![]()
Время нагрева при отпуске зависит от температуры, нагревательной среды, формы и размеров детали. Для данного зубчатого колеса, имеющего геометрический показатель тела W, равный 0,5 мм. Время нагрева при отпуске с температурой 650°С рассчитывается по формуле [ ]:
|
Рис.13 График режима высокого
отпуска
Учитывая пониженную теплопроводность стали, увеличиваем время нагрева на 50%:
![]() .
.
Время выдержки определяем с учётом структурных превращений, которые должны произойти при высоком отпуске цементованного изделия. Как следует из литературных данных ![]() равно 2-4 ч. Принимаем
равно 2-4 ч. Принимаем ![]() равным 3ч [ ]:
равным 3ч [ ]:
![]() ч
ч
Закалка.
Закалка - это операция термической обработки, заключающаяся в нагреве стали на 30-50°С выше критических точек Ас3 - для доэвтектоидных и Ас1 - для заэвтектоидных сталей и выдержке при этой температуре для завершения фазовых превращений и последующем охлаждении со скоростью выше критической. Сталь 12Х2НВФА является доэвтектойдной, критическая точка Ас3 равна 840°С, поэтому температура нагрева при закалке равна ![]() . Оптимальной охлаждающей средой при закалке для данной стали является масло, так как оно быстро охлаждает сталь в интервале температур минимальной устойчивости аустенита и замедлено в интервале температур мартенситного превращения, то есть при охлаждении в масле происходит одновременное мартенситообразование во всей детали, и снижается возможность образования закалочных трещин. В результате закалки прочность и твёрдость увеличиваются, а пластичность и вязкость снижается.
. Оптимальной охлаждающей средой при закалке для данной стали является масло, так как оно быстро охлаждает сталь в интервале температур минимальной устойчивости аустенита и замедлено в интервале температур мартенситного превращения, то есть при охлаждении в масле происходит одновременное мартенситообразование во всей детали, и снижается возможность образования закалочных трещин. В результате закалки прочность и твёрдость увеличиваются, а пластичность и вязкость снижается.
Структура после закалки: на поверхности мелкоигольчатый мартенсит, с равномерно распределёнными карбидами и аустенит остаточный, в сердцевине - малоуглеродистый мартенсит.
Расчёт времени нагрева и выдержки при закалке.
Для закалки общее время пребывания детали в печи рассчитывается следующим образом:
![]()
![]() - время подогрева;
- время подогрева; ![]() - время выдержки при подогреве;
- время выдержки при подогреве; ![]() - время окончательного нагрева;
- время окончательного нагрева; ![]() - время выдержки при окончательном нагреве.
- время выдержки при окончательном нагреве.
Время подогрева рассчитывается по способу Смольникова [ ]:
![]()
![]() - суммарный физический фактор нагрева, зависящий от температуры нагрева, нагревательной среды и материала детали, мин/см;
- суммарный физический фактор нагрева, зависящий от температуры нагрева, нагревательной среды и материала детали, мин/см; ![]() - коэффициент равномерности нагрева;
- коэффициент равномерности нагрева; ![]() - геометрический показатель тела.
- геометрический показатель тела.
Коэффициент К принимаем равным ![]() =45 мин/см [ ],
=45 мин/см [ ],![]() =1,3 мин/см[ ],W=0,51см (см. ранее). Следовательно, время подогрева детали составляет:
=1,3 мин/см[ ],W=0,51см (см. ранее). Следовательно, время подогрева детали составляет:
![]()
Выдержка при подогреве необходима для выравнивания температуры по сечению детали. Время выдержки обычно принимают равным 25...30% от времени нагрева ![]() . Тогда:
. Тогда: ![]()
Однако такое значение времени выдержки при подогреве недостаточно, так как данная сталь является легированной и имеет пониженную теплопроводность, поэтому следует увеличить время выдержки, введя поправочный коэффициент равный 3, тогда:
![]()
Принимаем время выдержки при подогреве равным 30мин.
Далее деталь переносят в другую печь с температурой 880°С. Время окончательного подогрева рассчитывается аналогично времени подогрева по способу Смольникова [ ]:
![]()
При наличии предварительного подогрева расчётное время нагрева уменьшают на 20-30% [ ], тогда: ![]()
Принимаем время окончательного нагрева равным 20мин.
|
Рис.14 График режима закалки
Принимаем время окончательной выдержки равным 30мин.
Общее время: ![]()
Обработка холодом.
|
Рис.15 График обработки
холодом
Низкий отпуск.
Низкий отпуск - это операция термической обработки, заключающаяся в нагреве закалённой стали до температуры не выше температуры в точке Ас1, выдержке при этой температуре и охлаждении на воздухе. Низкий отпуск проводят для снятия внутренних напряжений, возникающих при закалке и обработки холодом. Низкий отпуск данной стали проводят с нагревом до температуры 250°С [ ].
Расчёт времени нагрева и выдержки при низком отпуске.
Общее время нагрева и выдержки при низком отпуске:
![]()
Время нагреваопределяется в зависимости от геометрического показателя, температуры отпуска и нагревательной среды. По справочным данным [ ] для данной детали, имеющей W равный 0,51см, время нагрева для отпуска принимаем 40мин.
Время выдержки при низком отпуске определяется следующим образом:
|
Рис.16 График режима
низкого отпуска
При низком отпуске мартенсит закалки переходит в мартенсит отпуска.
6.2 Выбор оборудования для всех операций технологического процесса
Определение типа производства.
Тип производства определяется по коэффициенту закрепления операции:
![]()
![]() - такт производства, мин;
- такт производства, мин; ![]() - время на обработку одной садки, мин.
- время на обработку одной садки, мин.
![]()
![]() -действительный годовой фонд времени, час;
-действительный годовой фонд времени, час; ![]() -годовая программа выпуска, шт.
-годовая программа выпуска, шт.
Штучное время рассчитывается по формуле:
![]()
![]()
![]() - основное оперативное время на обработку одной садки, мин;
- основное оперативное время на обработку одной садки, мин;
![]() - основное технологическое время, мин;
- основное технологическое время, мин;
![]() - вспомогательное не перекрываемое время, мин;
- вспомогательное не перекрываемое время, мин;
![]() - количество деталей в садке, шт;
- количество деталей в садке, шт;
![]() - количество одновременно обслуживаемых печей, ед;
- количество одновременно обслуживаемых печей, ед;
![]() - время на организационное обслуживание рабочего места в % от оперативного;
- время на организационное обслуживание рабочего места в % от оперативного;
![]() - время на техническое обслуживание рабочего места в % от оперативного;
- время на техническое обслуживание рабочего места в % от оперативного;
![]() - время на отдых и личные потребности в % от оперативного.
- время на отдых и личные потребности в % от оперативного.
Определим такт производства по операции закалки. Для двухсменной работы действительный годовой фонд времени равен 4180ч, годовая программа выпуска равна 200000шт.
![]()
![]()
![]() ;
; ![]() ;
;
![]() [ ];
[ ]; ![]() [ ];
[ ]; ![]() [ ]
[ ]
![]() ;
;
![]()
Производство с коэффициентом закрепления операции равный 1,23 является крупносерийным (ГОСТ 31108-74).
Выбор основного оборудования.
В крупносерийном производстве применяются печи периодического и непрерывного действия. Учитывая специфику термической обработки данной детали выбираем печи периодического действия. Среди печей периодического действия наибольшее распространение получили камерные и шахтные электрические печи сопротивления. Для данной детали, имеющей форму полого цилиндра, целесообразно выбрать шахтные печи для всех видов термической обработки.
Шахтные печи имеет ряд преимуществ: относительная простота конструкции; компактность; загрузка и выгрузка деталей механизирована для чего применяются электротельферы, мостовые краны; печи легко герметизируются с помощью песочных затворов. С учётом размеров детали и годовой программы выпуска выбираем следующие марки печей:
- для цементации - шахтную муфельную электропечь сопротивления типа СШЦМ 6.12/9;
- для высокого отпуска - шахтную электропечь сопротивления типа СШЗ 6.12/7;
- для закалки - шахтную электропечь сопротивления типа СШО 6.12/10;
- для низкого отпуска - шахтную электропечь сопротивления типа СШЗ 6.12/7;
- для обработки холодом - холодильная установка КТХ.
Технические характеристики приведены в таблице3.
Технические характеристики шахтных печей Таблица3
| Характеристики | М а р к и п е ч е й | ||
| СШЦМ 6.12/9 | СШЗ 6.12/7 | СШО 6.12/10 | |
| Установленная мощность, кВт | 105 | 75 | 105 |
| Установленная температура,°С | 900 | 700 | 1000 |
| Масса загрузки, кг | 800 | 900 | 1001 |
| Высота, мм | 3645 | 4130 | 3790 |
| Длина, мм | 2720 | 2600 | 2000 |
| Диаметр, мм | 2580 | 2380 | 2470 |
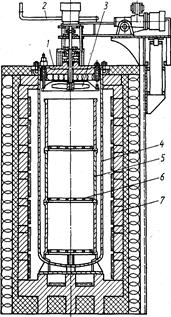 |
Электропечь сопротивления для цементации.
Шахтные муфельные электропечи предназначены для химико-термической обработки деталей и светлого отжига проволоки и ленты из черного и цветных металлов в бунтах. Муфели и приспособления изготовляют из хромоникелевой стали или сплава. Материалом для нагревателей служит нихром Х20Н80 или безникелевые сплавы типа Х27Ю5Т.
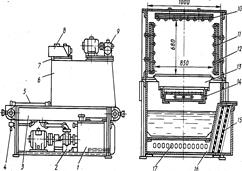
| Рис.17 Шахтная муфельная электропечь типа СШЦМ |
Температура цементации 930 °С. В качестве футеровки применяют шамот и теплоизоляционные материалы. Электрические нагреватели располагают на стенах шахты печи. СШЦМ для газовой цементации мелких деталей. Печь имеет жароупорный муфель, установленный на подставку, опирающуюся на футеровку пода печи. Футеровка выполнена из шамотного огнеупорного и теплоизоляционногоматериалов. Нагреватели расположены на стенках и поду шахты печи. Специальные приспособления из жаропрочных сталей, устанавливаемые в муфель, имеют съемные днища с отверстиями для прохождения газа-карбюризатора. Печь закрывается крышкой. Крышка имеет механизм подъема и поворота. В крышке имеются отверстия для подачи в муфель газа-карбюризатора и отвода отработанной атмосферы. По центру крышки установлен вентилятор для перемешивания атмосферы в муфеле для получения стабильных результатов по глубине насыщения углеродом обрабатываемых деталей. Вентилятор включается после загрузки партии деталей в муфель и работает в течение всего времени химико-термической обработки. Для равномерного нагрева муфеля, а следовательно, и обрабатываемых деталей печь по высоте разделена на две самостоятельные температурные зоны. Верхняя часть печи теряет больше теплоты в окружающее пространство, чем нижняя часть, поэтому верхняя зона потребляет больше электрической энергии. В шахтной печи с муфелем исключается взаимодействие электрических нагревателей с цементующей атмосферой. Условия работы нагревателей в печах с муфелем и обычных печах с воздушной атмосферой аналогичны. Шахтные печи изготовляют различной мощности.
Электропечь сопротивления для высокого, низкого отпуска и
закалки.
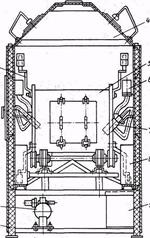
Рис.18 Шахтная электропечь типа СШО, СШЗ |
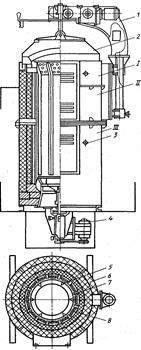
На рисунке 18 показана шахтная электропечь типа СШО, СШЗ с температурой нагрева до 700 °С. Печь работает с окислительной или защитной атмосферой и представляет собой каркас, футерованный огнеупорными и теплоизоляционными материалами. Сверху печь перекрывается поворотной крышкой с механизмом подъема и поворота. Вентилятор расположен внизу печи. Нагреватели размещены на боковых стенках печи. Между нагревателями и обрабатываемыми деталями или изделиями имеется экран с направляющими для предохранения его от повреждений при загрузке изделий (например, в виде бунтов). Для обеспечения равномерности нагрева печь разбита по высоте на три температурные зоны I-III. Температуру измеряют термопарами. Разъем между печью и крышкой уплотняют с помощью песочного затвора.
Закалочный бак.
К оборудованию, предназначенному для охлаждения при закалке, относят немеханизированные и механизированные закалочные баки, в которых детали охлаждаются в свободном состоянии, закалочные прессы, закалочные и гибозакалочные машины, в которых детали (шестерни, валы, листы, рессоры) закаливаются в зажатом состоянии.
Рис.19 Закалочный бак с механизирован ным перемещением стола |
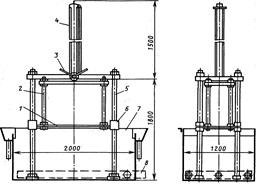 |
Немеханизированный заклочный бак представляет собой ёмкость цилиндрической или прямоугольной формы. Бак сваривают из листовой низкоуглеродистой стали толщиной 4—6 мм. В термических цехах применяют небольшие закалочные баки для закалки мелких и средних деталей. Размеры баков в плане (в мм): 60х700, 700х1200. Глубина баков около 1000 мм. В немеханизированных баках все процессы по передаче деталей в бак, перемещению в баке и выдаче их из бака выполняют вручную. Ориентировочный объем закалочной жидкости в баке составляет 15 л на 1 кг охлаждаемых деталей. Для крупных деталей (штампы, валы и т. п.) размеры закалочных баков могут достигать нескольких метров.
При определении объема закалочного бака и его размеров следует учитывать, что для обеспечения: равномерных условий охлаждения деталей над ними и под ними должен быть слой закалочной жидкости толщиной не менее 100мм. Кроме того, уровень закалочной жидкости должен быть, от края бака на расстоянии не менее, чем 100—150 мм.
Для закалки деталей, применяют баки (рис.19) с механизированным перемещением закалочного стола, на который устанавливается поддон с нагретыми деталями. При помощи пневматического подъемника стол может опускаться и подниматься в баке.
Установка для обработки холодом.
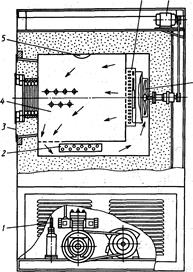 |
Для охлаждения небольшого числа отдельных деталей, например, режущего инструмента, калибров и других изделий из высоколегированной стали применяют камеры полезным объемом 0,1—1,0м3 . Камера шкафная (КТХ) оборудована компрессорной установкой, обеспечивающей охлаждение до —100°С, и электронагревателями, позволяющими нагревать камеру до 155°С. На рис.20 показан разрез камеры КТХ. Машинное отделение расположено в нижней части камеры. Электрические нагреватели расположены под рабочим пространством камеры. Крыльчатка
| Рис.20 Камера шкафная |
 |
вентилятора, вращаемая электродвигателем, направляет поток воздуха в воздухоохладитель, в котором размещён змеевик, последовательно соединённый со змеевиком испарителя, припаянным к поверхности внутреннего корпуса камеры. Через окно в двери можно при включенном осветительном приборе осматривать внутреннее пространство камеры.
Моечная машина.
Рис.21 Схема малогабаритной моечной машины |
В термическом производстве используют моечные машины различных типов. На рисунке 21 показана малогабаритная моечная машина с роликовым подом конструкции ЗИЛ. На сварной раме установлена моечная камера, вход в которую закрыт резиновой заслонкой. Контейнер с уложенными деталями устанавливают на роликовый под. В процессе промывки контейнер совершает возвратно-поступательные перемещения в моечной камере со скоростью 2,9 м/мин.
Установка для струйно-абразивной обработки деталей.
 |
| Рис.22 Установка для струйно-абразивной обработки деталей |
Струйно-абразивная обработка деталей представляет собой процессы, при которых рабочий материал (металлический песок, дробь) вводится в струю газа или жидкости и направляется на очищаемую поверхность. В этом случае кинетическая энергия, сообщенная абразиву, расходуется на удаление загрязнений с поверхности обрабатываемой детали. Так как струйно-абразивная обработка основана на чисто механическом действии абразива, эффективность обработки увеличивается с увеличением твердости абразива и скорости его перемещения. На рисунке 22 приведена схема полуавтоматической установки для струйно-абразивной обработки мелких деталей. Установка состоит из корпуса, барабана, надсопельного бункера, основного бункера, привода, сопел и электрошкафа. В корпусе и барабане имеются двери для загрузки деталей. В верхней части установки помещается вытяжная вентиляция. Внутренняя полость барабана для обработки деталей облицована резиной. Вращение барабан получает от электродвигателя через редуктор и цепную передачу.
Работа установки осуществляется следующим образом: в барабан загружаются очищаемые детали, в бункер — металлическая дробь. Загрузочные двери плотно закрываются и включается привод вращения барабана. При вращении барабана дробь захватывается ковшами, прикрепленными к торцам барабана, и загружается в надсопельные бункера, откуда дробь самотеком поступает в сопла. Струя сжатого воздуха с дробью направлена в бункер на детали.
Крупные металлические частицы через отверстия в барабане попадают в бункер, а мелкие — отсасываются вытяжной вентиляцией. Через 15—20 мин привод автоматически выключается, барабан останавливается и очищенные детали выгружаются. В аппаратах для струйно-абразивной обработки наиболее изнашиваются сопла, из которых с большой скоростью выбрасываются частицы рабочего материала.
Расчёт количества оборудования.
Определение потребного количества печей для каждой операции:
![]() ;
;
![]() - потребное время работы печи, печи-час;
- потребное время работы печи, печи-час;
![]() - действительный годовой фонд времени, ч;
- действительный годовой фонд времени, ч;
![]() печи-час;
печи-час;
![]() - оперативное время на термообработку одной садки, ч;
- оперативное время на термообработку одной садки, ч;
![]() - количество садок в годовой программе;
- количество садок в годовой программе;
![]()
![]() - годовая программа выпуска, шт;
- годовая программа выпуска, шт;
![]()
Определим количество оборудования для всех операций.
Исходные данные: ![]() =200000шт,
=200000шт, ![]() =4180ч
=4180ч
1. Для цементации: 2. Для высокого отпуска: 3. Для закалки:
![]() ;
; ![]() ;
; ![]() ;
;
![]() п/ч
;
п/ч
; ![]() п/ч
;
п/ч
; ![]() п/ч
;
п/ч
;
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
![]() .
.
29-04-2015, 04:18