После тарировки к рабочему органу манипулятора прикреплялась перекинутая через ролик гибкая стальная нить, на свободный конец которой подвешивался переменный груз ![]() . По команде системы управления электродвигатель начинал равноускоренно вращаться, перемещая при этом рабочий орган манипулятора и преодолевая противодействие груза
. По команде системы управления электродвигатель начинал равноускоренно вращаться, перемещая при этом рабочий орган манипулятора и преодолевая противодействие груза ![]() . Дойдя до определенного значения скорости
. Дойдя до определенного значения скорости ![]() двигатель выходил из синхронизма, что отмечалось на фиксируемой самописцем тахограмме резким падением уровня сигнала.
двигатель выходил из синхронизма, что отмечалось на фиксируемой самописцем тахограмме резким падением уровня сигнала.
Изменение массы ![]() груза приводило к выходу электродвигателя из синхронизма уже при другом значении достигнутой скорости
груза приводило к выходу электродвигателя из синхронизма уже при другом значении достигнутой скорости ![]() . Таким образом, были найдены соотношения веса противодействующего груза и критической синхронной скорости ШД во всем диапазоне его работы.
. Таким образом, были найдены соотношения веса противодействующего груза и критической синхронной скорости ШД во всем диапазоне его работы.
Для уменьшения влияния инерционности системы задавалось ![]() , что позволило с точностью 5 - 7% полагать, что вся сила
, что позволило с точностью 5 - 7% полагать, что вся сила ![]() в момент выхода ШД из синхронизма расходуется на удержание груза
в момент выхода ШД из синхронизма расходуется на удержание груза ![]() , т. е.
, т. е. ![]() .
.
СМХ манипулятора определялась последовательно, для каждой программируемой координаты.
Для исследования других динамических характеристик, определяющих производительность манипулятора, необходимо вернуться к рассмотренному выше переходному процессу при позиционировании манипулятора.
В уравнение движения манипулятора (см. раздел 2.1) в качестве постоянных величин входят коэффициенты, пропорциональные скорости перемещения рабочего органа - коэффициенты демпфирования.
Коэффициент демпфирования b может быть определен по осциллограмме затухания колебаний рабочего органа манипулятора с использованием расчетной формулы:
| (2.38) |
где m - масса подвижной части манипулятора;
u- логарифмический декремент затухания колебательного движения;
Т - период колебаний.
2.6Сравнение результатов расчета модели с экспериментальными данными
Результаты исследования жесткости и демпфирующих свойств манипулятора использовались для расчета времени переходного процесса при позиционировании. Расчет производился из аналитических выражений, полученных в разделе 2.1 настоящей работы; его результаты сравнивались с экспериментальными данными (рис. 2.8).
И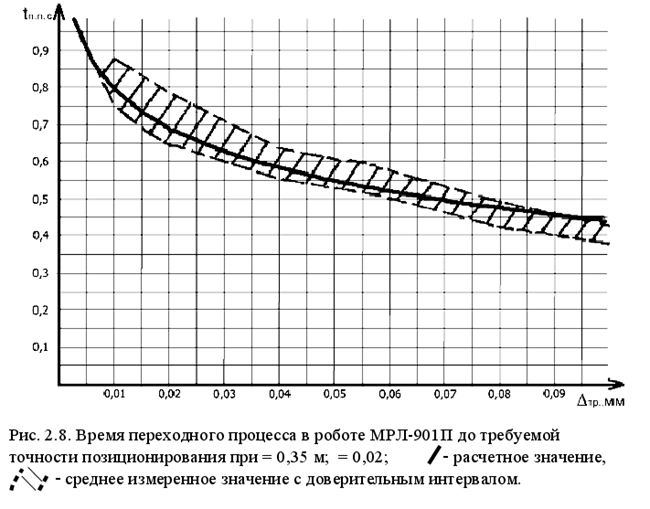
з графика видно, что расчетная кривая лежит в области экспериментально измеренных значений, это свидетельствует о достаточной точности модели, что позволяет использовать ее на практике.
3. Оптимизация скорости перемещения рабочего органа манипулятора
3.1 Время перемещения рабочего органа манипулятора
Траектория движения рабочего органа манипулятора состоит из участков разгона и торможения, а также участка, где перемещение происходит с постоянной скоростью. Очевидно, что минимальное время перемещения будет достигнуто при максимально возможных значениях скорости и ускорения, определяемых из совместной механической характеристики манипулятора (см. раздел 2.4). Заметим также, что время перемещения зависит от скорости в момент выхода на конечную точку ![]() (см. рис. 3.1). При увеличении этой скорости, протяженность участка
(см. рис. 3.1). При увеличении этой скорости, протяженность участка ![]() уменьшается, а протяженность участка
уменьшается, а протяженность участка ![]() увеличивается, тем самым возрастает средняя скорость движения рабочего органа, но при этом увеличивается время переходного процесса в момент останова. Таким образом для достижения минимального времени перемещения с учетом переходного процесса необходимо определить оптимальное значение скорости выхода на конечную точку
увеличивается, тем самым возрастает средняя скорость движения рабочего органа, но при этом увеличивается время переходного процесса в момент останова. Таким образом для достижения минимального времени перемещения с учетом переходного процесса необходимо определить оптимальное значение скорости выхода на конечную точку ![]() .
.
Время перемещения зависит от максимальных значений скорости и ускорения рабочего органа, а также от скорости в момент выхода на конечную точку рабочего органа манипулятора и складывается из следующих значений:
| (3.1) |
где ![]() – время перемещения рабочего органа;
– время перемещения рабочего органа; ![]()
![]()
![]() – время перемещения рабочего органа на первом, втором и третьем участке траектории соответственно (см. рис 3.1);
– время перемещения рабочего органа на первом, втором и третьем участке траектории соответственно (см. рис 3.1); ![]() – время переходного процесса.
– время переходного процесса.
Время перемещения на первом участке траектории определяется из значений максимальной скорости и ускорения:
 , , |
(3.2) |
где ![]() – максимальная скорость перемещения рабочего органа манипулятора;
– максимальная скорость перемещения рабочего органа манипулятора; ![]() – максимальное ускорение рабочего органа манипулятора.
– максимальное ускорение рабочего органа манипулятора.
На втором участке траектории рабочий орган перемещается равномерно с максимальной скоростью, при этом время перемещения составит:
 , , |
(3.3) |
где S
– расстояние между двумя конечными точками:![]() ;
;
Время перемещения на третьем участке траектории:
 , , |
(3.4) |
где ![]() – скорость рабочего органа манипулятора в момент выхода на конечную точку.
– скорость рабочего органа манипулятора в момент выхода на конечную точку.
Длина первого участка определяется скоростью ![]() , которая достигается в конце этого участка, ускорением
, которая достигается в конце этого участка, ускорением ![]() , и выражается как:
, и выражается как:
 . . |
(3.6) |
Длина третьего участка определяется начальной скоростью этого участка – ![]() , ускорением
, ускорением ![]() и конечной скоростью
и конечной скоростью ![]() :
:
 . . |
(3.8) |
Для определения времени перемещения на втором участке подставим (3.6) и (3.8) в (3.3):
 . . |
(3.9) |
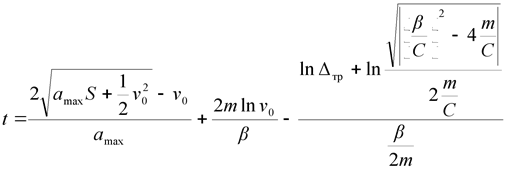
Общее время перемещения с учетом переходного процесса получим подставляя (3.2), (3.4), (3.9) и (2.33) в (3.1):
 . . |
(3.10) |
А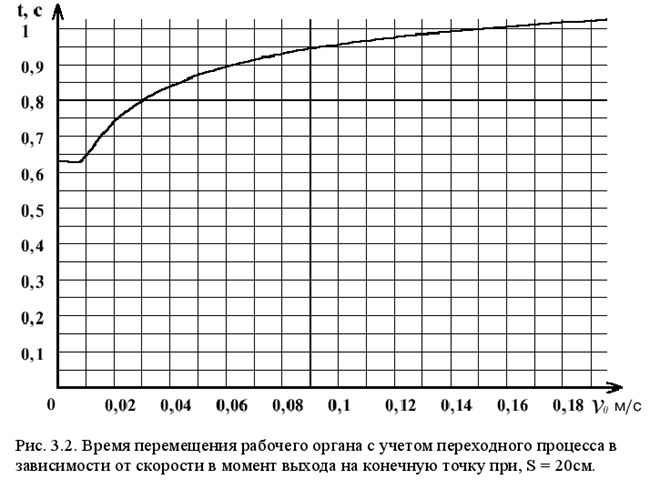
нализируя выражение (3.10) относительно скорости выхода на конечную точку ![]() , получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.2). Из графика видно, что переходный процесс значительно влияет на время перемещения рабочего органа манипулятора.
, получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.2). Из графика видно, что переходный процесс значительно влияет на время перемещения рабочего органа манипулятора.
3.2 Время перемещения рабочего органа манипулятора при малых расстояниях между рабочими точками
Ч
асто возникают случаи, когда расстояние между двумя рабочими точками мало и рабочий орган манипулятора не успевает набрать максимально возможную скорость. При этом траектория движения состоит только из двух участков – разгона и торможения (см. рис. 3.3.). Скорость рабочего органа на участке разгона достигает некоторого значения ![]() , длина этого участка составит:
, длина этого участка составит:
 , , |
(3.11) |
где ![]() – максимальная скорость которую успевает набрать рабочий орган манипулятора;
– максимальная скорость которую успевает набрать рабочий орган манипулятора; ![]() – максимальное ускорение рабочего органа манипулятора.
– максимальное ускорение рабочего органа манипулятора.
На втором участке траектории необходимо производить торможение рабочего органа в связи с тем что по достижению конечной точки его скорость должна иметь значение ![]() , при этом длина второго участка составит:
, при этом длина второго участка составит:
 , , |
(3.12) |
тогда складывая выражения (3.11) и (3.12) получим суммарное перемещение рабочего органа:
 . . |
(3.13) |
Зная расстояние между двумя рабочими точками, из (3.13) получим выражение для определения максимально достигнутой скорости:
 . . |
(3.14) |
Используя (3.14) определим время перемещения рабочего органа на первом:
 , , |
(3.15) |
и втором участке:
 . . |
(3.16) |
Суммируя выражения (3.15), (3.16) и (2.33) получим выражение для определения времени перемещения с учетом переходного процесса при условии, что рабочий орган не успевает набрать максимальную скорость:
 |
(3.17) |
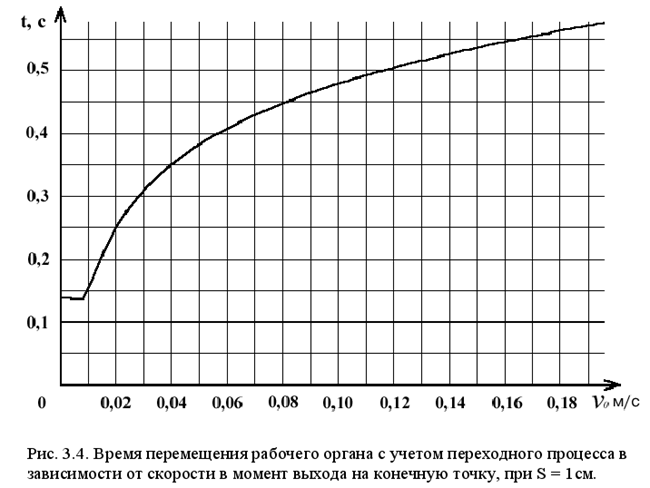
Анализируя выражение (3.17) относительно скорости выхода на конечную точку ![]() , получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.4) для малых перемещений рабочего органа.
, получаем график времени перемещения рабочего органа манипулятора с учетом переходного процесса (см. рис.3.4) для малых перемещений рабочего органа.
3.3 Получение оптимальной скорости в момент выхода на конечную точку
Анализ выражений (3.10) и (3.17) показывает (см. рис. 3.2, 3.4), что время перемещения рабочего органа будет минимально при таком значении скорости ![]() , когда переходный процесс в системе отсутствуют, то есть максимальная амплитуда колебаний не превышает допустимой погрешности позиционирования
, когда переходный процесс в системе отсутствуют, то есть максимальная амплитуда колебаний не превышает допустимой погрешности позиционирования ![]() . Для определения скорости
. Для определения скорости ![]() , достаточно прировнять к нулю выражение (2.33):
, достаточно прировнять к нулю выражение (2.33):
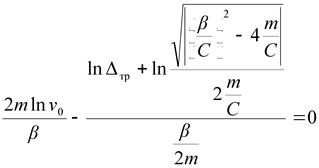 . . |
(3.18) |
Решение (3.18) относительно ![]() имеет вид:
имеет вид:
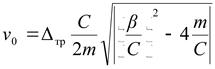 . . |
(3.19) |
Выражение (3.19) определяет такое значение скорости в момент выхода на конечную точку при которой амплитуда переходного процесса не превышает предельно допустимого значения, а следовательно время перемещения рабочего органа определяемое выражениями (3.10) и (3.17) минимально.
Анализ графиков зависимости времени перемещения с учетом переходного процесса от скорости выхода на конечную точку (см. рис. 3.2, 3.4.) показывает, что скорость выхода значительно влияет на время перемещения рабочего органа и отклонение скорости в большую сторону от расчетного значения ведет к значительным потерям времени за счет увеличения длительности переходного процесса.
Если проанализировать выражения (3.10) и (3.17) относительно допустимой погрешности позиционирования ![]() , то можно сделать вывод, что при увеличении допустимой погрешности позиционирования (см. рис. 3.5, 3.6.) наблюдается уменьшение времени перемещения, что можно использовать на операциях с низким требованием к точности, хотя это уменьшение весьма не значительное.
, то можно сделать вывод, что при увеличении допустимой погрешности позиционирования (см. рис. 3.5, 3.6.) наблюдается уменьшение времени перемещения, что можно использовать на операциях с низким требованием к точности, хотя это уменьшение весьма не значительное.


4.Программные средства для исследования динамической модели портального манипулятора
4.1 Программа для вычисления параметров переходного процесса портального манипулятора
Для исследования полученной динамической модели, построения графиков приведенных в работе, использовалась программа “Модель портального манипулятора МРЛ-901П в момент позиционирования” (см. рис. 4.1). Программа разработана для среды WIN32 API на языке C++ с использованием компилятора Borland C++ 5.02 и может выполняться на операционных системах Windows 95/98 и Windows NT.
В
ычисление параметров переходного процесса в программе осуществляется с использованием выражения (2.31) при помощи которого вычисляется амплитуда колебаний рабочего органа манипулятора. По полученным значениям строится график переходного процесса и график зависимости времени переходного процесса от точности позиционирования.
В
вод исходных данных осуществляется при помощи диалогового окна “Исходные данные” при выборе пункта меню “Расчет/Переходный процесс” (см. рис. 4.2). В диалоговое окно (см. рис. 4.3) вводятся необходимые исходные данные. После ввода исходных данных программа вычисляет амплитуду и длительность переходного процесса и выводит результаты расчетов в виде графиков.
4.2 Программа для вычисления времени переходного процесса и оптимальной скорости
Для практического использования динамической модели при разработке технологических процессов, вычисления главных параметров – времени переходного процесса и оптимальной скорости позиционирования, используются выражения (2.33) и (3.19), которые были использованы при создании программы “Mrl” (см. рис. 4.4).
П
рограмма “Mrl” использует текстовую консоль для ввода и вывода данных. Исходные данные и результаты вычислений записываются в файл. При необходимости, для задания имени файла результатов вычислений, можно использовать параметры командной строки.
Программа написана на языке С++ с использованием стандартных функций и может быть откомпилирована для работы в операционных системах Dos, WIN32 и UNIX. Текст программы приведен в приложении к данной работе.
5. Экономика и организация производства
5.1 Организация и планирование НИР и ОКР
5.1.1 Классификация и этапы НИР
Научные исследования подразделяются на фундаментальные, поисковые и прикладные. Фундаментальные исследования могут быть как теоретическими, так и экспериментальными. Основой фундаментальных исследований является открытие новых принципов и закономерностей, которые могут быть использованы при создании новой техники, принципиально отличающейся от существующей. Поисковые исследования базируются, как правило, на фундаментальных и, используя новые принципы позволяют создавать новые направления развития техники, обеспечивающей значительное повышение производительности труда и качества выпускаемых изделий. Прикладные исследования позволяют на основе фундаментальных и поисковых работ решить конкретные научные проблемы, обеспечивающие создание новых изделий и технологических процессов.
Данная НИР классифицируется как поисковая. Исследования, проведенные в данной работе, позволяют определить степень влияния на быстродействие манипулятора такого важного фактора, как переходный процесс, возникающий под действием инерционных сил при остановке электроприводов. В результате исследований были получены выражения для расчета оптимальных параметров при которых достигается максимальное быстродействие манипулятора.
При проведении НИР в НИИ, КБ и учебных заведениях различают несколько основных этапов.
Первый этап – разработка технического задания. На этом этапе уточняются задачи исследования, разрабатываются технико-экономическое обоснование темы. При выполнении данной НИР, на первом этапе, была обоснована необходимость расчета переходных процессов. Выбран способ получения динамической модели в форме уравнений Лагранжа второго рода.
Второй этап – выбор направления исследования – осуществляется сбор и изучение литературы, проводятся патентные исследования, ориентировочно оценивается экономическая эффективность, разрабатывается общая методика проведения исследования (план-график и др.). На втором этапе при выполнении данной работы были изучены способы построения подобных моделей на основе сборников научно-технических статей. Определен способ получения входных параметров модели. На основе уравнений Лагранжа второго рода были выведены выражения для определения времени переходного процесса и оптимальных значений параметров движения рабочих органов манипулятора.
На третьем этапе проводятся теоретические и экспериментальные исследования. Теоретические исследования включают проверку научных и технических идей. Для этого изучается и анализируется документация, литературные источники, аналоги. Разрабатываются методика исследований, схемы, теоретические обоснования, расчеты, выявляется необходимость экспериментальных работ, составляется методика их проведения. В результате устанавливается степень соответствия получаемых данных расчетам и теоретическим выводам. По результатам вносятся исправления в разработанные схемы, расчеты, проекты. На третьем этапе была определена степень адекватности динамической модели экспериментальным данным. Были уточнены способы получения входных параметров. Получена динамическая модель манипулятора достаточно точно соответствующая экспериментальным исследованиям.
5.1.2 Особенности управления созданием НТП в условиях рынка
На современном этапе развития народного хозяйства цивилизованный рынок необходимо рассматривать как средство повышения эффективности общественного производства. Важнейшим компонентом рыночных отношений является научно-техническая продукция. Эта продукция, созданная на базе использования последних достижений развития науки и техники, позволяет полнее удовлетворять потребности человека, снизить общественно необходимые затраты на производство изделий, обеспечить развитие существующих и перспективных сфер рынка. Малейшая недооценка развития науки и техники в условиях рынка приводит к ослаблению позиций в конкурентной борьбе и в конечном счете к банкротству в хозяйственно-производственной деятельности.
В условиях рынка к неизменно актуальным вопросам управления научно-конструкторскими организациями относятся: выявление потребностей сегодняшнего рынка; оценка уровня технологического развития и научно-технических достижений, их влияние на состояние существующего рынка, на создание новых рынков и возникновение новых потребностей; возможное изменение требований рынка к научно-технической продукции в будущем.
Как известно, современный рынок существенно отличается от рынка свободной конкуренции на котором выступали раздробленные и незнающие ничего друг о друге агенты рынка. В эпоху развития научно-технического прогресса общественные связи между производством и потребителями делаются устойчивее, становится возможным выявить вероятный спрос и предложения рынка, осуществить приблизительную оценку размеров рынка. Глубина и достоверность данных, характеризующих требования и предложения рынка научно-технической продукции в существенной мере определяются состоянием анализа научно-технической информации, соответствующих экономико-статистических материалов.
В управлении разработками научно-технической продукции в условиях рынка крайне важно также полнее учитывать закономерности инновационного процесса. Как известно, по характеру рыночных целей различаются такие инновационные процессы: а) ориентированные на снижение общественно необходимых затрат при производстве изделий и получении прибыли; б) предусматривающие модернизацию выпускаемой продукции; в) создание принципиально новой продукции.
При выборе направлений НИР и ОКР, предусматривающих создание новых продуктов и модернизацию существующих изделий, важно учитывать закономерности кривой жизненного цикла изделий, в соответствии с которой экономическая эффективность совершенствования технических параметров изделий, в зависимости от стадий, разная. Это обусловлено тем, что каждое научно-техническое решение в своем развитии имеет предел.
Необходим учет особенностей научно-технического продукта. Например, большой период цикла "НИР – ОКР – внедрение". Поэтому в ходе планирования разработок на перспективу возникает задача выявить будущего заказчика научно-технического продукта, формирование возможных требований к продукту, определение оптимального времени на разработку и освоение научно-технического товара.
5.1.3 Характеристика инновационного процесса в современных условиях
Ключ к выходу из экономического кризиса лежит в освоении основанного на крупных изобретениях базисных инноваций обеспечивающего переход к новым поколениям техники в ведущих секторах экономики. Технологический переворот возможно осуществить лишь на основе включения в мировой инновационный процесс, поиска и освоения технологических и рыночных ниш, опираясь на стратегию “лазерного луча”, обеспечением патентозащищенности конкурентоспособной продукции.
Замкнутость в инновационной политике и практике, отрыв от мирового научно-технического прогресса привели к падению конкурентоспособности отечественной продукции на мировом рынке (а теперь и на внутреннем, все более наводняемом импортными товарами), и растущему отставанию от высшего мирового технического уровня. Преодолеть эту тенденцию невозможно, опираясь только на собственные силы, без включения в мировое сообщество. При этом необходима селективная научно-техническая политика, с выделением трех секторов в инновационной пирамиде. В вершине ее лежит сравнительно узкий сектор прорывных технологий, основанный на отечественных изобретениях, которые могут обеспечить приоритет и высокую конкурентоспособность на узком сегменте мирового рынка и принести значительный доход при умелой и масштабной реализации приоритета.
Следующий, более широкий сектор – где есть возможность, опираясь на отечественные и зарубежные лицензии организовать на равных разработку, производство и поставку на рынок конкурентоспособной современной продукции. Большие возможности в этом плане предоставляет конверсия военной науки и промышленности, где немало крупных, прежде засекреченных изобретений и технологий могут быть использованы для производства такой продукции.
Третий, еще более широкий сектор –
29-04-2015, 04:09