Образование углубления необходимо для лучшего заполнения ребер шестигранника. Недостатками процесса является большая степень деформации головки, неблагоприятные условия течения металла при образовании шестигранника (растягивающие напряжения по граням), приводящие к появлению надрывов и трещин на головке и особенно на кромках углубления. Процесс
характеризуется большими нагрузками на инструмент при оформлении шестигранника и высокими требованиями к пластичности металла и качеству поверхности. Высаженные болты по своему внешнему виду уступают изготовленным с обрезкой граней (нет четкого оформления ребер шестигранника, имеются надрывы на кромках углубления и т. д.).
В связи с указанными недостатками процесс не получил широкого распространения.
Метод фирмы «Хатебур» для изготовления болтов из низкоуглеродистой стали безоблойной высадкой осуществляется со следующими технологическими переходами (см. рис. 9,6): отрезка заготовки, редуцирование стержня, предварительная высадка шестигранной головки, вторая высадка шестигранной головки с большой торцовой фаской, окончательная высадка головки и редуцирование части стержня под резьбу.
При этом методе степень деформации головки значительно ниже, чем при высадке с углублением, так как исходный материал имеет диаметр, равный 1,10—1,15 диаметра резьбы, а высаженные болты упрочнены редуцированием.
Недостатками процесса являются большие нагрузки на инструмент вследствие трудности заполнения металлам углов шестигранника, неблагоприятные условия течения металла при образовании шестигранника.
Кроме того, при штамповке необходимо обеспечение точной отрезки для сохранения постоянства объема головки и точного переноса, так как вследствие возможного поворота заготовки болта при выталкивании может не произойти полного совмещения граней предварительного шестигранника с гранями инструмента на последующей операции высадки. Последнее ведет к срезу металла по граням и браку продукции.
При редуцировании головки происходит смещение слоев металла по боковой поверхности головки, что может привести к образованию заусенцев на торцовой поверхности. Для предотвращения появления заусенцев на цилиндрической заготовке предусмотрена фаска.
В процессе редуцирования происходит вытеснение металла по граням с заполнением фаски и искажением опорной поверхности. Для .исправления опорной поверхности и торцовой фаски на головке предусматривается дополнительная операция доштамповки шестигранника. С целью предотвращения появления заусенцев на опорной поверхности при доштамповке цилиндрическая заготовка болта высаживается с опорной шайбой. Процесс осуществляется из заготовки диаметром 1,10— 1,15 диаметра резьбы с двукратным редуцированием стержня.
По сравнению с методом фирмы «Хатебур» при изготовлении болтов способом, разработанным во ВНИИ-метизе, снижается усилие высадки и улучшаются условия течения металла при образовании многогранника, а также исключается одна операция предварительной высадки головки болта-
Болты с фасонной головкой по конструкции отличаются от болтов с шестигранной головкой формой головки и подголовка .В зависимости от размера головки и технологии штамповки болты могут изготовляться без термообработки или с термообработкой (отжигом) с целью исключения неблагоприятных последствий холодной деформации, создающих опасность хрупкого разрушения под головкой.
Технологические процессы изготовления болтов с фасонной головкой принципиально не отличаются от процессов, применяемых для штамповки болтов с шестигранной головкой. В последнее время внедряют процессы штамповки болтов с фасонной головкой на многопозиционных автоматах с применением двукратного редуцирования.
При штамповке болтов на многопозиционных автоматах для повышения качества оформления головки применяют в качестве завершающей операции обрезку кромок головки.
ДЛЯ ИЗГОТОВЛЕНИЯ БОЛТОВ
При изготовлении болтов с применением холодной штамповки выполняются операции образования стержня, получения промежуточной и окончательной форм головки, накатки резьбы. Указанные операции производятся на одном автомате — комбайне или нескольких прессах-автоматах, образующих автоматическую линию из последовательно расположенных машин, соединенных транспортными механизмами для передачи заготовки.
Автоматическая линия может включать холодновысадочные, обрезные и резьбонакатные автоматы.
Холодновысадочный автомат служит для высадки головки болта (промежуточной или окончательной формы) и оформления стержня (без резьбы). На обрезном прессе производится оформление многогранной головки обрезкой. Образование резьбы осуществляется на резьбонакатном автомате. При получении окончательной формы головки болта на холодновысадочном автомате обрезной автомат в состав линии не включается.
Часто в состав линии включается оборудование для подрезки торца и обточки концевой фаски, а также для сверления контровочных отверстий.
После выполнения основных технологических операций в ряде случаев проводят дополнительные операции термической обработки и покрытия поверхности, которые осуществляются на специальных термических и гальванических агрегатах.
Холодновысадочные прессы-автоматы отличаются количеством позиций формообразующего инструмента, числом ударов, необходимых для образования заготовки, конструкцией высадочных матриц и расположением позиций штамповки.
По количеству позиций автоматы делятся на однопозиционные и многопозиционные.
Однопозиционные автоматы в зависимости от числа ударов могут быть одноударными, двух ударными и трех ударными.
Для изготовления, одной детали на одноударном прессе требуется один оборот коленчатого вала (один ход высадочного ползуна), на двух ударном — два, на трех ударном — три. Для штамповки болтов применяются в основном двух ударные автоматы. Многопозиционные автоматы могут быть одно- и двух ударными, преимущественное применение для штамповки 'болтов имеют одноударные многопозиционные прессы.
По конструкции высадочных матриц прессы-автоматы делятся на автоматы с цельными и разъемными матрицами. Многопозиционные автоматы изготовляют главным образом с цельными матрицами.
Применение разъемных (раздвижных) матриц, раскрывающихся при выталкивании высаженной заготовки, позволяет снизить усилие выталкивания и изготовлять болты с длиной стержня более 10 диаметров. К недостаткам процесса штамповки в разъемных матрицах относятся пониженные по сравнению со штамповкой в цельных матрицах точность размеров и качество поверхности (овальность стержня, шов на стержне вследствие зазора между полуматрицами), изготовляемых изделий.
Многопозиционные автоматы изготавливают с горизонтальным и с вертикальным расположением позиций штамповки. Болтовые автоматы с горизонтальным расположением позиций штамповки бывают двух-, трех и четырехпозиционные. Автоматы с вертикальным расположением позиций бывают двух- и четырехпозиционными.
На однопозиционных высадочных автоматах получают заготовку окончательной формы только при изготовления болтов с фасонной головкой. Многогранную головку получают обрезкой цилиндрической головки на обрезном автомате.
В некоторых случаях на двух ударных холодновысадочных автоматах вторым ударом производят обрезку шестигранника или окончательную высадку шестигранной головки с углублением.
На многопозиционных автоматах изготавливают болты с полностью оформленной шестигранной головкой. На многопозиционных автоматах с резьбонакатным устройством (автоматах-комбайнах) выполняются все операции изготовления болтов, включая накатку резьбы.
Автомат с цельной матрицей состоит из узла подачи материала, механизма отрезки и переноса заготовки с линии подачи на линию штамповки, узла высадки.
При штамповке болтов на прессах-автоматах с цельной матрицей длина стержня изделия, регулируемая выталкивателем, не должна превышать 8—10 диаметров, и в одной матрице можно штамповать болты разной длины.
Известны отдельные конструкции двух ударных автоматов с цельной матрицей, позволяющие штамповать болты с длиной стержня до 30 d (на автомате А1020 штампуют болты диаметром 8 мм, длиной до 200 мм).
Нижний предел длины стержня ограничивается необходимой длиной заталкивания, равной диаметру или несколько большей его.
На двух ударных прессах-автоматах длинные болты изготовляются, как правило, без редуцирования. При изготовлении болтов с шестигранной головкой редуцирование длинных болтов может выполняться одновременно с операцией обрезки или высадки шестигранника на обрезном автомате.
Прессы-автоматы с разъемной матрицей имеют механизм перемещения (сжатия и разжима) матриц. Пря работе пресса (рис. 11) бунтовой металл 1 направляется подающими роликами через отрезную матрицу и раскрытые высадочные полуматрицы 2 и 4 до поворотного упора S. По окончании подачи материала подвижная полуматрица 2, перемещаясь к линии штамповки, торцовой поверхностью отрезает заготовку. Отрезанная заготовка переносится между обеими полу матрицами на линию штамповки, где полу матрицы сжимаются. После штамповки заготовки первым и вторым ударами пуансонов 5 и 6 разъемная матрица вместе с заготовкой .возвращается в исходное положение и разжимается. Выталкивание заготовки из разжатой матрицы происходит подаваемым металлом, выталкивающая шпилька отсутствует.
На высадочных автоматах с разъемной матрицей можно изготовлять болты большей длины, чем на автоматах с цельной матрицей. Кроме того, они производительнее, так как цикл работы у этих автоматов сокращен за счет совмещения подачи материалов с выталкиванием высаженной заготовки. На прессах-автоматах с цельной матрицей можно штамповать более короткие заготовки, чем на автоматах с разъемной матрицей, у которых из-за отсутствия выталкивателя для каждой длины стержня одного и того же диаметра требуется своя высадочная матрица. При коротких стержнях высота этой матрицы, равная длине стержня, будет незначительной, и при штамповке матрица может расколоться.
Однопозиционные двух ударные холодновысадочные прессы-автоматы применяются чаще для штамповки болтов с фасонной головкой.
Болты с шестигранной головкой, требующие многооперационной технологии, штампуют на многопозиционных прессах-автоматах.
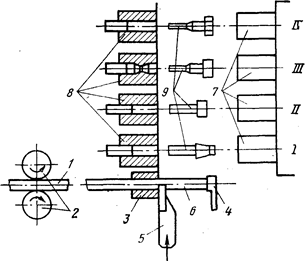
Рис. 12. Схема многопозиционной штамповки болтов
При работе многопозиционных автоматов (рис. 12) калиброванный металл направляется подающими роликами 2 в отрезную матрицу 3 до упора 4. Нож 5 отрезает заготовку 6 и переносит ее на первую позицию 1, где пуансоном 7 заталкивается в высадочную матрицу 8. Высаженная заготовка 9 выталкивается из матрицы 8 первой позиции механизмом переноса переда-
ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ БОЛТОВ
Рабочий инструмент для холодной штамповки болтов на прессах-автоматах включает: а) ролики задающие, подающие и правильные; б) отрезные матрицы;
в) отрезные ножи; г) высадочные матрицы; д) пуансоны предварительные (черновые) и окончательные (чистовые); е) выталкиватели.
Ролики задающие служат для облегчения заправки и проталкивания металла через правильные ролики. Задающие ролики применяются для заправки металла крупного размера (диаметром 12 мм и более) и выполняются с индивидуальным приводом, отключающимся после окончания заправки конца металла. Правильные ролики служат для устранения кривизны металла и располагаются обычно в шахматном порядке чаще всего без привода. Подача металла в автомат осуществляется одной или двумя парами приводных подающих роликов, периодически поворачивающихся на определенный угол. Две пары роликов устанавливаются для подачи материала диаметром более 20 мм, чтобы предупредить соскальзывание металла. Задающие и подающие ролики изготавливают с канавкой (желобком), соответствующей профилю металла, при этом задающие ролики выполняют с одной канавкой, подающие — чаще всего с двумя . Профиль желобка правильных роликов целесообразно выполнять в форме углового паза, что делает ролики универсальными и позволяет применять их для правки металла различных диаметров.
Отрезные матрицы служат для приема металла и отрезки его (в паре с ножом). Матрицы изготавливают цельными стальными (или из твердого сплава для мелких размеров), сборными или с запрессованной твердосплавной вставкой . Диаметр канала отрезной 'матрицы принимается 'больше диаметра отрезаемого металла на величину зазора, необходимого для свободной подачи металла. Зазор принимают равным 0,05—0,20 мм в зависимости от диаметра металла. При работе матрицы в паре с отрезным ножом-втулкой величину зазора уменьшают в два раза. Для крепления в матричном блоке отрезная матрица имеет наружную кольцевую проточку; по мере затупления режущей кромки матрицу поворачивают.
Отрезные ножи изготавливают двух типов: открытый нож с прижимной лапкой, закрытый нож-втулка с прижимом или без прижима. Для увеличения стойкости ножей рабочую часть армируют пластинками из твердого сплава.
Качество отрезки зависит от зазора между материалом 'и ручьем отрезной матрицы и от зазора между рабочим торцом матрицы и ножом, который принимают равным 0,03—0,1 мм в зависимости от диаметра разрезаемой заготовки.
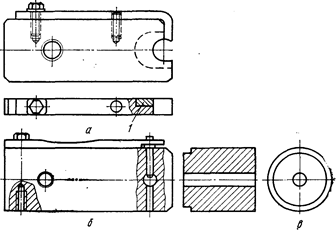
Рис. 17. Отрезные ножи:
а — открытый; б — закрытый нож-втулка с прижимом; в— закрытый нож-втулка без прижима (1 — вставка из твердого сплава)
В процессе работы величины зазоров увеличиваются: зазор между матрицей и материалом изменяется вследствие износа ручья матрицы, а зазор между матрицей и ножом — вследствие динамического характера нагрузок при отрезке. Зазор между заготовкой и отверстием закрытого ножа втулки принимают на 0,04— 0,06 мм больше зазора между материалом и матрицей.
В процессе отрезки материал подается в профильную выточку ножа (центр сечения круглого металла совпадает с центром окружности выточки) или впереди ножа (перед прижимной лапкой).
В высадочных матрицах в зависимости от вида болта и технологии штамповки оформляется стержень, подголовок, головка или ее часть. На 1рис. 18 приведены формы рабочих каналов высадочных матриц. Размеры ручья матрицы последней позиции принимают по соответствующим минимальным размерам высаживаемых пуансоном в матрицу 2 (позиция I) она входит в канал пуансона, сжимая пружину 3. Высадка цилиндрической головки на позиции II происходит в пуансоне 4 и зазоре между матрицей и пуансоном, а образование опорной шайбы — в матрице 5. Величину зазора между пуансоном и матрицей устанавливают при наладке. На позицииIII производится редуцирование заготовки, которая заталкивается в редуцирующую матрицу 6 плоским пуансоном 7. Обрезка цилиндрической головки под шестигранник осуществляется на позиции IV обрезным пуансоном 8. В обрезной матрице 9 предусмотрена выточка под опорную шайбу. После окончания процесса обрезки заготовка болта выталкивается из матрицы через полость пуансона.
Для цельного инструмента и корпусов сборного инструмента применяют следующие 'материалы. Задающие, правильные и подающие ролики изготавливают из чугуна С4 44-24 или из стали 18ХГТ (HRC 59—62), цельные отрезные матрицы из сталей У 10, У10А (HRC 58—62), корпуса сборных отрезных матриц из стали ЗОХГСА или из сталей 35ХГСА, 40Х (HRC A3.— 45), цельные отрезные ножи из сталей У8А, У10А и У 10 (твердость режущей кромки HRC 59—62), корпуса сборных отрезных ножей — из стали ЗОХГСА или из сталей 35ХГСА, 40Х, У10А (HRC 40—45), прижимные лапки к ножам из сталей 65Г, 60С2 или из У8, У8А (твердость рабочей части H.RC 56—59), цельные высадочные матрицы—из сталей Х12М, Х12Ф1 или У 10, У10А (HRC 54—62), корпус и бандаж сборных высадочных матриц—из стали ЗОХГСА или из сталей 40Х, 35ХГСА (HRC 40—45); цельные предварительные высадочные пуансоны — из стали Х12М или из сталей У 10, У10А (HRC 59—62), цельные окончательные высадочные пуансоны—из стали 40Х или У10 (HRC 42—45), корпуса сборных высадочных пуансонов — из стали ЗОХГСА или из сталей 40Х, 35ХГСА (HRC 40—45), выталкиватели—из стали Х12М или из сталей У8А, У10, У10А (HRC 56—58), пробки и проставки— из сталей Х12М, Х12Ф или У8, У10 (HRC 59-62).
Стойкость инструмента— важнейший фактор, влияющий на стабильность технологического процесса, производительность автомата, а также на качество высаживаемых болтов. Количественно стойкость инструмента характеризуется количеством изготовленных заготовок или изделий за время его эксплуатации до полного износа.
От материала, применяемого для изготовления инструмента, его твердости, прочности и качества обработки в значительной степени зависит стойкость инструмента. Применение вставок из твердого сплава взамен стальных позволяет повысить стойкость высадочного инструмента в 20—60 раз. Средняя стойкость болтовых высадочных матриц с вставками из твердого сплава достигает несколько сот тысяч штук; стойкость отрезных ножей и отрезных втулок доходит до 4 и более миллионов резов.
На стойкость инструмента оказывают влияние точность изготовления и настройки отрезного инструмента, от которых зависит качество отрезки заготовок. Косой срез, вмятины и заусенцы на отрезанной заготовке способствуют преждевременному выходу из строя матриц и пуансонов.
Существенное влияние на стойкость оказывают степень деформации, число и последовательность технологических операций; указанные характеристики определяются формой и размерами болтов и принятым технологическим процессом изготовления.
Долговечность отрезного инструмента (ножей, матриц) из твердого сплава определяется в основном усталостной прочностью; инструмент выходит из строя вследствие образования усталостных трещин без изменений размеров вблизи рабочих поверхностей или при незначительном их изменении. При отрезке заготовок на холодновысадочных автоматах допустимым числом резов до перешлифовки твердосплавного инструмента считается 200—500 тыс. резов (в зависимости от материала и диаметра разрезаемой заготовки).
Высадочные стальные матрицы выходят из строя в основном вследствие изменения их размеров сверх допустимых, т. е. по .износу и редко из-за поломок. Высадочные твердосплавные матрицы выходят из строя как вследствие износа и изменения размеров по диаметру, так и из-за выкрашивания твердого сплава, особенно в канале вставки вблизи рабочего торца. При этом матрицы, армированные твердым сплавом ВК15, ВК20 и предназначенные для штамповки болтов из заготовки диаметром до 12 мм, выходят из строя в основном по износу; матрицы, армированные твердым сплавом ВК20, ВК25 и предназначенные для штамповки болтов из заготовки диаметром до 14—16 мм, выходят из строя в основном из-за выкрашивания твердого сплава и появления усталостных трещин; матрицы, армированные твердым сплавом ВК20К и предназначенные для штамповки болтов из исходной заготовки диаметром более 10 мм, выходят из строя главным образом вследствие износа.
Для редуцирующей матрицы 1максимальный износ наблюдается на редуцирующем пояске в зонах, граничащих с цилиндрическими каналами, и вблизи торца матрицы.
Линейный износ канала твердосплавного высадочного инструмента очень незначителен и после выполнения 500—800 тыс. ударов составляет до 0,04—0,06 мм.
Выше уже отмечалось отрицательное влияние на стойкость инструмента некачественной отрезки заготовки. Колебание ее длины и диаметра также отрицательно сказывается на стойкости. Завышение диаметра заготовки приводит к снятию смазки с поверхностного слоя, увеличению сил трения и усилий в процессе штамповки, затрудняется заталкивание заготовки в канал матрицы. Занижение диаметра заготовки вызывает увеличение степени деформации при высадке, ухудшение качества отрезки, что приводит к снижению стойкости пуансонов и матриц. При недостаточной длине заготовки возможно соударение пуансона и матрицы, что может привести к их поломке; завышенная длина может привести к появлению заусенца между торцами матрицы и пуансона, вызывающего значительное увеличение удельных нагрузок на инструмент.
Состояние поверхности заготовки существенно влияет на стабильность процесса штамповки и удельные усилия на инструмент (см. главу II, п. 3). Отсутствие подсмазочного покрытия, поверхностные дефекты на исходной заготовке вызывают налипание металла на инструмент, появление задиров, что приводит к быстрому выходу инструмента из строя.
С повышением прочности и твердости штампуемого материала возрастают нагрузки на инструмент и снижается его стойкость.
Повышение содержания в металле вредных примесей, снижающих его
29-04-2015, 04:17