Кроме универсальных станков, разработан ряд ультразвуковых станков специального назначения для сверления алмазных и твердосплавных фильер, отверстий в камнях самоцветах, резки полупроводниковых материалов. Для обработки алмазных фильер серийно выпускается станок мод. МЭ-76.
Схема ультразвуковой обработки приведена на рис.17.1
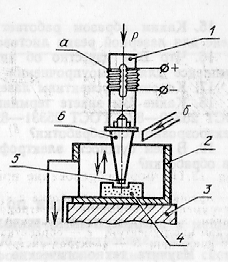 |
Рис.17.1. Схема ультразвуковой обработки:
1-магнитострикционный преобразователь;
2-ванна; 3-стол ультразвукового станка;
4-обрабатываемая заготовка; 5- инструмент;
6-концентратор; а-подвод тока от генератора;
б-подвод абразивной суспензии; Р-сила прижима инструмента к детали
Промышленный робот (ПР) — автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления, для управления в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и (или) технологической оснастки.
Для обслуживания одного станка возможно применить специализированного робота как, например, СМ40Ц.40.11 технические характеристики которого приведены ниже:
Грузоподъемность суммарная, кг...............................................40
Число рук/захватов......................................................................1/1
Число степеней подвижности.......................................................4
Тип привода.........................................................Гидравлический
Система управления........................................................Цикловая
Число программируемых координат...........................................3
Способ программирования перемещений...................по упорам
Погрешность позиционирования, мм.....................................±1.5
Наибольший вылет руки, мм...................................................1672
Линейные перемещения, мм:
— горизонтальные....................................................................760
— вертикальные........................................................................760
Скорость линейных перемещений, м/с:
— горизонтальных...............................Вперед-0.41; Назад-0.635
— вертикальных.......................................Вверх-0.212; вниз-0.38
Угловые перемещения, градусы........................................270,180
Масса, кг....................................................................................1400
Робот работает в цилиндрической системе координат и предназначен, в основном, для обслуживания одного станка; он имеет две системы управления - цикловую и ЧПУ - позиционную. В функции робота при обслуживании токарного станка с ЧПУ будет входить установка и съем детали, управление приспособлением закрепления детали, также необходима синхронизация работы робота и обслуживаемого станка с помощью согласованного интерфейса между ними, т.к. для обеспечения полной автоматизации необходимо управление включением/выключением станка роботом.
Вид и тип захватного устройства робота будут зависеть от формы обрабатываемой детали. Для деталей типа хвостовика возможно применение захвата типа С01, диапазон захвата которого 20¸150 мм.
Также необходимо применение тактового стола. Тактовый стол — предназначен для хранения запаса заготовок и подачи их в зону захвата ПР. Заготовку можно устанавливать непосредственно на пластину стола, если форма и размеры заготовки позволяют это сделать, либо на специальные приспособления - спутники, которые крепят к пластинам. Готовую деталь можно ставить на тактовый стол или в специальную тару. Тактовый стол выбирают исходя из габаритов и массы заготовок.
В ходе курсового проектирования была разработана и проанализирована технология изготовления хвостовика на станках с ЧПУ с применением средств автоматизации начиная с выбора заготовки и заканчивая термообработкой и упаковкой детали.
Также была обоснована экономическая целесообразность внедрения разработанной технологии: выбор заготовки, обработка детали, затраты на ее изготовление,— с расчетом полной себестоимости готового изделия.
В теоретической части подробно описаны технологические возможности передовой, мало применяемой в нашей промышленности обработки металлов ультразвуком.
В целом курсовой проект вобрал в себя большую часть знаний и навыков полученных нами в теоретическом курсе ТМС, что помогло на конкретном примере закрепить их.
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование: Учеб. пособие для вузов.— Минск: Выс. школа, 1983.— 256 с.
2. Ковшов А.Н. Технология машиностроения: Учебник для вузов.— М.: Машиностроение, 1987.— 320 с.
3. Хорбенко И.Г. Ультразвук в машиностроении.— М.: Машиностроение, 1974.— 280 с.
4. Размерная электрическая обработка металлов: Учеб. пособие для вузов/ Под ред. Глазкова А.В.— М: Выс. школа, 1978.— 336 с.
Программа для сверлильного станка с ЧПУ Приложение 1
%
N001 T01 S10 F11 X+00000 Y+00000
N002 M03 L01 X+006062 Y+003500
N003 G81 M08 R+026000 Z+32650
N004 M09 X-006002
N005 G81 M08 R+026000 Z+32650
N006 M09 Y-003500
N007 G81 M08 R+026000 Z+32650
N008 M09 X+006062
N009 G81 M08 R+026000 Z+32650
N010 T102 S10 F09 X+000000 Y+000000
N011 M09 L02 X+00000 Y+007000
N012 G81 M08 R+026000 Z+032550
N013 M09 Y-007000
N014 G81 M08 R+026000 Z+032550
N015 T03 S10 F13 X+00000 Y+00000
N016 M08 L03 X+007000 Y+00000
N017 G81 M08 R+026000 Z+029000
N018 M09 Y+060621 X-0035000
N019 G81 M08 R+026000 Z+029000
N020 M09 Y-060621 X-003500
N021 G81 M09 R+026000 Z+029000
N022 M09
N023 M02
Программа для фрезерного станка с ЧПУ Приложение 2
%
N001 G17
N002 M43
N003 S75 T01
N004 G01 Z-015500 F0712 M03 L401
N005 X-002800 F0614 M08 L802
N006 Y-004832
N007 G03 i+000010 X+000010 Y-000010 L802
N008 j+000010 X+000005 Y+000002 L802
N009 G01 X+008370 Y+004832
N010 G03 i+000006 j+000008 X+000004 Y+000008 L802
N011 i+000010 X-000004 Y+000008 L802
N012 G01 X-008370 Y+4832
N013 G03 i+000005 j+000008 X-000005 Y+000002 L802
N014 j+00010 X-000010 Y-000010 L802
N015 G01 Y-004832
N016 G50 X+002800 F0660 M09 L802
N017 G04 L000
N018 G01 Z+015500 F0712 M05
N019 G40 L401
N020 S76 T02
N021 G01 Z-017500 F0712 M03 L403
N022 X+005790 F0630 M08
N023 X+001260 F0580 L804
N024 G03 i+000050 X-000025 Y+000043 L804
N025 G01 X-010500 Y+006062
N026 G03 i+000025 j+000043 X-000025 Y+000007 L804
N027 j000050 X-000050 Y-000050 L804
N028 G01 Y-012124
N029 G03 i+000050 X+000050 Y-000050 L804
N030 j+000050 X+000025 Y+000007 L804
N031 G01 X+010500 Y+006062
N032 G03 i+000025 j+000043 X+000025 Y+000043 L804
N033 G01
N034 G50 X-007050 F0630 M09 L804
N035 G04 L000 F0660
N036 G01 Z+017500 F0712 M05 N036 G40 L403
29-04-2015, 04:12