целесообразно и при штамповке болтов (с редуцированием) из сталей 20, ЗО кп (классы прочности 5.8, 6.8).
При отжиге низкоуглеродистых сталей, протянутых с обжатием 8—16%, следует учитывать возможность интенсивного роста зерна, вследствие чего снижается пластичность стали. Поэтому перед отжигом не следует проводить волочение при указанных величинах деформаций.
ИЗГОТОВЛЕНИЕ БОЛТОВ
ХАРАКТЕРИСТИКИ ПРОЦЕССА ХОЛОДНОЙ ШТАМПОВКИ
Холодной пластической деформацией в практике штамповочного производства называют процесс, протекающий без принудительного нагрева металла.
В процессе деформации происходит механическое упрочнение (наклеп), повышаются твердость деформируемого металла, пределы прочности и текучести и снижаются относительное удлинение и сужение.
Процесс деформации сопровождается нагревом металла и инструмента, температура которых может достигать 300° С..
При холодной объемной штамповке всей заготовке придается заданная форма и размеры путем заполнения материалом рабочей полости штампов. Высадка, в отличие от штамповки, заключается в осадке части заготовки между подвижным (пуансоном) и неподвижным (матрицей) инструментом.
Основными достоинствами холодной штамповки являются высокая производительность, точность размеров и чистота поверхности изделий, повышенная прочность штампуемых деталей, низкий расход металла, широкий диапазон изготовляемых типоразмеров. Холодной штамповкой изготовляются болты с диаметром стержня до 30 мм. Однако в последнее время таким способом изготовляют болты с метрической резьбой, имеющие .стержень диаметром до 52 мм.
Основной недостаток холодной деформации — снижение пластичности металла вследствие наклепа и соответственно повышение опасности хрупкого разрушения болтов при эксплуатации. Особенно возрастает опасность хрупкого разрушения для болтов из среднеуглеродистых и легированных сталей, которые, как правило, .необходимо подвергать термообработке, способствующей исключению неблагоприятных последствий холодной деформации.
Процесс штамповки болтов заключается в том, чтобы из заготовки диаметром меньше диаметра отверстия в матрице (на величину зазора) и значительно меньше диаметра наибольшего сечения головки болта можно получить изделие необходимых размеров.
При выборе технологического процесса холодной штамповки необходимо учитывать следующие параметры:
1. Отношение длины свободной осаживаемой части заготовки к ее диаметру lo/dy.
Под свободно осаживаемой частью заготовки понимается отрезок, заключенный между матрицей и пуансоном, т. е. отрезок, не контактирующий с инструментом. Величина этого отношения характеризует трудность процесса формообразования головки болта и устойчивость свободного отрезка металла к продольному изгибу. Чем меньше величина lo/dy, тем легче протекает процесс деформации и лучше оформление конечной заготовки. При большой величине отношения возможен изгиб стержня и нарушение правильной конфигурации заготовки (возникновение прогибов, складок), что ведет к браку продукции.
Для предотвращения указанных нарушений процесса высадки отношение длины свободной осаживаемой части к диаметру не должно превосходить определенной величины. При превышении этой величины процесс формообразования головки разделяется на несколько переходов.
Следует отметить, что при высадке болтов с предельным отношением lo/do необходимо обеспечить чистый срез заготовки и перпендикулярность плоскости отреза к продольной оси. При осадке заготовки с косым срезом торцовой площадки возможен ее изгиб и, как следствие, брак продукции.
Возможность изгиба заготовки при осадке увеличивается со снижением сил трения по контактируемым поверхностям заготовки и пуансона. Поэтому при неблагоприятных условиях для исключения продольного изгиба заготовки ее концевую часть защемляют в пуансоне.
Неблагоприятные условия снижают допустимую длину свободной осаживаемой части заготовки. Например, при косой отрезке заготовки и неудовлетворительном состоянии рабочей поверхности пуансона предельная величина отношения lo/do при высадке за один, удар может снизиться до 1,5 do и ниже.
При высадке головки болта за несколько переходов первые переходы носят подготовительный характер. На подготовительных переходах заготовка принимает промежуточную форму, при этом вследствие осадки происходит уменьшение отношения lo/do (для последующего перехода). Окончательное оформление головки осуществляется на последнем переходе высадки.
2. Отношение диаметра высаживаемой головки к ее высоте.
Чем больше отношение D/H, т. е. чем меньше высота головки болта и больше диаметр, тем труднее протекает процесс высадки, тем больше усилие для формообразования головки.
Практически влияние величины D и Н оценивают через отношение D/do и H/do. Отношение H/do, особенно для нержавеющей стали, не должно быть меньше 0,5. Отношение D/do при высадке за один удар должно составлять не более 2,2, за два удара 2,2—2,6, за три удара 2,6—4,0.
3. Относительная и истинная деформация.
Отношение lo/do не характеризует интенсивности процесса деформирования 'и является в основном технологическим фактором. Деформация при формообразовании головки оценивается величинами относительной деформации или истинной (логарифмической) деформации.
Кроме того, при оценке процесса осадки необходимо учитывать и величину деформации в поперечном направлении (уширение q= {Fi—Fo)jFi, где Fo и Fi — соответственно начальная и конечная площадь поперечного сечения заготовки.
При высадке полукруглых, потайных, полупотайных и шестигранных головок болтов величины поперечной деформации различны в различных сечениях головки. В сечении с наименьшим поперечным размером происходит минимальная деформация, в сечении с наибольшим размером — максимальная. В этих случаях необходимо учитывать среднюю и максимальную величину поперечной деформации.
Очевидно, что для цилиндрических головок болтов поперечная деформация во всех сечениях головки имеет одинаковую величину. Чем больше величина средней деформации, тем выше усилие формообразования головки, тем больше вероятность появления трещин при осадке, тем важнее пластические свойства металла.
Максимальная поперечная деформация для нецилиндрических головок имеет место на ограниченных участках высаживаемой головки и вероятность появления трещин на этих участках зависит главным образом от количества и величины дефектов поверхности исходного материала.
Таким образом, по величинам деформации определяют 'возможность высадки головки болтов без нарушений сплошности материала и оценивают силовые параметры высадки. При выборе технологического процесса необходимо стремиться к получению минимальной степени деформации.
Степень деформации при высадке головок может быть снижена путем увеличения диаметра исходного металла. Увеличение диаметра исходного металла возможно при процессе штамповки, включающем редуцирование или прямое выдавливание стержня.
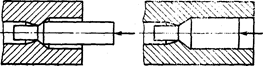
Редуцирование представляет операцию заталкивания заготовки в редуцирующую матрицу (рис. 4, а),сопровождающуюся уменьшением диаметра стержня соответственно диаметру редуцирующего пояска (без осадки заготовки). Качество процесса редуцирования
а д
Рис. 4. Редуцирование (в) и прямое выдавливание (б)
определяется, главным образом, продольной устойчивостью заготовки (отсутствием изгиба стержня) 'и зависит от 'степени уменьшения сечения стержня при редуцировании.
Предельная величина уменьшения диаметра стержня при свободном редуцировании составляет 15—16%. Превышение этой величины может привести к изгибу стержня и наплыву металла перед матрицей.
Редуцируются, как правило, болты с длиной стержня, не превышающей 10 диаметров резьбы. Редуцирование более .длинных заготовок требует повышенной точности изготовления инструмента и часто затруднительно из-за изгиба стержня при выталкивании заготовки из матрицы. В отечественной и зарубежной практике редуцирование больших длин производится редко и только при значительном снижении скорости редуцирования.
При прямом выдавливании заготовка полностью заполняет канал матрицы (ом. рис. 4, б), свободная часть отсутствует и опасности потери устойчивости при заталкивании заготовки практически нет. Выдавливанием можно уменьшать диаметр- стержня до 50% и более.
Благоприятные условия протекания процесса прямого выдавливания (неравномерное трехстороннее сжатие) способствуют увеличению пластичности металла, поэтому трещины при этом процессе на поверхности изделий, не возникают. При прямом выдавливании возможны относительные деформации до 95%. Так же как и редуцирование, выдавливание больших длин не производится.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ХОЛОДНОЙ ШТАМПОВКИ БОЛТОВ
Технологический процесс изготовления заготовок болтов с шестигранной головкой (без резьбы) включает в себя образование промежуточной формы головки, окончательное оформление головки (шестигранника), получение стержня с требуемыми размерами, образование фаски.
Шестигранную головку можно получить обрезкой предварительно высаженной цилиндрической головки, или пластической деформацией .Фаска на конце стержня также может выполняться как пластической деформацией (при штамповке болтов), так и резанием. Предпочтительным является образование фаски резанием на встроенном в высадочный автомат приспособлении, так как при образовании фаски выдавливанием в матрице усложняется изготовление матриц, а при накатке резьбы на стержне с выдавленной фаской снижается стойкость накатного инструмента.
При получении фаски выдавливанием на каждую длину болта требуется своя матрица, в то время как при штамповке без оформления фаски перестройка автомата по длине болта не влечет смены матрицы. Однако при штамповке болтов из низкоуглеродистой стали и при ограниченных перестройках автомата целесообразно образование фаски выдавливанием.
Известны следующие основные технологические процессы штамповки болтов: без редуцирования; с однократным редуцированием; с двукратным редуцированием; с выдавливанием и редуцированием,.
Технологический процесс высадки без редуцирования применяется для изготовления болтов М6-М24 с уменьшенной головкой с диаметром гладкой части
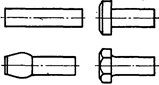
стержня, равным среднему диаметру резьбы (ГОСТ 7795—70, ГОСТ 7811—70), и коротких болтов с резьбой до головки или с малой величиной гладкого участка (ГОСТ 7796—70 и ГОСТ 7808—70) из низкоуглеродистых сталей Юкп и 20 кп. Болты изготовляются преимущественно без термической обработки классов срочности 4.8, 5.8 и 6.8. Технологические переходы штамповки приведены на рис. 5.
Цилиндрическая головка высаживается за два удара, размеры стержня изменяются незначительно. При изготовлении болтов с направляющим подголовком одновременно с высадкой головки происходит образование подголовка.
Прочность болтов, как правило, несколько ниже прочности исходного калиброванного металла, так как снижается вследствие осадки предварительно упрочненного при волочении металла (эффект Баушингера).
Достоинством метода является простота изготовления технологического инструмента.
Недостатками процесса являются:
1. Невозможность изготовления болтов с диаметром гладкой части стержня, равным наружному диаметру •резьбы (за исключением коротких болтов, у которых гладкая часть стержня может образоваться одновременно с высадкой головки).
2. Большая степень деформации при высадке головки и, как следствие, большие нагрузки на инструмент и повышенная опасность возникновения трещин на головке, особенно при высадке болтов из среднеуглеродистых и легированных сталей, большая неравномерность свойств головки и стержня.
3. Необходимость обязательной термообработки болтов из среднеуглеродистых сталей из-за значительного охрупчивания металла и повышенной опасности разрушения под головкой.
4. Трудность изготовления болтов с нормальной головкой.
Недостатки этого процесса штамповки болтов привели к постепенному вытеснению его более прогрессивными, включающими операцию редуцирования стержня.
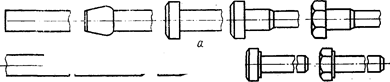
Рис. 6. Технологические схемы изготовления болтов высадкой с однократным редуцированием стержня
Процесс изготовления болтов высадкой с однократным редуцированием в настоящее время получил наибольшее распространение для изготовления болтов с диаметром стержня, равным наружному диаметру резьбы (ГОСТ 7796—70, ГОСТ 7798—70, ГОСТ 7805—70, ГОСТ 7808—70).
Болты могут изготовляться как из низкоуглеродистых, так и из среднеуглеродистых и легированных марок стали. Технологические переходы штамповки показаны на рис. 6.
Наиболее распространенным является процесс высадки с однократным редуцированием из металла диаметром, равным наружному диаметру резьбы (см. рис. 6, а). При данном процессе высадка цилиндрической головки осуществляется за два удара, диаметр гладкой части стержня почти не изменяется. Участок под накатывание резьбы образуется редуцированием на диаметр под накатку. Размеры диаметров под накатывание метрической резьбы регламентируются ГОСТ 19256—73.
Для болтов из низкоуглеродистых сталей одновременно с высадкой головки может осуществляться выдавливание фаски на конце стержня.
Степень деформации головки при высадке с однократным редуцированием и охрупчивание под головкой меньше, чем при высадке без редуцирования, однако еще достаточно велика, особенно для болтов с нормальной головкой.
Болты из среднеуглеродистых сталей при этом процессе целесообразно термически обрабатывать для снятия наклепа. Механические свойства болтов соответствуют свойствам исходного калиброванного металла. Редуцирование повышает прочность стержня сравнительно с прочностью проволоки лишь в случае обжатий менее 20%.
Технология штамповки болтов с однократным редуцированием по методу ЗИЛа (см. рис. 6, б) применяется для изготовления коротких болтов с резьбой до головки. При этом способе диаметр исходного металла больше наружного диаметра резьбы, и поэтому степень деформации головки сравнительно с предыдущим процессом снижается.
Вследствие уменьшения отношения lo/do головка может оформляться за один переход. Отличительной особенностью этого процесса штамповки является наличие позиции, на которой происходит выдавливание фаски.
При высадке с редуцированием на однопозиционных автоматах (в одной матрице) редуцирование стержня производится первым ударом одновременно с высадкой конической головки. Окончательное оформление головки происходит при втором ударе.
Совмещение на одной позиции операций высадки головки с редуцированием нежелательно, так как при этом увеличиваются нагрузки на инструмент и снижается его стойкость. Кроме того, при высадке головки происходит раздача конца редуцированного стержня, и при выталкивании заготовки из матрицы это приводит к дополнительному истиранию редуцирующего пояска.
Высадка с редуцированием осуществляется, как правило, на многопозиционных автоматах. При многопозиционных процессах заготовка штампуется в нескольких матрицах. Эти процессы получили в настоящее время наибольшее распространение в специализированном производстве болтов.
Процесс изготовления болтов высадкой с двукратным редуцированием в последнее время получил широкое распространение для штамповки болтов с диаметром стержня, равным наружному диаметру резьбы. Высадкой с двукратным редуцированием изготовляют болты из среднеуглеродистых и легированных сталей в широком диапазоне классов прочности (от 4.6 до 10.9). Технологические переходы штамповки представлены на рис. 7.
Диаметр исходной заготовки при этом процессе на 10—15% больше наружного диаметра резьбы, поэтому высадка головки осуществляется за один удар. При первом редуцировании (относительное обжатие не более 30%) происходит уменьшение диаметра части заготовки, идущей на образование стержня болта, до

Рис. 7. Технологические схемы изготовления болтов высадкой с двукратным редуцированием стержня
размера наружного диаметра резьбы, второе редуцирование (аналогично предыдущему процессу) служит для образования участка под накатку резьбы (см. рис. 7, а).
Степень деформации и упрочнение материала головки меньше, чем при высадке без редуцирования и с однократным редуцированием, что позволяет в ряде случаев избежать термообработки болтов, изготовленных из среднеуглеродистых сталей. Прочность болтов выше прочности исходного калиброванного металла вследствие упрочнения стержня при редуцировании.
При высадке с двукратным редуцированием снижаются нагрузки на инструмент и вероятность возникновения трещин на головке вследствие уменьшения степени деформации при высадке.
Однако по сравнению с однократным редуцированием усложняется инструмент (две редуцирующие матрицы), что сдерживает распространение этого процесса.
Кроме того, при изготовлении болтов из легированных сталей (с термической обработкой) затрудняется процесс накатки резьбы вследствие упрочнения металла при двойном редуцирований участка под резьбу.
Штамповка с двукратным редуцированием по методу ЗИЛа (см. рис. 7, б) отличается от рассмотренного способа введением операции выдавливания фаски, что вызывает необходимость совмещения на одной позиции редуцирования с выссадкой головки. Как уже указывалось выше, это ведет к "снижению стойкости инструмента.
Процесс высадки с выдавливанием и однократным редуцированием обеспечивает получение болтов повышенной прочности без термообработки с временным сопротивлением до 100 кгс/мм2 (рис. 8).
![]()
Рис. 8. Технологическая схема изготовления болтов высадкой с выдавливанием и редуцированием стержня
Исходным материалом служит заготовка диаметром (1,2-1,3) do.
Заготовка осаживается на первой прессовой позиции с относительной деформацией 10% с образованием фаски. Осадка заготовки облегчает проведение последующих операций выдавливания и редуцирования. Выдавливание стержня на диаметр, равный наружному диаметру резьбы, производится в закрытой матрице с относительной деформацией до 50% 'и более. При этом процессе неравномерность свойств головки и стержня практически отсутствует, прочность на много выше прочности исходного калиброванного металла.
Основными недостатками процесса, препятствующими его распространению, является необходимость применения выдавливающих пуансонов малого диаметра и матриц с большим перепадом диаметров, сложных в изготовлении, необходимость обеспечения высокой соосности пуансонов и матриц.
У всех рассмотренных выше процессов изготовления болтов образование многогранника происходит путем обрезки граней. Масса отходов при обрезке достигает 6—8% от массы болта.
Процесс обрезки характеризуется большими ударными нагрузками
29-04-2015, 04:17