АННОТАЦИЯ
В настоящем проекте приведена краткая характеристика закрытого акционерного общества «старобельский механический завод» Старобельского района Луганской области. Сделан анализ, сложившейся в хозяйстве ремонтно – обслуживающей базы, указаны её преимущества и недостатки.
Для устранения выявленных недостатков было принято решение о необходимости постройки в хозяйстве цеха по ремонту станочного оборудования с годовой программой 150 станков в год, и трудоемкостью работ 59565 чел ч.
Приводятся необходимые технологические расчеты цеха и участков.
Предлагается конструкция устройства для измирения конусности и овальности валов а также конусности прямоугольных деталей. Приводятся необходимые кинематические и прочностные расчеты, которые доказываю работоспособность и надежность конструкции.
Целесообразность применения предлагаемой конструкции доказывается экономическими расчетами.
Освещены также вопросы безопасности и экологичности.
Пояснительная записка проекта выполнена на (……) листах, графическая часть – 9 листах формата А1.
Контроль качества работ по техническому обслуживанию и ремонту
Наблюдение за состоянием находящегося в эксплуатации оборудования производят дежурные слесари и механики цехов. Контроль за состоянием установленного на предприятии оборудования осуществляет инспекторская группа ОГМ.
Контроль предусматривает:
проверку качества технического обслуживания оборудования операторами (станочниками), его смазывания, чистки, соответствия применяемых режимов обработки установленным технологическим процессам;
выяснение причин преждевременного выхода оборудования из строя;
проверку качества режущего инструмента;
проверку правильности передачи оборудования от смены к смене;
проверку выполнения требований, занесенных в журнал передачи смен.
При нарушении обслуживающим персоналом правил эксплуатации и ухода за оборудованием механик цеха и инспектор ОГМ принимают необходимые меры вплоть до остановки оборудования.
Проверка качества технического обслуживания оборудования, выполняемого слесарями, смазчиками, электриками, электрониками, входит в обязанность мастера РМЦ или цехового механика и контролируется инспектором ОГМ. Проверку на точность прецизионного и отделочного оборудования производит контролер ОТК при участии представителя цеха, а в случае необходимости — представителя измерительной лаборатории.
Численность контролеров ОТК, необходимых для контроля качества ремонта оборудования, рассчитывается по нормам.
Качество работ по техническому обслуживанию и ремонту, выполняемых комплексными бригадами ЦРБ (КРБ), переведенными на нормативно-сдельную оплату труда, контролируют по техническому состоянию парка оборудования, закрепленного за комплексной бригадой. Контроль осуществляет инспектор ОГМ. Обычно применяют способ контроля по числу неплановых ремонтов. Использование числа неплановых ремонтов для оценки состояния оборудования создает материальную заинтересованность комплексных бригад в уменьшении числа отказов, чего можно достигнуть только улучшением качества ремонтных работ и технического обслуживания, а также предупреждением нарушений правил эксплуатации со стороны производственного персонала.
Контроль по числу неплановых ремонтов дополняют выборочной инспекторской проверкой отдельных станков. За показатель принимается среднее число условных дефектов на единицу оборудования, закрепленного за бригадой.
Инспектор производит проверку оборудования, пользуясь типовыми картами инспекторской дефектации в которых перечислены наиболее часто встречающиеся дефекты оборудования данной группы.
Проверке подвергают не менее 60 % оборудования. Затем выводят среднее число дефектов, приходящихся на единицу оборудования, по этому показателю определяются размеры премии, начисляемой комплексной бригаде. Таким образом, ремонтная бригада оказывается материально заинтересованной в том, чтобы закрепленное за ней оборудование всегда находилось в хорошем техническом состоянии.
АННОТАЦИЯ
В настоящем проекте приведена краткая характеристика закрытого акционерного общества «Старобельский механический завод» Старобельского района Луганской области. Сделан анализ, сложившейся в хозяйстве ремонтно – обслуживающей базы, указаны её преимущества и недостатки.
Было принято решение о необходимости постройки цеха по ремонту станочного оборудования с годовой программой 150 станков в год, и трудоемкостью работ 59565 чел ч.
Приводятся необходимые технологические расчеты цеха и участков.
Предлагается конструкция устройства для измерения конусности и овальности валов а также конусности прямоугольных деталей. Приводятся необходимые расчеты, которые доказывают работоспособность и надежность конструкции.
Целесообразность применения предлагаемой конструкции подтверждается экономическими расчетами.
Освещены также вопросы охраны труда и экологичности.
Пояснительная записка проекта выполнена на (……) листах, графическая часть (……) листах формата А1.
Содержание
|
Введение 1. Краткая характеристика предприятия. 2. Годовая программа цеха 2.1 Организационный режим работы цеха. 2.2 Фонд времени 2.3 Схема технологического процесса капитального ремонта станка 2.4 Основные параметры производственного процесса 2.5 Расчет участков мастерской 2.6 Ведомость оборудования цеха 2.7 Расчет площадей участков 2.8. Расчет отопления 2.9. Расчет освещения 2.10 Расчет вентиляции 2.11 Расчет годовой потребности в воде 2.12. Расчет электроэнергии участков и цеха 2.13 Калькуляция себестоимости ремонта станка 1К62 в мастерской 3. ОХРАНА ТРУДА 3.1 Промышленная санитария 3.2 Охрана окружающей среды 3.3 Устройство заземления 3.4 Расчет контурного заземления 4. КОНСТРУКТОРСКАЯ ЧАСТЬ 4.1 Приспособление для поверки станка на точность 4.2 Устройство и работа приспособления 4.3 Подготовка к работе и порядок проведения измерений 4.4 Расчет балки приспособления 4.5 Экономическая эффективность приспособления 4.6 Безопасность проектируемого приспособления ЛИТЕРАТУРА |
__ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ |
Введение
У любого станка, независимо от того, работает он или простаивает, изменяются физико-механические и геометрические параметры деталей. Одновременно снижаются технико-экономические показатели конструкции, в целом и наступает момент, когда дальнейшая эксплуатация невозможна или становится экономически нецелесообразной. Поэтому в процессе эксплуатации станки требуют технического обслуживания с целью поддержания его технического состояния, а также ремонта для восстановления этих качеств, если эксплуатация становится невозможной.
Тем не менее, если станок (или другая техника) вышла из порядка, то это еще не означает, что все детали и сопряжения утратили свои качества, поскольку детали изготовленные из материалов с разными физико-механическими свойствами и имеют разную интенсивность изнашивания; применение системы допусков на размеры, погрешность формы и шероховатость поверхностей, показатели термической обработки и прочие параметры обуславливают случайность благоприятных и неблагоприятных объединений этих параметров в сопряжениях и, как результат,- разные сроки службы; неодинаковая напряженность работы деталей и узлов; сроки службы элементов отдельных экземпляров станков имеют значительные расхождения вследствие разнообразных условий работы. Известно, что при нормальной интенсивности использования основные агрегаты станков вырабатывают заложенный конструкцией ресурс через 10-12 лет при односменной работе.. Создавать же технику, которая не будет требовать ремонта весь период эксплуатации, экономически не оправданно, и и достичь этого в недалеком будущем невозможно.
Как показывают опыты и практика, с одной стороны, ремонта стеночного оборудования избегнуть технически невозможно, а с второго - он есть экономически целесообразный. Ведь большинство изношенных деталей имеет высокую остаточную стоимость: при их восстановлении расходуется в 20-30 раз меньше металла и материалов, чем при изготовлении новых. Например, свыше 90 % деталей, отнесенных к категории полностью непригодных к дальнейшей работе, имеют снос всего 0,1-0,3 мм по диаметру, то есть утратили меньшее 0,5-0,1 % массы, и после восстановления 65-75 % их общего количества практически можно использовать вторично.
Эффективное выполнение всех видов ремонтных работ и технического обслуживания станочного оборудования с применением прогрессивных технологий может быть обеспеченное широко развитой системой научных, производственных и других структур. Поэтому необходимо создавать и постоянно совершенствовать ремонтно-обслуживающую базу.
1. Краткая характеристика предприятия.
Полное название: закрытое акционерное общество «Старобельский механический завод».
Юридический адрес: 92700 Луганская область, г. Старобельск, ул. Р. Люксембург 78.
Номер и дата регистрации предприятия: 25 декабря 1998г.
Полное название и юридический адрес объединения, в состав-которого входит предприятие: Республиканское объединение Украгропромреммаш, г. Киев, пр-кт Освободителей 3.
Форма собственности: коллективная.
Обоснование организационно правовой формы предприятия и перспективы ее дальнейшего совершенствования 25.12.1998г.: коллективное предприятие «Старобельский ремонтно-механический завод» реорганизовано в закрытое акционерное общество «Старобельский механический завод».
Краткая справка о деятельности предприятия.
Основной производственной деятельностью завода является продукция промышленно-производственного назначения, что определяет его финансово-экономическое состояние. Снижение объемов производства связано в первую очередь с неплатежеспособностью предприятия от потребителей. Из-за общего экономического кризиса в стране предприятие испытывает огромные трудности с реализацией продукции. Отсутствие денежных средств на предприятии не позволяет заводу своевременно обеспечить производство необходимыми материалами и комплектующими изделиями, а система бартерных расчетов не всегда себя оправдывает.
Состав завода
|
№ п/п |
Наименование |
Пло щадь В т. ч. общая |
|
|
общая |
производственная |
||
|
1 |
Экспериментальный участок |
6320 |
5400 |
|
2 |
Механосборочный цех |
6248 |
5471 |
|
3 |
Участок кап. ремонта станков |
510 |
470 |
|
4 |
Ремонтно-инструментальный участок |
1394 |
1058 |
|
5 |
Участок литейного производства |
2158 |
1750 |
|
6 |
Энерго-механический отдел |
968 |
782 |
|
7 |
Прочие службы |
5687 |
|
|
Всего: |
23285 |
14931 |
|
Учитывая сегодняшнее положение дел со сбытом продукции, завод взял направление на увеличение производства вентиляторов и электронасосов, а также расширение их номенклатуры.
Характеристика рынков сбыта и предложения об оптимизации системы продажи.
Реализация продукции осуществляется по заранее заключенным договорам или по заказам.
К сожалению, в связи с массовой неплатежеспособностью предприятий Украины более 90 % товарной продукции реализуется путем бартерного обмена, что ставит завод в крайне тяжелое финансовое положение.
Сегодня завод поддерживает деловые отношения:
1. г. Киев - «Машснабсбыт», «Укрлпемаш», МЧО «Лиман, МЧП «Спрос»
«Укртехкомплект», ООО «ТТ», ЧПО «Вентсистемы», АО «Харьковмаш», «Промкомплект»
3. г.Дубны- МПП «Электромашсервис»
4. г. Донецк - «ДВЗ», «Маршупольский металлургический комбинат им. Ильича»
5. г. Днепропетровск - «Атомкомплект»
6. г. Винница - «Электромашснаб»
7. г. Москва - фирма «Веза»
8. г. Тирасполь - «Электромаш»
9. Алчевский металлургический комбинат
Партнерские отношения установлены с Луганским магазином «1001 мелочь», «Луганские товары», «Универмаг», в г. Северодонецке магазины - «Лотос», «Кристалл», «Товары для дома».
Для расширения рынка сбыта осуществляется программа по сертификации продукции, что даст большую возможность выхода нашей продукции в страны СНГ и в первую очередь в приграничные страны (Россия, Молдавия, Белоруссия, Литва).
Организационная структура управления
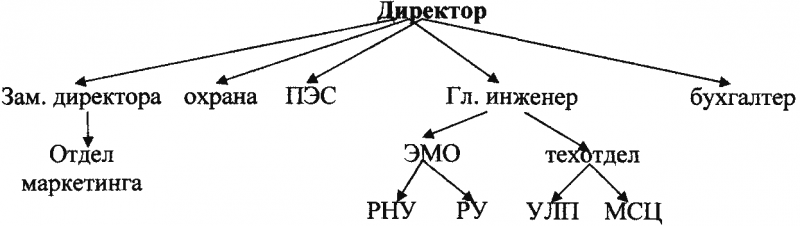
Структура завода
|
Основные цеха |
Вспомогательные цеха |
Заводоуправление |
Социальная сфера |
|
Литейный |
Инструментальный |
администратор |
Столовая |
|
Авторемонтный |
Энергомеханический ЭМО |
Все отделы ПЭО: Бухгалтерия Отдел сбыта Отдел маркетинга Отдел кадров |
Медпункт |
|
механический |
Автотранспортный |
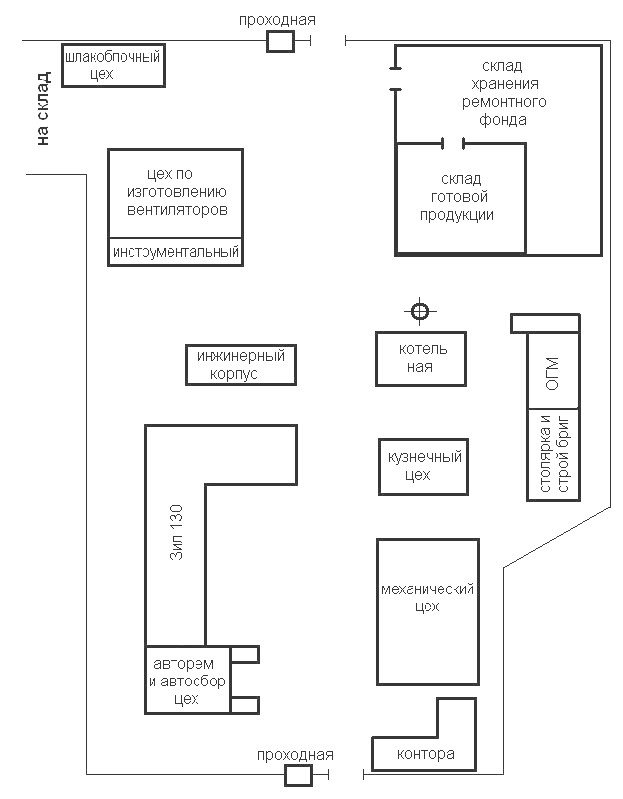
План территории Старобельского механического завода
2. Годовая программа цеха
В Луганской области 19 административных районов, в которых было 330 колхозов и совхозов, как минимум в каждом хозяйстве было 2 токарных и 2 сверлильных станка, один из которых настольный. В каждом районе имелось РТПВ мастерких которых было не менеестанков: 4 токарных, 3 сверлильных, 2–3 настольных сверлильных и 1 фрезерный, станок для шлифовки коленчатых валов ( на 4 РТП), табл 1.
Капитальный ремонт проводят 1 раз в 10–12 лет при односменной работе станков.
Таблица 1
Количество станков в Луганской области
|
Наименование станков |
Количество |
|
Для шлифовки валов |
5 |
|
Фрезерных |
19 |
|
Токарных |
736 |
|
Сверлильных |
387 |
|
Настольных сверлильных |
387 |
|
Общее количество станков |
1534 |
Следовательно,
если принять
что один станок
ремонтируется
один раз в 11 лет,
то годовая
программа
139 станков в год подвергается капитальному ремонту при односменной работе.
С учетом перспективы развития предприятия принимаем программу 150 станков в год (табл 2).
Таблица 2
Годовая программа цеха
|
Наименование станков |
Количество |
|
Для шлифовки валов |
1 |
|
Фрезерных |
3 |
|
Токарных |
70 |
|
Вертикально-сверлильных |
39 |
|
Настольных сверлильных |
37 |
|
Итого |
150 |
Устанавливаем категории ремонтосложности механической и электрической части станков [1]
Таблица 3
Категория ремонтосложности станков
|
Наименование Станков |
Модель тип |
Категория ремонтосложности |
||
|
Механичес- кой части |
Электрической части |
|||
|
всего |
Электро- двигателей |
|||
|
1К62 |
11 |
8.5 |
5,5 |
|
НС-12 |
5,5 |
1,5 |
1 |
|
2А135 |
8 |
5,5 |
2 |
|
6Н82 |
12 |
11 |
3,5 |
|
3А423 |
15 |
7,5 |
2,5 |
Таблица 4
Трудоемкость ремонтных работ на единицу ремонтной сложности механического оборудования
|
Работа |
Тип работ |
|||
|
Слесар- ные чел∙ч |
Станоч- ные чел∙ч |
Прочее чел∙ч |
Всего чел∙ч |
|
|
Осмотр |
0,75 |
0,10 |
– |
0,95 |
|
Осмотр перед средним и капитальным ремонтом |
1,0 |
0,1 |
– |
1,1 |
|
Малый ремонт |
4,0 |
2,0 |
0,1 |
6,1 |
|
Средний ремонт |
16,0 |
7,0 |
0,5 |
23,5 |
|
Капитальный ремонт |
23,0 |
10,0 |
2,0 |
35,0 |
Таблица 5
Трудоемкость ремонтных работ на единицу ремонтной сложности электротехнического оборудования
|
Работа |
Тип работ |
|||
|
Слесар- ные чел∙ч |
Станоч- ные чел∙ч |
Прочее чел∙ч |
Всего чел∙ч |
|
|
Малый ремонт |
1,0 |
0,2 |
– |
1,2 |
|
Средний ремонт |
5,0 |
1,0 |
1,0 |
7,0 |
|
Капитальный ремонт |
11,0 |
2,0 |
2,0 |
15,0 |
Годовая программа цеха приведена в табл. 6
Таблица 6
Годовая программа цеха
|
Наименование оборудования |
Модель тип |
Кол-во шт. |
Трудоемкость, чел∙ч |
|||
|
Механи- ческой части |
Электрической части |
Всего |
||||
|
Всего |
Электро двигател |
|||||
|
Токарно-винторезные |
1К62 |
70 |
26950 |
8925 |
5775 |
35875 |
|
Настольно-сверлильные |
НС-12 |
37 |
7122,5 |
832,5 |
555 |
7955 |
|
Вертикально-сверлильные |
2А135 |
39 |
10920 |
3217,5 |
1170 |
14137,5 |
|
Универсально-фрезерный |
6Н82 |
3 |
1260 |
495 |
157,5 |
1755 |
|
Станок для шлифовки коленчатых валов |
3А423 |
1 |
525 |
112,5 |
37,5 |
637,5 |
|
Итого |
46777,5 |
13582,5 |
7695 |
60360 |
||
Исходя из экономической целесообразности, принимаем, что ремонт электродвигателей будет выполнятся на стороне, в специализированной мастерской.
Объем ремонтно-обслуживающих работ передаваемых на сторону
 чел ч. (1)
чел ч. (1)
Объем ремонтно-обслуживающих работ выполняемых в цехе.
 чел ч. (2)
чел ч. (2)
За приведенный ремонт принимаем трудоемкость капитального ремонта токарно–винторезного станка 1К62
Трудоемкость капитального ремонта станка 1К62
Ткап=(11*35)+(3*15)=430 чел∙ч
Количество приведенных ремонтов
Ку=Кц/430 =59565/430=138,52(3)
2.1 Организационный режим работы цеха.
Количество рабочих дней в году – 254
Количество работы смен в сутки – 1
Продолжительность смены – 8 ч.
Продолжительность рабочей недели – 5 дн.
Равномерность загрузки мастерской в течении года – равномерная
2.2 Фонд времени
Различают фонды времени рабочих, оборудования и цеха
Годовые фонды времени рабочих подразделяются на номинальные и действительные. Номинальный фонд времени учитывает полное календарное время работы за планируемый период без учета возможных потерь.
Действительный
фонд времени
 - учитывает
фактически
отработанное
время рабочим
с учетом отпуска
и потерь по
уважительным
причинам.
- учитывает
фактически
отработанное
время рабочим
с учетом отпуска
и потерь по
уважительным
причинам.
Фонды времени определяем по формулам:
номинальный
 ; (4)
; (4)
действительный
![]() ; (5)
; (5)
где
 -
соответственно
число дней в
году календарных,
выходных,
праздничных;
-
соответственно
число дней в
году календарных,
выходных,
праздничных;
 - продолжительность
рабочей смены,
ч.;
- продолжительность
рабочей смены,
ч.;
 - коэффициент,
учитывающий
потери рабочего
времени по
уважительным
причинам
=
0,97.
- коэффициент,
учитывающий
потери рабочего
времени по
уважительным
причинам
=
0,97.
Номинальный
фонд времени
рабочего
 =
2032 часа
=
2032 часа
Годовой
действительный
фонд времени
зависит от
длительности
отпуска и
коэффициента
потерь
действительный
годовой фонд
времени
![]() =
1971 час.
=
1971 час.
Длительность
отпуска рабочего
принять равной
=
24 рабочих дня.
Соответственно,
действительный
годовой фонд
времени рабочего
равен
![]() =1778
часов.
=1778
часов.
Фонд
времени оборудования
![]() при
односменной
работе равен
1990 часов.
при
односменной
работе равен
1990 часов.
Определяем количество рабочих мест
Мрм=Тцрм/Фг=59565/1778=33,5=34 чел. (6)
2.3 Схема технологического процесса капитального ремонта станка
Прием станков в ремонт
Очистка станков
![]()
Предремонтная диагностика
![]()
Разборка станков на узлы и агрегаты
Очистка узлов и агрегатов
Разборка узлов и агрегатов на детали
![]()
Очистка деталей
![]()
Деффектация деталей
![]()
![]()
![]()
Ремонт (восстановление) деталей
Годные
Негодные
![]()
![]()
Комплектование узлов и агрегатов
Запасные части
![]()
Сборка, обкатка и проверка узлов и агрегатов
![]()
Окраска узлов и агрегатов
![]()
Окончательная сборка
![]()
Обкатка и испытания
![]()
Окраска станков
![]()
Выдача станков из ремонта
2.4 Основные параметры производственного процесса
Такт производства
 (7)
(7)
Простой оборудования определяется исходя из нормативов на 1 ед. ремонтной сложности
Нормы простоя при выполнении капитального ремонта оборудования:
Механической части – 1,2 дня
Электротехнической части – 1 день
Таблица 7
Простой оборудования в ремонте
|
Наименование оборудования |
Модель тип |
Категория ремонто- сложности |
Время пребывания в ремонте |
|
|
дней |
часов |
|||
|
Токарно-винторезные |
1К62 |
11 |
13,2 |
105,6 |
|
Настольно-сверлильные |
НС-12 |
5,5 |
6,6 |
52,8 |
|
Вертикально-сверлильные |
2А135 |
8 |
9,6 |
76,8 |
|
Универсально-фрезерный |
6Н82 |
12 |
14,4 |
115,2 |
|
Станок для шлифовки коленчатых валов |
3А423 |
15 |
18 |
144 |
Фронт ремонта
 (8)
(8)
Таблица 8
Трудоемкость на капитальный ремонт станков по видам работ в чел/час на 1 условный станок 1К62 с трудоемкостью капитального ремонта 430 чел/час
|
Вид работ |
% от общей трудоемкости кап. ремонта |
трудоемкость чел ч |
|
|
На 1 прив.эт. станок |
На весь объем работ |
||
|
заготовительные |
0,97 |
4,18 |
579,34 |
|
литейные |
2,07 |
8,89 |
1231,10 |
|
кузнечные |
0,85 |
3,66 |
506,92 |
|
токарные |
17,33 |
74,50 |
10319,53 |
|
фрезерные |
6,93 |
29,80 |
4127,81 |
|
шлифовальные |
3,47 |
14,90 |
2063,91 |
|
слесарные |
49,85 |
214,35 |
29691,28 |
|
электромонтажные |
6,93 |
29,80 |
4127,81 |
|
прессово-штамповочные |
0,24 |
1,05 |
144,84 |
|
термические |
0,55 |
2,35 |
325,88 |
|
газоэлектросварочные |
1,70 |
7,32 |
1013,85 |
|
гальванические |
0,24 |
1,05 |
144,84 |
|
расточные |
3,40 |
14,64 |
2027,70 |
|
наплавочные |
0,55 |
2,35 |
325,88 |
|
малярные |
2,07 |
8,89 |
1231,10 |
|
моечные |
2,86 |
12,29 |
1701,82 |
|
Итого |
100,00 |
430 |
59563,60 |
Исходя из реальных данных 1986 года по распределению трудоемкости работ на один приведенный ремонт по технологическим видам работ.
2.5 Расчет участков мастерской
Таблица 9
Расчет участков мастерской
Годовой объем работ мастерской по производственным участкам.
|
№ п/п |
Наименование участка |
Вид работ выполняемый на участке |
трудоемкость чел ч |
|
|
По видам работ |
По участку |
|||
|
1 |
Приемки и мойки |
моечные |
1701,82 |
1701,82 |
|
2 |
Сборочно-разборочный |
слесарные |
28441,1 |
27922,38 |
|
малярные |
1231,10 |
|||
|
деффектовочные |
1250,5 |
|||
|
3 |
Механический |
токарные |
10319,53 |
18538,95 |
|
фрезерные |
4127,81 |
|||
|
шлифовальные |
2063,91 |
|||
|
расточные |
2027,70 |
|||
|
4 |
Сварочно-термический |
термические |
325,88 |
1665,61 |
|
Газоэлектросварочные |
1013,85 |
|||
|
наплавочные |
325,88 |
|||
|
5 |
Заготовительный |
заготовительные |
579,34 |
2462,2 |
|
литейные |
1231,10 |
|||
|
кузнечные |
506,92 |
|||
|
прессово-штамповочные |
144,84 |
|||
|
6 |
Электромеханический |
электромонтажные |
4127,81 |
4272,65 |
|
гальванические |
144,84 |
|||
Потребное количество производственных рабочих определяется по формуле:
 , (9)
, (9)
где Р- количество рабочих на участке
Ту- годовой объем (трудоемкость) работ на участке чел.-ч.
Фд- годовой действительный фонд времени рабочего, ч.
Количество рабочих на участках приведено в табл. 10
Таблица 10
Количество производственных рабочих по участкам
|
№ п/п |
Наименование участка |
трудоемкость чел.-ч |
Количество рабочих |
|
|
расчетное |
принятое |
|||
|
1 |
Приемки и мойки |
1701,82 |
0,95715 |
1 |
|
2 |
Сборочно-разборочный |
27922,38 |
15,7044 |
16 |
|
3 |
Механический |
18538,95 |
10,4269 |
10 |
|
4 |
Сварочно-термический |
1665,61 |
0,93679 |
1 |
|
5 |
Заготовительный |
2462,2 |
1,38481 |
1 |
|
6 |
Электромеханический |
4272,65 |
2,40307 |
1 2 |
|
Итого |
56563,61 |
31,8131 |
32 |
|
|
Вспомогательный рабочий Комплектовщик - дефектовщик Кладовщик - инструментальщик ИТР: Начальник цеха Мастер Инженер - контролер СКП : Нет МОП: Уборщики Общая численность работников |
1 1 1 1 1 1 1 39 |
Таблица 11
2.6 Ведомость оборудования цеха
|
Позиция |
Наименование участков, оборудования и оснастки |
Марка, тип, модель, ГОСТ |
Кол- во, ед. |
Габарит-ные размеры мм |
Общая площадь заним. оборуд. м2 |
Мощ-ность электр. оборудо-вания, кВт |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 2 3 |
. Приемки имойки Моечная машина Передвижной монтажный стол Шкаф для измерительного инструмента |
ОМ-837Г ОРГ-1468-01-080А ОРГ-1468-07-040 |
1 3 1 |
1200х800 2400х800 860х360 |
0,96 5,76 0,31 |
4,9 |
4 5 6 7 8 9 10 11 12 |
. Сборочно-разборочный Верстак на одно рабочее место Передвижной пост для сборки и ремонта станков Стеллаж для деталей Передвижной монтажный стол Ванна для мойки деталей Шкаф для измерительного инструмента Установка для смазывания и заправки Тележка транспортная ручная Стенд для испытания и регулировки гидроагрегатов Тумбочка для инструмента |
ОРГ-1468-01 ОР-9964 ОРГ-1468-07-320А ОРГ-1468-01-080А ОРГ-1468-18-500 ОРГ-1468-07-040 ОЗ-4967 ПТ-007 КИ-4815 ОРГ-1468-18-830 |
2 1 2 3 1 1 1 2 1 16 |
1200х800 1170х745 1400х500 2400х800 1200х600 860х360 2500х850 1630х875 600х400 |
1,92 0,87 1,4 5,76 0,72 0,31 4,25 1,2 1,43 1,44 |
2,2 22,0 |
13 14 15 16 17 18 19 20 21 22 23 |
. Механический участок Токарный станок Токарный станок Фрезерный станок Расточный станок Шлифовальный станок Настольный заточный станок Верстак на одно рабочее место Тумбочка для инструмента Шкаф для приборов и измерительного инструмента Зубофрезерный Радиально–сверлильный |
1М63 16К20М 6М150 2М614 3Б150 ТА-255 ОРГ-1468-01 ОРГ-1468-18-830 ОРГ-1468-01-010А Комсомолец 2Е52 |
2 3 2 1 1 1 1 10 1 1 1 |
3550х1690 3080х1565 2370х2140 3330х1590 3200х1300 470х330 1200х800 600х400 2400х700 2370х2140 1300х2100 |
5,66 9,64 5,1 5,29 4,16 0,16 1,92 1,44 1,68 5,1 2,73 |
14,2 19,0 7,5 4,6 4,6 4,6 7,5 1,7 |
24 25 26 27 28 29 30 31 32 33 34 |
V. Сварочно-термический Верстак на одно рабочее место Стол сварщика Комплект для пайки Преобразователь сварочный Полуавтомат для сварки в СО2 Набор инструмента для газосварочных работ Ванна для закаливания деталей Камерная эл. Печь Наплавочный станок Установка закалки ТВЧ Тумбочка для инструмента |
ОРГ-1468-01-060А ОКС-7523 ОКС-8815 ПСО-315 М А 547-У 70-798-2227 ОРГ-1468-18-540 Н 15 1М63 ОРГ-1468-18-830 |
1 1 1 1 1 1 1 1 1 1 |
1200х800 1100х750 730х320 1015х590 735х205 562х170 650х400 1600х1100 3550х1690 600х400 |
0,96 1,64 0,23 0,6 0,15 0,09 0,26 1,76 5,66 9 1,44 |
14,0 15,0 14,2 20 |
35 36 37 38 39 40 41 42 43 44 45 46 |
V. Заготовительный Верстак на одно рабочее место Молот пневматический Кузнечный горн Наковальня двурогая Тиски стуловые Ящик для угля Ящик для песка Ларь для кузнечного инструмента Ванна для закаливания деталей Стеллаж для деталей Камерная эл. Печь Тумбочка для инструмента |
ОРГ-1468-01-060А М-4129 2275П ОРГ-1468-07-32 ОРГ-1468-07-32 ОРГ-1468-07-100 ОРГ-1468-18-540 ОРГ-1468-07-320А Н 15 ОРГ-1468-18-830 |
1 1 1 1 1 1 1 1 1 1 1 |
1200х800 1375х805 1100х1000 505х120 320х240 1000х500 500х400 800х400 650х400 1600х1100 600х400 |
0,96 1,1 0,1 0,06 0,07 0,5 0,2 0,32 0,26 0,7 1,76 1,44 |
7 15,0 |
47 48 49 50 51 52 53 |
VI. Электромеханический Верстак на одно рабочее место Передвижной монтажный стол Стенд для испытания эл. оборудования Комплект для пайки Нстольно-сверлильный станок Стеллаж для деталей Тумбочка для инструмента |
ОРГ-1468-01-060А ОРГ-1468-01-080А КИ-2139Б НС-12А ОРГ-1468-07-320А ОРГ-1468-18-830 |
3 1 1 1 1 1 3 |
1200х800 2400х800 1548х885 600х400 700х360 1400х500 600х400 |
0,96 1,92 1,37 0,24 0,25 0,7 1,44 |
2,2 1,2 |
54 55 |
Склад запасных частей Стеллаж для деталей Стол контейнерский |
ОРГ-1468-07-320А
|
2 1 |
1400х500 1500х700 |
2,8 1,05 |
|
56 57 |
Цех Кран подвесной, гр. 12т Кран подвесной, гр. 6т |
1 1 |
2,2 1,2 |
2.7 Расчет площадей участков
Р асчет
площадей участков
производим
по формуле:
асчет
площадей участков
производим
по формуле:
(10)
где: Fоб –площадь, занимаемая оборудованием
-коэффициент проходов.
Н а
участках наружной
мойки, разборки,
ТО и диагностирования,
заправки и
обкатки машин
часть площади
занимают
ремонтируемые
машины. Площадь
этих участков
определяем
по формуле:
а
участках наружной
мойки, разборки,
ТО и диагностирования,
заправки и
обкатки машин
часть площади
занимают
ремонтируемые
машины. Площадь
этих участков
определяем
по формуле:
(11)
Где Fм –площадь, которая занята ремонтируемыми обьектами..
Площадь вспомогательных помещений мастерской определяем в процентах отношение к общей площади производственных участков.
Результаты расчётов заносим в таблицу 12.
Таблица 12
Данные о площадях всех подразделений и помещений мастерской
|
Наименование подразделений и помещений мастерской |
Площадь, занимаемая оборудованием, м2 |
Коэффициент для расчёта площадей |
Площадь,м2 |
|
|
расчётная |
принятая |
|||
|
Приемки и мойки |
7,0 |
3,5 |
24,5 |
25 |
|
Сборочно-разборочный |
26,5 |
4 |
106 |
106 |
|
Механический |
51,3 |
3 |
153,9 |
154 |
|
Сварочно-термический |
11,1 |
4,5 |
50 |
50 |
|
Заготовительный |
6,6 |
4,5 |
29,7 |
30 |
|
Электромеханический |
8,1 |
4,5 |
36,4 |
36 |
|
Склады, кладовые |
3,9 |
3,5 |
13,6 |
20 |
|
Административно-бытовые помещения |
24 |
|||
|
Инструментальный |
6 |
|||
|
Дефектовочно-комплектовочный |
4 |
|||
|
Итого |
114,5 |
414,1 |
455 |
|
|
цеха |
540 |
|||
2.8. Расчет отопления .
Среднегодовой расход тепловой энергии для отопления и вентиляции зданий промышленного типа зависит в основном от наружного объема (строительной кубатуры) здания, типа и характера производства, размещенного в данном здании, расчетных внутренних и наружных температур и продолжительности отопительного периода за год. Одним из основных показателей, определяющих расход тепловой энергии, является максимальный часовой расход тепла для отопления и вентиляции здания.
В курсовом проекте принято, что проектируемый цех находится в Луганской области. Продолжительность отопительного периода = 180 дней (с 15 октября по 15 апреля). Наружная расчетная температура воздуха tн =-24оС. Внутренняя температура помещения tв=+18оС. Средняя температура отопительного периода tс= -1,7оС.
Расчет максимального часового расхода тепла для отопления
Q max от и вентиляции Q max вент здания проводится по следующим формулам:
 (12)
(12)
 (13)
(13)
где Vзд – наружный объем здания, м3 ;
Qуд от , Qуд вент – удельные часовые расходы тепла на отопление и вентиляцию; (в кДж/ч на 1м3 здания при разности внутренней и наружной температуры в 1оС);
Qmax от и Qmax вент - максимальные часовые расходы тепла на отопление и вентиляцию, тыс. кДж/ч.
Нормативы удельного часового расхода тепла для вентиляции зданий даны в таблице 13.
Таблица 13
Нормативы удельного часового расхода
тепла на отопление и вентиляцию зданий
(В кДж/ч на 1м3 при разности внутренней и наружной температуры в 1оС)
|
Наименования и тип зданий |
Наружный объем зданий, тыс. м3 |
Нормативы удельного часового расхода тепла |
|
|
для отопления |
для вентиляции |
||
|
1 |
2 |
3 |
4 |
|
Здания ремонтных мастерских, заводов и другие помещения Мастерские хозяйств и мастерские общего назначения «Агротехсервиса» |
до 5 от 5 до 10 от 10 до 20 от 20 до 50 |
3,14 3,14 – 2,93 2,93 – 2,51 2,51 – 2,09 |
5,44 5,44 – 5,02 5,02 – 4,19 4,19 – 3,14 |
После определения максимального часового расхода тепла для отопления и вентиляции зданий производится расчет среднегодового тепла для этих целей по формулам:
 ,
,
 (14)
(14)

 (15)
(15)
где Qот и Qвент – среднегодовой расход тепла на отопление и вентиляцию, тыс. кДж;
- продолжительность отопительного периода, ч;
Ко, Кв – коэффициенты спроса на тепло и вентиляцию.
Для условий Луганской области, согласно методике 12, коэффициенты спроса на тепло и вентиляцию для зданий мастерских общего назначения находятся по таблице 14.
Таблица 14
Коэффициенты спроса на тепло для отопления и вентиляцию зданий мастерских общего назначения за отопительный период
(в Луганской области)
Количество смен работы |
Коэффициент спроса на тепло для отопления, Ко |
Коэффициент спроса на тепло для вентиляции, Кв |
|
работа проводится в одну смену |
0,237 |
0,117 |
|
работа проводится в две смены |
0,314 |
0,234 |
Общий расход тепла Q в кДж находим по формуле:

 (16)
(16)
Потребное годовое количество топлива для мастерской (мазута, угля или газа) находим по формуле:
 ,
,
 (17)
(17)
где Gтопл – потребность в топливе, кг или м3 ;
здания, МДж;
q – теплотворная способность 1 кг или 1 м3 топлива (для газа), МДж/кг или МДж/м3;
- к.п.д. отопительной системы, равный 0,8.
Теплотворная способность топлива находится по таблице 15 13
Таблица 15
Низшая теплота сгорания
|
Вид топлива |
Ед. измерения |
Теплотворная способность |
|
Мазут |
МДж/кг |
40,1 |
|
Уголь |
МДж/кг |
19,6 |
|
Газ |
МДж/м3 |
35,8 |
Поверхность нагревательных приборов определяем по следующей формуле:
 м2
(18)
м2
(18)
где Qmax от – максимальный часовой расход тепла на отопление, кДж/ч;
Qmax вент - максимальный часовой расход тепла на вентиляцию, кДж/ч;
Fn – поверхность нагревательных приборов, м2;
Kn – коэффициент теплопередачи прибора, МДж/м2 . ч . град
(Kn = 8,37 Дж/м2 . с . град (0,030132 МДж/м2 . ч . град));
tn – средняя расчетная температура теплоносителя в нагревательном приборе, град (60С);
tв – внутренняя температура помещения, град (18С).
2.9. Расчет освещения
Расчет искусственного освещения ведут по "методу ватт".
Для разборочно-сборочного участка подсчитывают количество ламп,
выбирают тип светильников, высоту подвеса и размещают их по участку. Приводят схемы размещения и определения высоты подвеса.
Для остальных участков определяют количество и общую мощность ламп (Вт), необходимую для освещения участка.
Результаты расчетов сводят в таблицу.
Таблица 16
Расчет искусственного освещения
|
Наименование участка |
Площадь пола участка, м2 |
Удельная световая мощность, Вт/м2 |
Общая световая мощность, Вт |
Мощность одной лампы, Вт |
Количество ламп, шт |
|
Разборочно-сборочный |
106 |
13...20 |
1802 |
100 |
18 |
|
Приемки и мойки |
25 |
12...14 |
325 |
75 |
4 |
|
сварочно – термический |
56 |
14...16 |
840 |
100 |
9 |
|
заготовительный |
30 |
14...16 |
450 |
75 |
6 |
|
инструментальный |
6 |
14...16 |
90 |
100 |
1 |
|
механический |
154 |
13...20 |
2618 |
100 |
26 |
|
Электротехнический, |
36 |
12...14 |
468 |
75 |
6 |
|
Дефектовочно -комплектовочный |
4 |
13...20 |
68 |
75 |
1 |
|
Административно-бытовые |
24 |
15...22 |
456 |
75 |
6 |
|
Склады, кладовые |
20 |
8...10 |
180 |
100 |
2 |
|
Проходы, проезды, тамбуры |
50 |
8...10 |
450 |
75 |
6 |
|
Итого |
511 |
7747 |
85 |
2.10 Расчет вентиляции
Вентиляция помещений мастерской предназначена для улучшения условий труда, уменьшения запыленности и задымленности воздуха, повышения сохранности оборудования. На некоторых участках мастерской предусматриваем местные вытяжные вентиляционные установки, которые удаляю воздух непосредственно от мест образования или выхода вредных выделений, а также естественную приточно – вытяжную вентиляцию.
Расчет естественной вентиляции сводится к определению площади критического сечения фрамуг и форточек, которые берутся в размере 2…4% от площади пола.
Таблица 17
Расчет критического сечения форточек
|
Наименование помещений |
Площадь пола, м2 |
Критическое сечение форточек |
|
|
% |
м2 |
||
|
1 |
2 |
3 |
4 |
|
Разборочно-сборочный |
106 |
3 |
3,18 |
|
моечный |
25 |
4 |
1 |
|
сварочно – термический |
56 |
4 |
2,24 |
|
заготовительный |
30 |
4 |
1,2 |
|
инструментальный |
6 |
3 |
0,18 |
|
механический |
154 |
3 |
4,62 |
|
Электротехнический, |
36 |
3 |
1,08 |
|
Дефектовочно -комплектовочный |
4 |
3 |
0,12 |
|
Административно-бытовые |
24 |
3 |
0,72 |
|
Склады, кладовые |
20 |
3 |
0,6 |
Искусственную вентиляцию применяем в тех случаях, когда часовая кратность обмена воздуха в помещении больше трех. Для таких помещений рассчитываем величину воздухообмена
L = V x K ; (22)
где L – необходимый воздухообмен, м3/ч ;
V – объем помещения, м3 ;
К – коэффициент воздухообмена [9] .
Таблица 18
Необходимый воздухообмен участков мастерской
|
Наименование помещения |
Объем помещения, м3 |
Коэффициент воздухообмена, К |
Расчетный воздухообмен, м3/ч |
Nэл КВт |
|
Приемки и мойки |
25 |
6 |
150 |
0,9 |
|
сварочно – термический |
56 |
6 |
336 |
2,0 |
|
заготовительный |
30 |
6 |
180 |
1,1 |
|
Место окраски |
20 |
8 |
160 |
0,9 |
Необходимая мощность электродвигателя вентилятора находим по формуле
 ; (23)
; (23)
где H – давление развиваемое вентилятором, Па. Для вентиляторов низкого давления
Н = 981 Па [9] ;
 -
коэффициент
запаса
=1,15…1,3
[9] ;
-
коэффициент
запаса
=1,15…1,3
[9] ;
 -
коэффициент
полезного
действия вентилятора
=0,5…0,55
[9] ;
-
коэффициент
полезного
действия вентилятора
=0,5…0,55
[9] ;
29-04-2015, 04:14