Величину и угловую координату неуравновешенности можно найти на основании измерения неуравновешенности по двум координатным осям x, y, т.е. G r x и G r y . Затем с помощью специального приспособления можно определить полную величину неуравновешенности, используя зависимость:
Grs = Ö ((Grx )2 + (Gry )2 ) ; (1)
а угловое положение центра тяжести из условия, что
tg b = Grx / Grx , (2)
где угол b отсчитывается от правого плеча коромысла против часовой стрелки.
Балансировочные устройства при массовом производстве снабжают расчетным приспособлением. Величину неуравновешенности и угловую координату центра массы при балансировке отдельных роторов можно также найти методом обхода. В этом случае, установив ротор на балансировочные весы, измеряют величину неуравновешенности в шести - восьми равнорасположенных угловых положениях. После этого строят график зависимости величины неуравновешенности от углового положения ротора G r s = f ( b), используя который, определяют величину неуравновешенности по формуле:
Grs = (Grs )max - (Grs )min / 2 ; (3)
угловую координату неуравновешенности также определяют из графика, она будет соответствовать угловой координате ( G r s ) max .
Остаточное смещение центра тяжести от балансируемого ротора находится в пределах 5-10 мкм. Чувствительность балансировочных весов ограничивается наличием трения в опорах. Практически чувствительность балансировочных весов определяется радиусом скругления призмы опоры rОП .
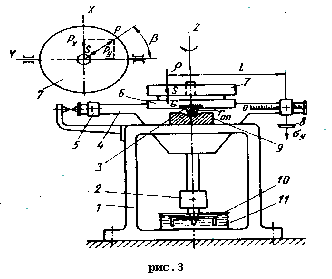
Примеры балансировки на горизонтальных весах мы можем наблюдать соответственно на (рис.3) В дальнейшем меняя оправку можно использовать один и тот же станок.
2.2 Недостатки статической балансировки.
Недостаток статической балансировки заключается в том, что она не может обнаружить неуравновешенные пары сил и часто способствуют их появлению, ухудшая тем самым сбалансированность ротора. Кроме того, после статической балансировки, даже при отсутствии неуравновешенных пар сил, всегда остается значительный остаточный дисбаланс, обусловленный силами трения, действующими на цапфы балансируемого ротора во время балансировочного процесса. Рассмотрим недостатки статической балансировки на примерах.
Пусть ротор турбогенератора имеет в плоскостях диска турбины и балансировочного кольца некоторые дисбалансы:
½D1 ½=½D2 ½=D. (4)
При этом условии центр массы S ротора будет лежать на оси вращения и поэтому ротор не будет поворачиваться во время его статической балансировки на линейках или на роликах, даже при наличии очень больших дисбалансов D1 и D2 . Таким образом, неуравновешенный ротор будет казаться уравновешенным. В действительности при вращении ротора с частотой w на него будет действовать пара сил:
P=Dw2 (5)
с плечом, равным l (рис.2),которая вызовет постоянные по величине, но переменные по направлению давления на подшипники ротора, равные:
QA = -QB = P l / L (6)
Эти давления и будут служить причиной ненормальной работы подшипников.
Допустим теперь, что неуравновешенный ротор имеет только один дисбаланс D1 в плоскости диска турбины, вызванный, например, его эксцентричной посадкой на вал. По этой причине при вращении ротора с частотой w в плоскости, проходящей через центр массы диска, должна возникнуть сила:
P1 =D1 w2 , (7)
которая вызовет динамические давления на подшипники А и В, равные соответственно (рис.2)
QA = P1 a + L / L = P1 85 + 340 / 340 » 1,25P1 ; (8)
QB = -P1 a / L = - P1 85 / 340 »- 0,25P1 .
Если предположить, что статическая балансировка ротора будет выполнена абсолютно точно путем прикрепления корректирующей массы в плоскости балансировочного кольца, то тогда динамическое давления на подшипники ротора:
Q`A = - Q`B = P1 l / L » P1 340 / 340 = P1 . (9)
Таким образом, после статической балансировки ротора динамическое давление на подшипник Вувеличилось в 4 раза. Такой результат мы получили при условии l = L ; если же будет l > L и l < L, то динамическое давление на подшипник В может быть после статической балансировки ротора как больше, так и меньше силы Р1 . Отсюда следует, что за результат статической балансировки нельзя поручиться заранее и сказать, насколько она ухудшит или улучшит несбалансированность ротора.
Рассмотрим еще один пример. Представим себе, что в предыдущем примере дисбаланс расположен в одной плоскости с центром массы ротора, и допустим, что балансировщик совершенно безукоризненно выполнил статическую балансировку путем прикрепления корректирующей массы в плоскости неуравновешенного груза. В этом случае неуравновешенная пара сил при вращении ротора не возникает, но тем не менее в плоскости, проходящей через центр массы, все же останется дисбаланс, обусловленный трением качения:
Dост. = m r, (10)
где m - масса ротора;
r - коэффициент трения качения.
Величина остаточного дисбаланса Dост. может получиться настолько значительной, что в некоторых случаях она оказывается больше величины допустимого дисбаланса. Так, например, в данном случае остаточный дисбаланс после статической балансировки на линейках может быть
Dост. = 21,3 × 0,005 × 1000 =106,5 гсм
(коэффициент r для стального вала и стальной опоры принимаем равным 0,005 см, а массу ротора 21,3 кг)
в плоскости, проходящей через центр массы ротора. Соответственно остаточные дисбалансы в плоскостях колеса вентилятора и балансировочного кольца, которые выбираются обычно для размещения корректирующих масс, будут соответственно равны :
DB = Dост × c / b+c = 106,5 ×136 / 275 = 53 гсм ; (11)
DК = Dост × b / b+c = 106,5 ×139 / 275 = 53,5 гсм .
Между тем допустимые дисбалансы в плоскостях коррекции, как показывают расчеты, составляют для этого ротора:
Dв.доп = 33 гсм ;
Dк.доп = 19 гсм.
Из приведенных примеров следует, что статическая балансировка не только не в состоянии обеспечить уравновешивание рассмотренного выше ротора турбогенератора с необходимой точностью, но не может ухудшить его сбалансированность. Сделанный вывод можно отнести ко всем роторам быстроходных машин, уравновешивание которых должно выполняться с заранее заданной точностью.
В настоящее время для уменьшения величины Dост применяют балансировочные станки, позволяющие создавать воздушную подушку между цапфами ротора и опорами станка (рис.3.1).
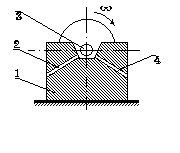
рисунок 3.1.
где: 1 - опора балансировочного станка;
2,4- каналы для подачи воздуха под давлением;
3 - цапфа ротора.
Если ротор балансируется на подшипниках качения, то для уменьшения остаточного дисбаланса наружными кольцами подшипников задают вынужденные колебания в осевом направлении с частотой в несколько раз большей частоты вращения ротора и с амплитудой, определяемой осевым зазором (рис.4).
Наиболее современными балансировочными станками для статического уравновешивания роторов являются станки, позволяющие вести этот процесс в динамическом режиме, во время вращения ротора с постоянной или переменной частотой, и измерять после устранения влияния моментной неуравновешенности главный вектор дисбалансов ротора в плоскости, проходящей через центр его массы.
На таких станках роторы могут балансироваться статически не только с заранее заданной точностью, но и осуществлять компенсацию дисбалансов в автоматическом или полуавтоматическом режиме.
Однако не следует забывать, что основной недостаток статической балансировки, заключающийся в невозможности обнаружить моментную неуравновешенность роторов, устранить нельзя. Поэтому область применения в технике статической балансировки роторов весьма ограничена.
В настоящее время статическая балансировка используется для уравновешивания роторов дискообразной формы, некоторых узлов гироскопических приборов и других, а также в том случае, когда единственной целью уравновешивания является приведения центра массы детали на ось вращения.
2.3 Особенности настройки оборудования для статической и динамической балансировки.
Статическая балансировка представляет собой специфическую технологическую операцию, состоящую из двух этапов: измерения величины и угловой координаты неуравновешенности. Оборудование для статической балансировки должно иметь устройства для измерения неуравновешенности и ее устранения, причем лучшим вариантом решения будет объединение этих устройств в общем агрегате. Задачей балансировки является получение статически уравновешенного ротора, поэтому основным, определяющим качество уравновешивания, будет эффективность измерения неуравновешенности. Это накладывает на измерительные приборы, а также на устройство для устранения и на агрегат в целом ряд требований, для удовлетворения которых балансировочное оборудование должно обладать соответствующей разрешающей способностью, точностью и производительностью.
В настоящее время уравновешивание роторов производится или в статическом, или в динамическом режиме.
В первом случае ротор во время балансировочного процесса
только поворачивается на небольшие углы, а во втором вращается с постоянной угловой скоростью.
В большинстве случаев балансировочное оборудование, кроме специального, предназначено для балансировки группы роторов, масса которых изменяется в некотором интервале. Измерительное устройство должно обеспечивать получение заданной точности на всем диапазоне, охватывающем данную группу роторов. Если измерение параметров статической неуравновешенности ротора производится с помощью балансировочного устройства, работающего в режиме статики, то точность измерения определяется уровнем ошибок, вносимых трением, возникающим между опорными шейками ротора или его оправки и направляющими. При балансировке трение препятствует ротору занять однозначное положение устойчивого равновесия и этим ограничивает чувствительность балансировочного устройства к малым неуравновешенностям. Конструкция балансировочного устройства должна обладать жесткостью, не допускающей деформацию его при нагружении ротором. Качество обработки и точность изготовления направляющих, точность установки их в горизонтальной плоскости, параллельность и совпадение осей опор также определяют качество работы балансировочного оборудования первого вида.
При применении балансировочных устройств, работающих в динамическом режиме с использованием электрических способов измерения, точность измерения неуравновешенности принципиально определяется соотношением между уровнями электрических сигналов от помех к сигналу от минимальной неуравновешенности,
которую требуется измерить.
При измерении неуравновешенности в динамическом режиме помехи имеют широкий спектр частот и возникают как от внутренних, так и от внешних причин. Поэтому балансировочное оборудование, работающее в динамическом режиме, обычно включает частотно-избирательное устройство для исключения или по крайней мере существенного снижения влияния внутренних и внешних помех. Конструкция балансировочного устройства должна быть такой, чтобы на качестве балансировки не сказывались внутренние помехи, возникающие как при работе самого устройства, так и вследствие работы окружающего оборудования. Поэтому как механическая система, так и измерительная часть не должны допускать
возникновения существенных внутренних помех, снижающих точность измерения неуравновешенности. Уровень помех должен быть значительно ниже уровня допускаемой остаточной неуравновешенности.
В отношении влияния внешних вибраций на качество балансировки следует иметь в виду, что кроме устранения их влияния
при помощи частотно-избирательных устройств требуется предусмотреть защиту от проникновения в механическую систему помех с частотой, соответствующей скорости вращения ротора при балансировке.
Современное балансировочное оборудование должно обеспечивать точность и производительность при установки его
непосредственно на общей плите пола производственного помещения или на междуэтажных перекрытиях производственных зданий. В отдельных случаях балансировочные машины устанавливают на обособленном от производственного помещения фундаменте или делают специальные виброизолирующие устройства.
Чаще всего статической балансировке подвергают дисковые роторы, не имеющие опорных шеек, и установка их на балансировочный станок выполняется с применением технологического вала, называемого оправкой. Собственная неуравновешенность оправки и погрешность ее изготовления также вносят ошибки в измерение параметров статической неуравновешенности ротора. Так, например,
смещение оси оправки относительно ее шеек при балансировке в статическом режиме, или оси оправки относительно оси шпинделя при балансировке в динамическом режиме, на 0,01 мм вносят ошибку в процессе измерения величины неуравновешенности ротора, равную 1гр.*см / кг.
Следовательно, балансировочное оборудование должно иметь устройство, позволяющее исключить влияние собственной неуравновешенности оправки или шпинделя на точность
измерения статической неуравновешенности ротора.
Конструкция балансировочного оборудования должна обеспечивать удобный отсчет величины угловой координаты неуравновешенности. Визуальный отсчет параметров неуравновешенности по шкалам приборов вносит дополнительные погрешности и снижает точность и производительность балансировки. Поэтому желательно, чтобы показатели измерителей величины и угловой координаты неуравновешенности фиксировались автоматически и не требовали записи или запоминания.
Настройка оборудования, работающего в статическом режиме, несложна и сводится к точной установке его в горизонтальной плоскости, тщательной выверке параллельности направляющих и обеспечению совпадения осей опор. Настройка оборудования, работающего в динамическом режиме, сложнее и обычно осуществляется с помощью эталонных роторов и контрольных грузов и контрольных грузов. Так, измерительную систему оборудования, работающего в динамическом режиме, обычно настраивают на рабочую частоту, устанавливают масштаб измерения величины и отсчет угловой координаты неуравновешенности. Обычно перенастройка станка на ротор иной весовой категории требует замены оправки и эталонного ротора. Операция по изготовлению и уравновешиванию эталонных роторов является трудоемкой, дорогостоящей и требует высокой квалификации оператора. Поэтому для упрощения наладки оборудования в конструкции его желательно предусматривать устройство для электрического эталонирования. Хотя это и усложняет электроизмерительную часть, однако наличие такого устройства исключает необходимость изготовления дорогостоящих эталонных роторов. В случае применения электрического эталонирования в качестве ротора для настройки может быть использован даже ротор, подлежащей балансировке. Это особенно важно в условиях мелкосерийного производства, где приходится выполнять частую перестройку оборудования, так как иметь специальные настроечные роторы в этом случае не целесообразно.
Балансировочное оборудование и связанное с ним устройство для удаления неуравновешенности должны быть надежны. Следовательно, механическая система балансировочного устройства должна быть простой, несложной и надежной в эксплуатации, не требующей точной выверки или установки, состоять по возможности из унифицированных узлов и деталей, легко заменяемых при поломке и износе.
Измерительную систему также желательно выполнять из унифицированных блоков, собранных из стандартных деталей.
Механическую и измерительную системы необходимо защищать от проникновения влаги, металлической пыли, стружки и попадания в движущиеся части других посторонних предметов. Процесс установки, крепления и съема балансируемых роторов должен быть простым и обеспечивать надежное крепление ротора. Балансировочное оборудование оснащается также соответствующими защитными и предохранительными устройствами.
2.4 Призмы.
Для минимального контакта между опорами в балансировочном станке целесообразно использовать призмы.
Различают опорные, грузоприемные и концевые соединительные призмы.
Призмы при помощи которых рычаги опираются на подушки или серьги, называют опорными. [3]
Призмы, воспринимающие нагрузку от платформы или других рычагов, называют грузоприемными.
Наконец, призмы передающие нагрузку, на другой рычаг или на коромысло, носят название концевых, или соединительных.
Призма, несущая в себе гиродержатель, по существу также является грузоприемной, но ее чаще называют концевой призмой коромысла или призмой гиредержателя.
Призмы изготовляют из высокоуглеродистой стали с содержанием углерода ни ниже 0,75 - 0,85 % (марка У - 8); для весов высокой точности применяется агат и ему подобные материалы.
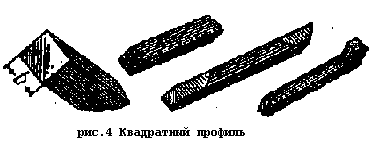
Стальные призмы бывают самых различных профилей, но наиболее распространены четыре профиля: квадратный (рис. 4);
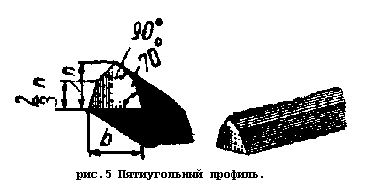
пятиугольный (рис.5);
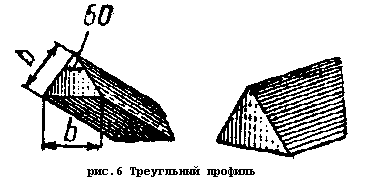
треугольный (рис. 6);
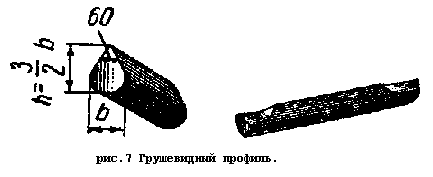
и грушевидный с углом при вершине 600 (рис.7) .
Призмы заделываются в рычаги либо по всему периметру - закрытые призмы, либо только на одну треть высоты - открытые призмы.
Закрыты призмы по способу крепления делятся [3] на:
консольные - заделанные с одного конца и нагруженные равномерной нагрузкой по всей длине;
двухконсольные - заделанные в середине длины и нагруженные равномерной нагрузкой с обоих концов или сосредоточенной нагрузкой по концам;
двухопорные - заделанные в середине и нагруженные сосредоточенной нагрузкой;
заделанные по концам и нагруженные равномерной нагрузкой по всей средней части;
заделанные вблизи концов и нагруженные двумя сосредоточенными силами.
Закрытые призмы следует рассчитывать на: срезывание, изгиб и контактные напряжения в рабочем ребре призмы.
При расчете на срезывание, напряжение s S определяется по формуле: для консольной призмы
s S = Q / F ; (12)
для всех остальных призм
sS = Q / 2F , (13)
где Q - расчетная нагрузка;
F - площадь сечения призм.
Расчет открытых призм на срезывание и изгиб не ведется, так как эти призмы испытывают только деформацию смятия подошвы и рабочего ребра, в котором возникают контактные напряжения.
Расчет как открытых, так и закрытых призм на контактные напряжения в рабочем ребре ведется на 1 пог. см лезвия (табл.2)
таблица 2
Контактные напряжения в вершинах.
| Тип весов | Наименование призм | Конт. напряжения в кг на 1 пог. см |
| Неравноплечие | Призмы коромысла | 100 |
| передвижные | Призмы рычагов | 400 |
| Автомобильные весы | Призмы коромысла | 100 |
| Призмы рычагов | 900 |
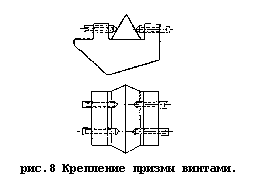
В весах высокой точности призмы закрепляются установочными винтами непосредственно в гнездах (рис.8), или в специальных регулируемых каретках (рис.9).
На рис.9 изображен узел крепления призмы конструкции “Эталон”. Регулируемая каретка 1 крепится на плече коромысла 2 при помощи двух штифтов 3 и винта 4. На верхней части каретки 1 в цилиндрической впадине находится седло 5 с хвостовиком, в который упираются установочные винты 6 и 7.
Винтами 6 устанавливается требуемое положение призмы в горизонтальной плоскости, а при помощи винтов 7 регулируется длина плеча.
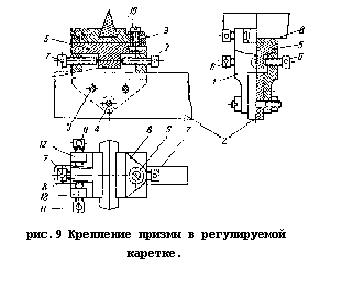
Для установки параллельности призм служит планка 8, которая поворачивается вокруг втулки 9 и закрепляется в требуемом положении винтом 10. Эта установка производится при помощи винтов 11, проходящими через выступы 12 планки 8.
В конструкции “Госметр” узла крепления призм (рис. 10) конец плеча коромысла выполняется с выемкой, на которой устанавливается каретка 1; радиус этой выемки меньше радиуса выпуклости в каретке, вследствие чего каретка опирается на коромысло в четырех точках: двух спереди и двух сзади.
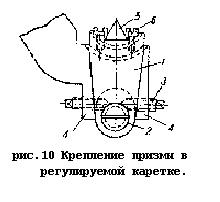
В нижнюю часть каретки ввинчен 2 с проточкой в средней части. В эту проточку упираются своими концами два установочные винта 3, ввинченные в выступы 4 коромысла.
При этом способе крепления обеспечивается надежное соединение каретки с коромыслом и
29-04-2015, 05:12