Хімічний склад піску(мас. %):
SiO2 – 98,64;
Al2 O3 – 0,44;
Fe2 O3 – 0,65;
в.п.п. – 0,21;
важка фракція – 0,54.
Пісок відповідає ДСТу 22551-77.
2.2. Сировинні матеріали для введення Al2 O3 .
Додавання Al2 O3 в певних кількостях у склад скла сприяє зниженню КТР скла, підвищує механічну та термічну витривалість, поліпшує кристалізаційні властивості. АІ2 О3 вводять у склад скла за допомогою технічного оксиду алюмінію, гідрооксиду алюмінію, польових шпатів, каолінів та ін. Крім того можна застосовувати відходи гірничо-збагачувальних фабрик, полевошпатного та нефелінового концентратів. Для введення АІ2 О3 також використовують пегматити.
Пегматити уявляють собою природну суміш польових шпатів та оксиду кременю. Вміст оксиду алюмінію в них може досягати 20-22%. У вигляді супутніх домішок у пегматитах зустрічаються оксиди заліза, лужноземельних металів, титану. На різницю від польових шпатів, в пегматитах оксиди заліза містяться у вигляді крупнокристалічних включень, і легше піддаються відділенню від основної породи. Al2 O3 вводимо каоліном, що відповідає ДСТу 19609,0-89.
Каолін має наступний хімічний склад(мас. %):
Al2 O3 – 36,7;
Fe2 O3 – 0,52;
CaO – 1,18;
MgO – 0;
SiO2 – 46,35;
в.п.п. – 14,74;
волога – 0,51.
2.3. Сировинні матеріали для ведення оксидів лужноземельних металів
Матеріали, що утримують кальцій.
Оксид кальцію прискорює реакції силікатоутворення, сприяє полегшенню варіння та освітлення, поліпшує виробку скломаси, підвищує його хімічну стійкість.
Оксид кальцію вводять у скло за допомогою вуглекислих солей CaO –1,18, MgO -0, які містять 56% СаО та 44% СО2 . на підприємствах використовують мінеральні різновиди вуглекислого кальцію. Серед них крейда, вапняк, мармур та вапняковий шпат. В цих мінералах міститься до 90-98% СаСО3 ,а все інше –домішки.
Оксид кальцію вводимо крейдою, хімічний склад якої відповідає ДСТу 12085-88.
Крейда Слав’янського родовища має наступний хімічний склад(мас. %):
ΣСаСО3 *MgСО3 – 96,55;
СаСО3 – 95,51;
MgСО3 – 1,04;
Fe2 O3 – 0,03;
волога – 0,07.
Крейда Бєлгородського родовища:
ΣСаСО3 *MgСО3 – 96,65;
СаСО3 – 95,65;
MgСО3 – 1,00;
Fe2 O3 – 0,02;
волога – 0,08.
Матеріали, що утримують магній.
Оксид магнію сприяє поліпшенню кристалізаційних властивостей скла, зниженню КТР, підвищенню механічної витривалості. При одночасному введенні Al2 O3 та MgO поліпшується вироблення скла, підвищується його хімічна стійкість. В якості сировини для введення MgO звичайно використовують доломіт - СаСО3 *MgСО3 – природній подвійний карбонат кальцію та магнію. Доломіт це гірська порода, тому крім СаСО3 і MgСО3 уній містяться домішки SiO2 , Al2 O3 , Fe2 O3 . в залежності від виду та концентрації домішок, доломіт може набувати жовтого, бурого або сірого кольору. Припустимий вміст оксидів заліза, при виготовленні тарного скла, складає не більше ніж 0,05%
У чистому вигляді доломіт містить 30,4% CaO, 21,9 MgO та 47,7% СO2 . Природні доломіти завжди містять домішки піску, глинозему і заліза. Тому постійність складу та мінімальний вміст шкідливих домішок має дуже важливе значення при виготовленні безбарвної тари. У якості матеріалів за допомогою яких можна ввести MgO іноді використовують ( за умови постійності хімічного складу ) магнезит MgСО3 , доломітизований вапняк та ін. MgO вводимо доломітом ДСТу23673,0-79.
Доломіт Докучаєвський(мас. %).
CaO – 34,69;
MgO – 13,64;
Al2 O3 – 0,51;
Fe2 O3 – 0.24;
SiO2 – 4,4.
Доломіт Новотроїцький
CaO – 37,82;
MgO – 14,75;
Al2 O3 – 0,58;
Fe2 O3 – 0.11;
SiO2 – 2,14.
2.4. Сировинні матеріали для ведення оксидів лужних металів
Матеріали, що містять натрій.
Основними матеріалами для введення у скло оксиду натрію є сода та сульфат. У виготовленні скла в якості основного сировинного матеріалу, що містить луги, використовують кальциновану соду, яка містить 58,5 Na2 O та 41,5 СO2 . температура плавлення соди 8510 С. технічна сода для виготовлення скла повинна утримувати не менш ніж 95% Na2 СO3 і не більш ніж 1% Na2 СІ. Сульфат натрію використовують, як замісник соди тому, що він менш дефіцитний і більш дешевий. При варінні скла сульфат важко і повільно розкладається. Сульфат, що не розклався, неповністю засвоюється скломасою, і за рахунок того, що він має меншу щільність, випливає на поверхню, утворюючи луг. Для того, щоб полегшити розкладення сульфату і попередити появу лугу, в шихту вводять відновлювач (вуглець) у вигляді вугілля, коксу, антрациту, деревинного вугілля та ін.
Na2 O вводять за допомогою сульфату в кількостях, які залежать від призначення та способу виготовлення склотари. Таким чином, при виготовленні забарвлених пляшок за допомогою сульфату вводиться 30% Na2 O, і виготовленні напівбілих пляшок – 25% Na2 O, у виробництві безбарвних пляшок – 5% Na2 O.
Оксид натрію частково можна ввести за допомогою гірничих порід, які використовуються для введення інших основних оксидів, що утворюють скло, наприклад Al2 O3 (нефеліни, трахіти, польові шпати, та ін.).
Оксиди лужних металів вводимо за допомогою соди ДСТу 5100-85 та частково сульфату.
Сода має наступний хімічний склад(мас. %):
Na2 СO3 >99,2 (після прожарення);
СІ- <0.5;
в.п.п.<0,8.
Сульфат натрію ОАО „Волжский орхиндоз”
ТУ-21-249-0020416892.
Na2 SO4 – 99,4%.
Сульфат натрію ВАТ ”Черкаське хімволокно”
ТУУ 6-13697008 006-95.
Na2 SO4 – 99,6%.
2.5. Склобій
Раніше існувала думка, що для поліпшення процесу варіння та підвищення якості скла необхідним є введення у шихту певної кількості склобою, але це уявлення не знайшло достатнього практичного підтвердження. Тому тепер кількість бою, що вводиться у шихту, визначається лише кількістю відходів. Разом з цим, введення склобою більше ніж 40% звареної скломаси, є недоцільним, тому, що змінюються деякі властивості скла, пов’язані з його тепловим минулим. Склобій повинен точно відповідати заданому хімічному складу скла, не повинен містити забруднюючи домішки. Розмір кусків склобою повинен бути не більше 80-100 мм [3].
4. Опис технологічного процесу та фізико – хімічних основ процесу
4.1. Складування та зберігання сировини[4]
Кожен вид сировини повинен зберігатися в умовах, котрі виключають його забруднення або змішування різних матеріалів. Склади сировинних матеріалів і складальні цехи розташовуються в одній будівлі, яка складається з трьох приміщень: складу матеріалів, що перевозяться в тарі; складу матеріалів, що перевозяться навалом; складального цеху з відділеннями, підготовки компонентів і приготування шихти.
Склад матеріалів, що підвозяться навалом, обладнаний грейферним краном та залізничною колією. Сировину розвантажують за допомогою механічних завантажувачів у траншею складу.
Склад розділений підпірними стінами на відсіки по числу сировинних матеріалів. Грейферними кранами матеріали переміщуються з траншеї у відсік складу або безпосередньо у відповідний приймальний бункер.
Склад матеріалів, що поставляються у тарі є продовженням складу матеріалів, що поставляються навалом. Підлога складу розташована на рівні залізничних рейок, що введена у приміщення складу. Мішки розвантажуються і укладуться в штабелі за допомогою механічного навантажувача. Висота укладання мішків дорівнює 5 м. Площа складу розрахована на місячний запас кожного виду сировини, крім піску (14 діб), сировини [4].
4.2. Оброблення сировинних матеріалів [4]
Потужність сучасних складальних цехів може становити близько 400-500 т шихти за добу. Звичайно цех складається з відокремлених ділянок: механізованого складу сировинних матеріалів з встановленим в ньому устаткуванням для їх обробки та дозувально – змішувального відділення, у якому розташовано бункери вагової лінії з підготовленими сировинними матеріалами, автоматичні терези для дозування сировинних матеріалів, збірний стрічковий конвеєр, на який висипаються зважені компоненти шихти, змішувач, та проміжні бункери запасні бункери для шихти. Сировинні матеріали підвозять залізничною колією, що проходить всередині складу.
Запас підготовлених сировинних матеріалів становить: пісок – 2 тижні; каолін – 1 місяць; сода – 1 місяць; сульфат натрію – 1 місяць;доломіт – 1 місяць; крейда – 1 місяць. Висота укладення піску та кускових сировинних матеріалів становить 7-7,5 м , мішків з сипучими матеріалами – 5 м.
Процес обробки сировинних матеріалів та приготування шихти включає наступні основні операції: приймання, зберігання, обробку сировини, дозування, зволоження, перемішування доз компонентів шихти.
Обробка сировинних матеріалів виконується на самостійних технологічних лініях.
Залежно від виду, сировинні матеріали піддають відповідній обробці: розтарювання, дроблення, сушіння, помел, просівання. Склобій може підлягати магнітній сепарації, помелу, мокрому або сухому очищенню, просіванню [2].
Розтарювання та розпушення. Для розтарювання сировини, що поступає в мішках , використовуються нестандартні установки для розтарювання з одночасним руйнуванням. Для руйнування матеріалів, що злежуються та грудкуються (сода, селітра та ін.) використовують дезінтегратори, протиральні машини.
Дроблення та помел. Дробленню та помелу піддають: доломіт, склобій.
Для грубого помелу використовують щокові дробарки.

Рисунок 4.1. – щокова дробарка
Для тонкого помелу використовують молоткові дробарки та кульові млини.
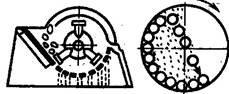
а б
а – молоткова дробарка б–схема кульового млина.
Рисунок 4.2. – устаткування для помелу.
Сушіння. Сушінню піддають пісок, крейду, вапняк, доломіт, сульфат натрію, при умові, що їх вологість більша, ніж потрібно для складання шихти.
Температури сушіння різних матеріалів відрізняються. Температура сушіння піска становить 700-8000 С. Температура сушіння крейди, доломіту та вапняку не повинна перевищувати 4000 С тому, що при більш високих температурах починається термічна дисоціація цих матеріалів. Матеріали вапнякової групи сушаться гірше ніж пісок, тому продуктивність сушильних пристроїв в яких їх сушать значно менше.
Зволожений сульфат натрію часто висушують засобом добавки соди, яка поглинає і зв’язує гігроскопічну вологу сульфату. Якщо вологість сульфату перевищує 20%, то його сушіння дуже важке тому, що при 32.40 С мірабіліт розплавлюється у власній кристалізаційній воді і цей розплав прилипає до стінок сушарень. Тому його подають в зону з температурами 650-7000 С, тоді поверхневий шар зерен швидко висушується і вони не прилипають до стінок сушарень.
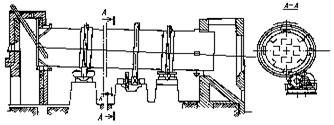
Рисунок 4.3. - прямоточний сушильний барабан
Просівання. Всі сировинні матеріали просіюють. використовують сита-бурати, вібраційні грохоти.
Транспортування. Для транспортування сировинних матеріалів використовують ковшові елеватори, скіпові підіймачі, конвеєри стрічкові. Технологія одержання пляшки включає наступні технологічні процеси: підготовка сировинних матеріалів, дозування компонентів та змішування шихти, завантаження шихти у скловарну піч, варіння скломаси, вироблення скломаси та формування виробів, поверхневе зміцнення, відпал, контроль якості отриманих виробів, пакування та транспортування до складу готової продукції.
Розглянемо процес підготовки сировини більш докладніше.
4.2.1. Лінія підготовки піску
Пісок поступає на склад у залізничних вагонах. Вагони розвантажують за допомогою механічного розвантажника, та переміщують грейферним краном у відділення його зберігання. З цього відділення пісок поступає на сушіння до сушильного барабану. Температура газів на вході в барабан, для сушіння піскутемпература ення пісок поступає на сушіння до сушильного барабану. трічковий конвеєр, аякий висипают ньому устаткуванням для становить 800-9000 С, а на виході – 160-2000 С. Відпрацьовані гази відсмоктуються ексгаустером через розвантажувальну камеру у мультициклон, де осаджується пил. На виході з барабану пісок має температуру близько 900 С, і для його подальшого транспортування його охолоджують у трубчастих холодильниках. Після просушування пісок подається на просіювання, та магнітну сепарацію, а потім у бункери вагової лінії.
4.2.2. Лінія підготовки доломіту
З відповідних відсіків складу крупно кусковий доломіт поступає у приймальний бункер щокової дробарки. Куски матеріалу після дроблення мають розмір 4-7 см. Подрібнений доломіт поступає на сушіння у сушильний барабан, де він висушується до остаточної вологості 0,1-1%. Для запобігання термічної дисоціації доломіту його сушать при температурах не вище 4000 С. Для помелу доломіту можна використовувати молоткові дробарки. Після помелу матеріал поступає на контрольний просів та магнітну сепарацію, а потім у бункери вагової лінії.
4.2.3. Лінія підготовки соди та сульфату натрію
Сода та сульфат натрію розвантажуються, транспортуються, зберігаються та оброблюються за однаковою схемою, тому, що на цей день переважно використовуються синтетичні матеріали, які мають практично постійні показники якості. Сода та сульфат натрію поступають на завод у паперових мішках або навалом у критих вагонах. Якщо матеріали поступають фасованими, то їх розтарюють за допомогою нестандартних машин. З цих машин соду та сульфат натрію елеваторами подають у відповідні силосні банки. З силосних банок соду та сульфат натрію елеватором подають на просів у сита-бурати, які розташовано над бункерами вагової лінії.
4.2.4. Лінія підготовки склобою
Під час виробництва склотари утворюється 10-15% бою, який повторно використовують під час варіння скломаси. Бой скла, що утворюється на різних ділянках технологічного процесу, збирають у бункери та після відповідної обробки використовують для варіння скла.
Обробка склобою включає промивку, подрібнення у щоковій дробарці
4.2.5. Підготовка інших матеріалів
Підготовка каоліну, вугілля зводиться до завантаження у приймальні бункери, контрольного просіву та завантаження до бункерів вагової лінії.
4.3. Дозування компонентів та змішування шихти
Поточні лінії дозувально - змішувальної ділянки включають:
1) розташовані по горизонтальній осі бункери з готовими до змішування сировинними матеріалами;
2) розташовані під бункерами автоматичні терези з пристроями для завантаження та вивантаження відважених компонентів шихти у відповідності з заданим рецептом;
3) збірний стрічковий конвеєр, який розташовано під терезами, на який висипаються відважені порції сировинних компонентів, призначений для подавання їх у змішувач;
4) змішувач періодичної дії;
5) транспортуючі пристрої для подавання готової шихти до ванної печі.
Для виготовлення шихти використовують підготовлені сировинні матеріали.
Зважування сировинних матеріалів виконують на окремих вагових лініях. Шихту складають з сировинних матеріалів, які повинні відповідати певним вимогам стандартів.
Пісок кварцовий ДСТу 22551-77;
Сода кальцинована ДСТу 5100-85;
Сульфат натрію ДСТу 6318-77;
Доломіт ДСТу 23762-79;
Каолін ДСТу 21285-75;
Крейда ДСТу 12085-88;
Барвники (якщо це потрібно).
Рецепт шихти на заданий хімічний склад скла розраховується лабораторією заводу з урахуванням лужності, вологості сировинних матеріалів. Компоненти шихти відважуються у відповідності до рецепту і в послідовності, яка вказана у рецептурі. Для склотарного цеху послідовність від важення сировинних матеріалів наступна: – пісок, каолін, сода, сульфат натрію, крейда, доломіт, вода.
Вагове дозування компонентів шихти проводиться на дозуючих лініях, які оснащенні вагами ДВСТ. Припустимі відхилення по вазі окремих компонентів шихти вказані у таблицях 4.1 – 4.3. Приготована шихта повинна забезпечувати отримання зеленого скла хімічного складу, який також наведено в таблицях 4.1 – 4.3.
Таблиця 4.1 – хімічний склад зеленого скла
| SiO2 | Al2 O3 | Fe2 O3 | СаО+MgО | Na2 O | SO3 | Cr2 O3 |
| 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,15 |
| ±0,5% | ±0,5% | ±0,04% | ±0,2% | ±0,2% | ±0,02% | ±0,02% |
Таблиця 4.2 – хімічний склад оливкового скла
| SiO2 | Al2 O3 | Fe2 O3 | СаО+MgО | Na2 O | SO3 | Cr2 O3 |
| 71,2 | 1,8 | 0,3 | 12,2 | 14,2 | 0,3 | 0,1 |
| ±0,5% | ±0,5% | ±0,04% | ±0,2% | ±0,2% | ±0,02% | ±0,02% |
Таблиця 4.3 – хімічний склад коричневого скла
| SiO2 | Al2 O3 | Fe2 O3 | СаО+MgО | Na2 O | SO3 |
| 71,2 | 2,8 | 0,3 | 11 | 14,3 | 0,3 |
| ±2% | ±1,3% | ±0,04% | ±1,3% | ±0,9% | ±0,02% |
На шляху до печі розташовано резервні бункери для готової шихти, які розраховано на дві зміни роботи печі.
4.4. Завантажування шихти[2]
Завантаження шихти у скловарну піч здійснюється за допомогою механічних завантажувачів плунжерного типу. Принцип дії завантажувача полягає у регулярному проштовхуванні порцій шихти і бою в піч за рахунок зворотного – поступово руху плунжера. Шихту завантажують по всьому фронту завантажувального кармана, ширина якого у сучасних печах практично дорівнює ширині печі. Для спрощення конструкції та обслуговування заванжувачів їх встановлюють 5-6 заванжувачів поряд. Режим живлення печі шихтою та боєм виконується у відповідності до витрат скломаси на виготовлення виробів. Годинна подача шихти та бою в піч повинна точно відповідати з`єму скломаси. Співвідношення завантаженої шихти і склобою повинно знаходитися у межах: шихти-бою70-30%, 60-40%, 50-50%. Відхилення від встановленого співвідношення не повинно перевищувати ±5%.
Якщо об’єм подавання шихти буде відрізнятися від з’єму скломаси, то це приведе до коливання рівня дзеркала в печі. В свою чергу це негативно впливає на стан футерівки і якість скломаси, що виробляється. Коливання рівня скломаси повинні складати не більше ніж ±0,5мм.
Для підтримання постійного рівня скломаси завантажувальники працюють в автоматичному режимі і зв‘язані з рівнеміром “клюючого” типу.
4.5. Варіння скломаси[2],[3]
Процес варіння скла уявляє собою складний комплекс фізико – хімічних перетворень, явищ тепло та масообміну, в результаті яких сировинні матеріали – шихта перетворюється у розплав – скломасу із визначеними фізико – хімічними властивостями. Шихта під дією високих температур, які виникають під час спалення палива, розплавляється, гомогенізується, охолоджується та поступає на виробляння.
Процес склоутворення протікає в декілька етапів.
Силікатоутворення. До кінця цього етапу у шихті не залишається окремих компонентів. Більшість газоподібних компонентів вже видалено, складові частки перетерпіли ряд фізичних та хімічних перетворень. Між компонентами шихти пройшли всі основні твердофазні реакції і вона уявляє собою спечену масу, яка складається з силікатів та оксиду кременю.
Склоутворення. Цей етап характеризується тим, що наприкінці етапу скломаса стає прозорою. В ній вже відсутні не проварені частки шихти, адже вона ще пронизана великою кількістю бульбашок та звивин і залишається неоднорідною. Для звичайного тарного скла цей етап скінчається при 1150-12000 С. На цьому етапі проходить забарвлення скла. Забарвлення здійснюється у відновлювальних умовах, які забезпечуються введенням вугілля. Скло набуває коричневого кольору внаслідок утворення в ньому FeSпо реакції, яку у загальному вигляді можна записати:
![]()
FeS – молекулярний барвник, має добрі захисні властивості по відношенню до променів короткохвильової частини спектра, тому забарвлення сульфідом заліза широко використовують у виробництві пляшок для пива, склотари для дитячого харчування, медичної тари та ін.[2].
Освітлення. На цьому етапі скломаса стає менш в’язкою, звільняється від видимих газоподібних включень. Для тарного скла освітлення закінчується при 1400-15000 С. В’язкість скломаси при цьому складає близько 10-12Па*с.
Гомогенізація. Процес гомогенізації дуже важливий. В скловарних печах для тарного скла гомогенізація повинна проходити дуже швидко тому, що виробництво характеризується великими з`ємами.
На цьому етапі скломаса інтенсивно перемішується за допомогою бурління. До кінця цього етапу скломаса звільняється від звивин, стає однорідною. Бурління скломаси стисненим повітрям дозволяє підвищити виробництво печей та покращити якість скломаси. Однак бурління застосовують лише на печах для варіння темно-зеленого та коричневого скла. Сопла розташовуються в зоні чистого дзеркала скломаси. Кількість сопел залежить від потужності печі. Кількість сопел може становити від 7 до 13. Якщо кількість сопел дорівнює 7, то вони розташовані в ряд , якщо кількість сопел дорівнює 13 ,то розташовані вони у шаховому порядку.
Охолодження скломаси. В’язкість провареної скломаси дуже низька для виробки виробів. Тому для того, щоб можна було відформувати вироби необхідно знизити температуру приблизно на 200-3000
С порівняно з температурами освітлення та гомогенізації. Охолодження скломаси протікає до температури 12000
С для створення необхідної
29-04-2015, 04:13