Дуже важливо, щоб під час охолодження не виникало порушення рівноваги між розплавом та газами. В цьому випадку виникають пороки – бульбашки та вторинна „мошка”, звільнитися від яких практично не можливо тому, що в’язкість скломаси вже висока.
Ванна скловарна піч представляє собою складний теплотехнічний агрегат, конструкція якого залежить від способу підігріву, напрямку руху димових газів, способу розділення басейну та полум’яного простору. Вона складається з робочої камери, пальників, пристроїв для використання тепла димових газів, перевідних клапанів, фундаментів, опор та каркасу. Напрямок руху газів в великих регенеративних печах поперечний, а в малих – підковоподібне або поздовжньо – поперечне. При виробці склотари звичайно використовують скловарні печі з поперечним напрямком руху полум’я, бо вони дозволяють краще регулювати тепловий режим по довжині печі, створювати необхідні теплові умови в зонах варіння, освітлення та гомогенізації. Схема печі представлена на рисунку 4.4.
Рисунок 4.4. - схема регенеративної ванної печі з протоком з поперечним напрямком полум’я.
В регенеративних печах з поперечним рухом полум’я можна використовувати секційні регенератори, які дозволяють регулювати температуру підігріву повітря для відповідного пальника. Найбільш продуктивними є проточні печі з пристроєм для бурління скломаси, без виробного басейну. Крім того процес перемішування та освітлення протікає у тонкому шарі скломаси. Перемішування скломаси в зоні варіння бурлінням дозволяє прискорити процеси силікато – і склоутворення. Тонкошарове освітлення дозволяє здійснити більш кращий прогрів скломаси і інтенсифікувати процес. Завдяки цьому прямоточні печі забезпечують високу продуктивність при досить невеликих розмірах.
Основною вимогою до конструкції високопродуктивних промислових скловарних печей з полум’яним прогрівом - забезпечення високотемпературних режимів варіння скла до 1600-16500 С. Цьому повинні відповідати конструкції завантажувальних кишень, газопальникових пристроїв і протоків.
Завантажувальні кишені повинні бути закритими, для попередження вибивання факелу та підсмоктування холодного повітря. Особа увага повинна приділятися до раціонального розміщення факелу та високому ступеню прогріву повітря(до 1400-4500 С).
Для варіння скломаси вибираємо ванну скловарну піч безперервної дії, регенеративну, проточну, з поперечним напрямком руху полум’я. Піч має п’ять пар пальників. Басейни варильної та робочої частин поєднані протоком.
Технічна характеристика скловарної печі[5]
Кладка ванної печі
Басейни варильної та робочої частин, відповідальні
конструкції – вльоти, проток, арка торцевої стіни бакор.
Полум’яний простір варильного простору бакор;
Робоча частина динас;
Дно печі шамот, бакорова плитка
Головне зведення та зведення
робочої частини, зведення регенераторів склодинас;
Регенератори динас, шамот
Насадка шамот.
Варіння забезпечується спалюванням газу у надлишку повітря α=1-1,2. повітря пропускається крізь регенератори де воно підігрівається до температури 9000С. Якість проварювання забезпечується системою барботування. На печі працює 13 точок , що розташовані у шаховому порядку.
Скломаса відбирається крізь п’ять фідерів, які мають самостійне опалення природним газом і мають три робочі зони. Температура по зонам задається в залежності від з’єму скломаси та асортименту на фідері
Параметри печі
Загальна площа печі, м2 130,7
Площа варильної частини, м2 122
Площа робочої частини, м2 8,7
Глибина варильного басейну , мм 900
Глибина виробного басейну, мм 500
Проток; довжина /висота/ширина, мм 1200/300/600
Рівень скломаси в басейні, мм 80± 1
Завантажувальна кишеня: ширина/глибина, мм 4000/1250
Кількість завантажувальних вікон, шт 3
Розмір вікна: ширина/висота, мм 850/420
Продуктивність печі (в залежності від з’єму скломаси), т/добу 115-160
Тиск у варильній та робочій частині
нейтральний або слабо позитивний, Па 1-3;
Газова середа α=1-1,2
Паливо, ккал/м³ природний газ, калорійність 8000
Тиск газу на ГРП цеху, кгс/см2 0,53
Температурний режим варіння забезпечується трьома зонами горіння
Характеристика зон
1 зона 1 пара пальників ширина вльотів – 1600мм;
2 зона 2-3 пара пальників ширина вльотів – 1600мм;
3 зона 4-5 пара пальників (відповідно) ширина вльотів – 1400 та 1200 мм.
Витрати газу по зонам:
1 зона 500 м3 /год;
2 зона 600 м3 /год;
3 зона 400 м3 /год.
Тепловий режим
Температура в полум’яному просторі печі контролюється за допомогою термопари ТПР-30/6, та утримується в наступних межах по зонам:
За 1 парою пальників 1485±50 С;
За 3 парою пальників 1535±50 С;
За 5 парою пальників 1510±50 С;
В зоні виробки 1200±50 С.
Температура визначається за показаннями термопар та контролюється щогодини термоелектричними перетворювачами, що встановлені в склепінні печі кожної зони. Термоелектричні перетворювачі опущені нижче склепіння печі на 50 мм. Контроль нагріву низу та верха насадок регенераторів виконується за допомогою термоелектричних перетворювачів, що встановлені в рубашках регенераторів.
Показання КІП архівуються та фіксуються контролером, а також відмічаються в робочому журналі черговим скловаром кожні 30 хвилин. Температура димових газів виміряється термопарою, що вставлена у кладку піднасадочного каналу. Переведення полум’я виконується автоматично або дистанційно через кожні 30 хвилин.
4.6. Підготовка скломаси до формування[2]
В сучасному виробництві склотари найбільш розповсюдженим э крапельне живлення склоформуючих машин. Формування краплі проходить наступним чином: скломаса з виробної частини печі надходить по каналу в чашу 1 живильника. В дні чаші є отвір, який зачиняється очком 4. Над отвором очка в скломасу занурений циліндричний вогнетривкий плунжер 2. Для утворення краплі з скломаси, що витікає крізь очко плунжеру надають зворотно-поступального руху. Процес утворення краплі за допомогою плунжера починається з моменту, коли її відрізають ножицями 5. Скломаса, що виступає під очком витягується і під дією сил поверхневого натягу округлюється. Коли плунжер рухається вверх він затягує за собою скломасу, в наслідок чого залишок скломаси, що виступає затягується всередину очка. При русі плунжера вниз крізь очко виштовхується гаряча в’язка скломаса. При русі плунжера вверх виникає стоншення (шийка) в струмені скла. Крапля відрізається в місці стоншення. Для перемішування скломаси в чаші в деяких живильниках встановлюють спеціальний вогнетривкий циліндр – бушинг 3, який обертається навколо плунжера.
Існують пневматичні та механічні живильники. В пневматичних живильниках синхронізація роботи та привід плунжера, ножиців і склоформуючої машини відбувається за допомогою стисненого повітря. робота пневматичних живильників непостійна із-за змін тиску в мережі стисненого повітря. В механічних живильниках всі механізми приводяться у рух від електроприводу або від механізму приводу склоформуючої машини.
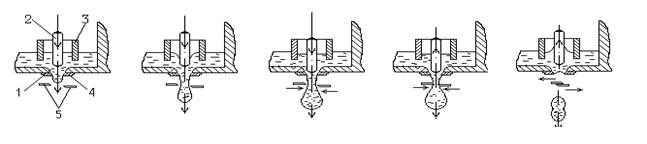
Рисунок 4.5 – схема утворення краплі на різних стадіях роботи живильника
Крім того механічні живильники розділяються за способом обігріву скломаси на 4 групи:
з рідинним опалюванням;
з газовим опалюванням;
з електричним опаленням;
з комбінованим опаленням.
До роботи живильника ставляться жорсткі вимоги. Він повинен в заданому режимі видавати в форми склоформуючої машини порції скломаси у вигляді крапель, які мають визначенні параметри: температуру(в’язкість), масу(об’єм) і форму. Швидкість утворення крапель залежить від методу і конструкції склоформуючої машини, від товщини виробів, їх форми, складу скла. Частота відрізу крапель повинна бути рівномірною. Необхідно дотримуватися синхронності роботи живильника та склоформуючої машини. Скломаса повинна мати температуру, яка перевищує верхню межу її кристалізації.
В’язкість і межі температур кристалізації скломаси залежать від її хімічного складу. Маса краплі повинна відповідати масі виробу і знаходитися в межах стандарту. На відхилення від цього стандарту, а також на зміну маси і конфігурації краплі, можна впливати шляхом зміни температури. Форма краплі повинна відповідати конфігурації формуючої частини чернової форми видувної склоформуючої машини.
Стабільність об’єму (маси) краплі, що видається живильником, забезпечується постійністю рівню скломаси в печі і в каналі живильника, надійністю настройки механізмів живильника, своєчасним чищенням або заміною очка живильника.
В сучасному виробництві склотари найбільш розповсюдженим э крапельне живлення склоформуючих машин. Існують пневматичні та механічні живильники. В пневматичних живильниках синхронізація роботи та привід плунжера, ножиців і склоформуючої машини відбувається за допомогою стисненого повітря. робота пневматичних живильників непостійна із-за змін тиску в мережі стисненого повітря. В механічних живильниках всі механізми приводяться у рух від електроприводу або від механізму приводу склоформуючої машини.
До роботи живильника ставляться жорсткі вимоги. Він повинен в заданому режимі видавати в форми склоформуючої машини порції скломаси у вигляді крапель, які мають визначенні параметри: температуру(в’язкість), масу(об’єм) і форму. Швидкість утворення крапель залежить від методу і конструкції склоформуючої машини, від товщини виробів, їх форми, складу скла. Частота відрізу крапель повинна бути рівномірною. Необхідно дотримуватися синхронності роботи живильника та склоформуючої машини. Скломаса повинна мати температуру, яка перевищує верхню межу її кристалізації.
В’язкість і межі температур кристалізації скломаси залежать від її хімічного складу. Маса краплі повинна відповідати масі виробу і знаходитися в межах стандарту. На відхилення від цього стандарту, а також на зміну маси і конфігурації краплі, можна впливати шляхом зміни температури. Форма краплі повинна відповідати конфігурації формуючої частини чернової форми видувної склоформуючої машини.
Стабільність об’єму (маси) краплі, що видається живильником, забезпечується постійністю рівню скломаси в печі і в каналі живильника, надійністю настройки механізмів живильника, своєчасним чищенням або заміною очка живильника.
Таблиця 4.4. – технічна характеристика живильника 2ПМГ-521
| тип живильника | 2ПМГ-521 | ||
| тип живлення | одно крапельне | двох крапельне | |
| продуктивність, крап/хв | 18.7 | 36.14 | |
| тип машини | ВВ-7 | ||
| маса краплі, г | до 1500 | до 450 | |
| діаметр отвору вічка, мм | 29-95 | ||
| хід плунжеру, мм | 30-100 | ||
| відстань від рівня скломаси до рівню підлоги цеху, мм | 3290 | ||
| відстань від брусу печі до центра вічка, мм | 5.065 | ||
| товщина слою скломаси в каналі, мм | 155 | ||
| ширина каналу, мм: | в зоні охолодження | 660 | |
| в зоні кондиціювання | 360-420 | ||
| природний газ: | тиск, МПа | 0.02-0.05 | |
| витрати, м3/с | 0.0091 | ||
| стиснене повітря: | тиск, Па | 0.21-0.35 | |
| витрати, м3/с | 0.066 | ||
| вентиляторне повітря | тиск, Па | 1470 | |
| витрати, м3/с | 0.4444 | ||
| вода для охолодження ножиців та зливного лотку | тиск, Па | 0.1 | |
| витрати, м3/с | 0.007 | ||
| потужність двигуна, кВт | 2.8 | ||
| розміри живильника, мм: | довжина | 5600 | |
| ширина | 2300 | ||
| висота | 5605 | ||
| маса, кг | 13050 | ||
4.7. Формування скловиробів[2],[3],[6]
Формування виробів виконується на роторних склоформуючих машинах ВВ-7.
Машина ВВ-7 має два столи – чорновий та чистовий на яких знаходяться 7 чорнових та 7 чистових формових комплекти. Чорновий стіл розташований над чистовим.
Формування виробів на роторних машинах виконується наступним чином. Перед прийомом чергової краплі скломаси форма змащується за допомогою двох форсунок високого тиску, що розбризкують мастило. В момент подавання краплі в чорнову форму в горловій її частині починає діяти вакуум. Дія вакууму припиняється після оформлення горла виробу. За цей час направляюча вирва відводиться в сторону, і чорнову форму, яка обернулася вверх дном зверху замикає донний затвор. видування пульки виконується знизу вверх, після чого чорнова форма відчиняється, і пулька обертаючись на 1800 разом з горловими кільцями передається на чистовий стіл, де після розкривання горлових кілець виконується вакуумне видування виробу. Перед відчиненням чистової форми дія вакууму припиняється, відставлювач захоплює виріб за горлову частину і встановлює його на охолоджуючий стіл.
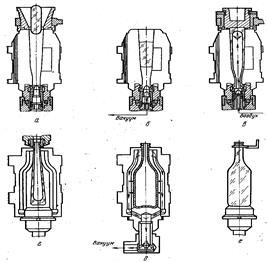
Рисунок 4.6 - схема виготовлення пляшок на автоматі ВВ-7
Охолоджуючий стіл призначений для зовнішнього охолодження виробів. На відміну від машини охолоджуючий стіл виконує переривчасті рухи. На столі можливо встановлення пристроїв для внутрішнього охолодження виробів або для оплавлення вінчику виробів.
Форми машини охолоджують вентиляторним повітрям, яке поступаючи у полу центральну колону, направляється по спеціальним каналам до керованих повітряних патрубків обдування форм чорнового та чистового столів. Ці машини можуть бути оснащенні як одномісцевими та і двохмісцевими формами. Продуктивність машини ВВ-7 при однокрапельному живленні становить до 50 пляшок місткістю 500 мл за хвилину та до 80 пляшок за хвилину при використанні двохкрапельного живлення.
4.8. Відпал виробів[5]
Під час формування виробів та їх охолодження між поверхневими та внутрішніми шарами виникає різниця температур, яка пов’язана з низькою теплопровідністю скла. В результаті нерівномірного охолодження внутрішніх за зовнішніх шарів скла в склі виникають напруження стиску та розтягання. швидкість зникнення напруження прямо пропорційна текучості та зворотно пропорційна в’язкості середи.
Після повного охолодження скла, тобто, коли температура по всьому об’єму стане однаковою, напруження, які виникли під час охолодження, або зникають або залишаються. Перше спостерігається, коли процес швидкого охолодження протікає при температурах, що виключають в’язкі деформації. Другий випадок пов’язаний з в’язкими змінами форми скла і дуже розповсюджений при отриманні загартованого або відпаленого скла.
Залишкові внутрішні напруження в склі тим більше, чим більше швидкість охолодження, чим товстіше стінка виробу і чим вище температура, від якої починається охолодження.
Якщо швидко охолоджувати позбавлене напружень скло, починаючи від температур, при яких воно набуває крихкість, тобто, якщо його в’язкість дорівнює1013 -1014 Па*с , то незалежно від того, яку швидкість охолодження використано, залишкові напруження в склі вже не виникатимуть.
Відпал скловиробів проводиться в чотири стадії: 1) попередній нагрів або охолодження виробів до вищої температури відпалу; 2) витримка виробів при цій температурі; 3) повільне охолодження, в інтервалі відпалу; 4) швидке охолодження виробів від нижчої температури відпалу до нормальної температури.
Відпал проводять в печах відпалу по попередньо розрахованому режиму. Від склоформувальної машини до печі відпалу вироби подаються у закритих з верху та з боків конвеєрах. Для запобігання виникнення заторів на поворотах до транспортеру та вході в піч відпалу встановлюється диск-ділильник для формування щілин поміж виробами. Переставник формує паралельні ряди виробів з щілинами проміж ними в ряду 5-30 мм. Такі самі щілини підтримує конвеєр печі відпалу. вхід та вихід печі теплоізольовані ”п –подібною” шторкою. Найбільш зручні, прості та ефективні електричні печі відпалу. Вони мають нагрівачі опору, які розміщуються всередині печі та концентруються на тих або інших ділянках печі у відповідності до кривої відпалу.
У виробництві склотари найкращішими себе виявили циркуляційні печі. Вони характерні тим, що для вирівнювання температури в них створюють перемінний рух повітря по висоті тунелю.
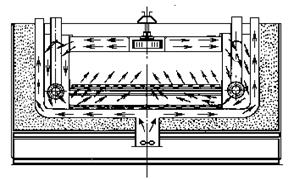
Рисунок 4.7. – схема дії конвективного теплообміну
Циркуляційним вентилятором 3 гаряче повітря забирається в верхній частині тунелю і поступає по боковим каналам поступає під конвеєрну стрічку 2, при цьому воно обмиває знизу вверх встановлені на ній вироби. Підігрів циркулюючого повітря здійснюється в бокових каналах за допомогою нагрівачів 1. циркуляційні вентилятори забезпечують вирівнювання температури виробів по довжині та по ширині відповідних секцій печі.
Для забезпечення заданої температури по довжині тунелю одночасно з нагрівачами встановлені охолоджуючі пристрої. Для охолодження передбачені вентилятори 4, які подають зовнішнє повітря у канали, які примикають до нижньої та бокових сторін тієї частини тунелю, що опалюється. Ці вентилятори вмикаються тоді, коли температура в тій чи іншій секції перевищує задану. Контроль за температурою виконується за допомогою термопар. Також можливим є автоматичне регулювання заданого режиму відпалу.
Для кожного типу виробів, тобто для виробів маса та товщина стінок яких відрізняються неістотно розраховується окремий режим відпалу.
Таблиця 4.5 – технічна характеристика печі відпалу
| тип печі | ПЕО 323 | |
| продуктивність, кг/год | 2500 | |
| розміри робочого простору, м | висота | 0.45 |
| ширина | 1.2 | |
| довжина | 16 | |
| габарити печі, м | висота | 2,51 |
| ширина | 3,26 | |
| довжина | 23,67 | |
| ширина транспортуючої сітки, м | 1800 | |
| швидкість сітки, м/хв | 0,04-0,8 | |
| витрати електроенергії,кВт | 250 | |
4.9. Нанесення захисного покриття
Нанесення захисних оксидно металевих покриттів на зовнішню поверхню скляної тари з метою підвищення її експлуатаційної надійності здійснюється шляхом обробляння свіжо відформованих скловиробів пароповітряною сумішшю , яка вміщує тетрахлорид олова або титану, у спеціальному приладі, який монтується на конвеєр, що з’єднує склоформувальну машину та піч відпалу. Через взаємодію пароповітряної суміші з поверхнею скляної тари утворюється захисна плівка з оксиду олова або титану, яка захищає поверхню від впливу навколишніх чинників. Установка монтується на „гарячому конвеєрі” на відстані 1-1,5 м від стола охолодження скловиробів. Контроль кількості стисненого повітря, здійснюється ротаметрами. В конструкції парад бачено підігрів реагенту в випарнику з автоматичним підтриманням заданої температури. Для цього під випарником закріплений вузол підігріву.
Тетраізопропілат титану – світло – жовта рідина, горить, при контакті з водою розкладається і перетворюється в кристалічний гідроокис титану. розчиняється у бензолі, гексані, ацетоні. Температура підігріву тетраізопропілату титану 100-1200 С. Якщо його перегріти, то він втрачає свої властивості. При нанесенні на вироби, температура яких перевищує 3500 С розкладається.
Таблиця 4.6 – технічна характеристика устаткування для нанесення захисного покриття
| асортимент виробів, які можна оброблювати | скляні пляшки та банки |
| продуктивність, шт./год | в залежності від продуктивності склоформувальної машини |
| хімікат для нанесення покриття | тетраізопропілат титану (СН3 -СНО-СН3 )4Ті |
| спосіб нанесення покриття | осадження пароповітряної суміші |
| робоча температура хімікату | в залежності від хімікату |
| витрати хімікату, л/добу | 1,5-2 |
| кількість випарників, шт. | 2 |
| місткість випарників, л | 6 |
| тиск стисненого повітря, МПа | 0,3 |
| витрати стисненого повітря, м3 /год | 0,25 |
| підігрів реагенту | електричний |
| живлення системи підігріву | |
| напруження? V | 220 |
| частота, Гц | 50 |
| потужність нагрівачів, кВт | 2 |
| кількість зон підігріву | 2 |
| вентилятор наддуву | |
| оберти двигуна, хв.-1 | 2800 |
| двигун | 5KG 56-2B/6 |
| живлення двигуна | |
| напруження, V | 380АС |
| частота, Гц | 50 |
| потужність, кВт | 0,12 |
4.10. Контроль якості виробів[2],[3]
Контроль за якістю починається з вхідного контролю сировинних матеріалів. З кожної завезеної партії сировини відбирається проба та передається у центральну заводську лабораторію, де видається паспорт на сировину, її відповідність нормам та стандартам. Наступний контроль відбувається після змішування шихти. Вона повинна відповідати всім вимогам – однорідності, відповідності паспорту. На однорідність контролюється кожний кюбель. Склад шихти перевіряється раз за зміну. Контроль за якістю скломаси здійснюється скловаром шляхом відбору проб перед протоком, а при необхідності з робочої зони. Контроль проводиться візуально, на провар.
Якість відпалу, яка оцінюється по кількості залишкових внутрішніх напружень та по їх розподіленні у виробі, визначає експлуатаційну надійність скляної тари. Поганий відпал приводить до зниження термостійкості і механічної міцності тари, а часто до її самовільного руйнування без зовнішнього впливу. Останній етап - перевірка виробів на відсутність або наявність подвійних швів, посічок, плям від змащення форм, зморшок, покованості, потертості, задирок, ріжучих швів, слідів від ножиців, недоформованості шийки виробів. Цей контроль проводиться постійно.
Важливе значення має жорстке дотримання стандартних геометричних розмірів і повної сумісності скляної тари. Дефекти геометричних розмірів, а саме: непаралельність торця вінчику площині дна, овальність шийки та корпусу, відхилення вісі шийки від вісі корпусу, відхилення маси від стандарту, зменшення або збільшення наливної ємності виробів
29-04-2015, 04:13