ъЙЁЯРЭ РЮґПХ ЛНґФЕ ГМЮґВґМН ОНґЦЁґПґЬХґРХЯЭ ОПХ РПЮМЯґОНґПґРСґБЮМґМЁ, ГАЕґПЁґЦЮМґМЁ Ё ГЮґБЮґМґРЮґФСґБЮґКЭґМН √ ПНГґБЮґМґРЮґФСґБЮґКЭґМХУ ПНґАНґРЮУ. МЕґГЮґДНґБЁґКЭґМЮ СОЮґЙНґБґЙЮ Ё СЛНґБХ ГАЕґПЁґЦЮМґМЪ ОПХґБНґДЪРЭ ДН ОНґЪБХ ЫЕґПґАХМ, БЁДґЙНґКЁБ, РПЁґЫХМ, ОНґРЕґПґРНґЯґРЕИ. йЁКЭЙЁЯРЭ АПЮЙНБЮМХУ БХПНАЁБ ОПЪЛН ГЮКЕФХРЭ БЁД Г▓╨ЛС ЯЙКНЛЮЯХ: - ГЁ ГАЁКЭЬЕММЪЛ Г▓╨ЛС ЯЙКНЛЮЯХ ОЁДБХЫС╨РЭЯЪ ОПНЖЕМР АПЮЙС. рЮ ОПХ ЛЮЙЯХЛЮКЭМХУ Г`╨ЛЮУ ОПНЖЕМР АПЮЙС ЯРЮМНБХРЭ 5-7%, Ю ОПХ МНПЛЮКЭМЁИ ПНАНРЁ - 3-4%.
4.11. оЮЙСБЮММЪ ЦНРНБХУ БХПНАЁБ[2]
яЙКНРЮПС СОЮЙНБСЧРЭ ПЁГМНЛЮМЁРМХЛХ ЯОНЯНАЮЛХ: Б ЪЫХЙХ, ЙНМРЕИМЕПХ, РЮ ЁМ., ЮКЕ МЮИАЁКЭЬ ПЮЖЁНМЮКЭМХЛ ╨ ЯОНЯЁА СОЮЙСБЮММЪ Б АЕГРЮПМЁ ОЮЙЕРХ МЮ ОЁДДНМЮУ √ ОНКЕРХ. ъЙ ОНЙЮГЮКЮ ГЮЙНПДНММЮ РЮ БЁРВХГМЪМЮ ОПЮЙРХЙЮ ЙПЮЫХЛ ЯОНЯНАНЛ СОЮЙНБЙХ, Ю НЯНАКХБН Г РНВЙХ ГНПС ЯУНПНММНЯРЁ ЪЙНЯРЁ РЮПХ, ╨ АЕГРЮПМЕ ОЮЙСБЮММЪ.
б ЖЭНЛС БХОЮДЙС ДСФЕ ЯОПНЫС╨РЭЯЪ ОПНЖЕДСПЮ ОЮЙСБЮММЪ, БХМХЙЮ╨ ЛНФКХБЁЯРЭ БХЙНПХЯРНБСБЮРХ ЕКЕЙРПХВМЁ МЮБЮМРЮФСБЮВЁ, ЙПЁЛ РНЦН, ГЮАЕГОЕВС╨РЭЯЪ ДНЯРЮРМЪ ВХЯРНРЮ БХПНАЁБ, РНЛС ГЮЛЁЯРЭ ЛХРРЪ ДНЯРЮРМЭН НОНКЁЯЙСБЮММЪ БМСРПЁЬМЭН© ОНБЕПУМЁ БХПНАЁБ БНДНЧ. сОЮЙНБСБЮММЪ Б АЕГРЮПМЁ ОЮЙЕРХ МЮ ОЁДДНМЮУ ПЁГЙН ГМХФС╨ ЙЁКЭЙЁЯРЭ АНЧ ОПХ ОЕПЕБЕГЕММЁ РЮ МЮБЮМРЮФСБЮКЭМН - ПНГБЮМРЮФСБЮКЭМХУ ПНАНРЮУ.
аЕГРЮПМХИ ОЮЙЕР СЪБКЪ╨ ЯНАНЧ СЙКЮДЕМЁ Б ЙЁКЭЙЮ ПЪДЁБ МЮ ОЁДДНМ МХГЭЙНАНПРМЁ КНРЙХ ( Г ЦНТПНБЮМНЦН ЙЮПРНМС) ЁГ ОКЪЬЙЮЛХ. гБЕПУС МЮ КНРЙХ РЮ ОЁДДНМ МЮРЪЦС╨РЭЯЪ ПСЙЮБ РЕПЛНСЯЮДНВМН© ОКЁБЙХ, ОЁЯКЪ ВНЦН ОЁДДНМ РЕПЛЁВМН НАПНАКЪ╨РЭЯЪ (рНАПНАЙХ=20000 я) РЮ СРЪЦС╨РЭЯЪ ДБНЛЮ ЙЮОПНМНБХЛХ ЯРПЁВЙЮЛХ.
сОЮЙНБСБЮММЪ Б АЕГРЮПМЁ ОЮЙЕРХ ЛЮ╨ ПЪД ОЕПЕБЮЦ: лЕУЮМЁГНБЮМЮ РЮ ЮБРНЛЮРХГНБЮМЮ ГАНПЙЮ РЮ ПНГАХПЮММЪ ОЮЙЕРЁБ, ЛЕУЮМЁГНБЮМЕ ГЮБЮМРЮФЕММЪ РЮ ПНГБЮМРЮФЕММЪ МЮ БЮМРЮФМЁ ЛЮЬХМХ РЮ Б ГЮКЁГМХВМЁ БЮЦНМХ, ЯЙКЮДСБЮММЪ ОЮЙЕРЁБ БХЙНМС╨РЭЯЪ МЮБЮМРЮФСБЮВЮЛХ С ДБЮ ЪПСЯХ.
аЕГРЮПМЁ ОЮЙЕРХ ОН ГПЁБМЪММЧ Г ЦПСОНБХЛХ ГБ▓ЪГЙЮЛХ ГЮАЕГОЕВСЧРЭ: - ГАЁКЭЬЕММЪ ОПНДСЙРХБМНЯРЁ ОПЮЖЁ ОПХ СОЮЙНБЖЁ, ГЛЕМЬЕММЪ МЕНАУЁДМН© ДКЪ ЯЙКЮДСБЮММЪ ОКЪЬНЙ РЕПХРНПЁ© Б 1,7 ПЮГХ, Ю ГЛЕМЬЕММЪ ОПЮЖЕЛЁЯРЙНЯРЁ РЮ ЙЁКЭЙНЯРЁ ОН©ГДНЙ МЮБЮМРЮФСБЮВЁБ Б 1.3 ПЮГХ, ГЛЕМЬЕММЪ ОПЮЖЕЛЁЯРЙНЯРЁ ГЮБЮМРЮФЕММЪ РЮ ГЮЙПЁОКЕММЪ ОКЪЬНЙ С ГЮКЁГМХВМЁ БЮЦНМХ Б 4,1 ПЮГХ, ГЛЕМЬЕММЪ ОПЮЖЕЛЁЯРЙНЯРЁ ОПХ ПНГБЮМРЮФЕММЁ ОКЪЬНЙ Г ГЮКЁГМХВМХУ БЮЦНМЁБ С 11,6 ПЮГХ, ГЛЕМЬЕММЪ ОПЮЖЕЛЁЯРЙНЯРЁ ОПХ БХДЮВЁ ОКЪЬНЙ ГЁ ЯЙКЮДС МЮ КЁМЁЧ ПНГКХБС С 5,5 ПЮГХ, ОЁДБХЫЕММЪ ПЁБМЪ ЛЕУЮМЁГЮЖЁ© МЮ НОЕПЮЖЁЪУ ГАХПЮММЪ РЮ ПНГАХПЮММЪ, ГЮБЮМРЮФСБЮКЭМН - ПНГБЮМРЮФСБЮКЭМХУ Ё ЯЙКЮДЯЭЙХУ ПНАНРЮУ Б 1,6 ПЮГХ, ГЛЕМЬЕММЪ АНЧ ОКЪЬНЙ С 8 ПЮГЁБ, ЯЙНПНВЕММЪ ГЮЦЮКЭМХУ БХРПЮР МЮ 1 ЛКМ. ОКЪЬНЙ С 1.58 ПЮГХ.
4.12. бМСРПЁЬМЭНГЮБНДЯЭЙЕ РПЮМЯОНПРСБЮММЪ ЦНРНБХУ БХПНАЁБ[2]
бМСРПЁЬМЭНГЮБНДЯЭЙЕ РПЮМЯОНПРСБЮММЪ ЦНРНБХУ БХПНАЁБ БХЙНМС╨РЭЯЪ ГЮ ДНОНЛНЦНЧ ЙНМБЕ╨ПЁБ, КЁТРЁБ РЮ ЕКЕЙРПХВМХУ БХКНВМХУ МЮБЮМРЮФСБЮВЁБ.мЮ РЕПХРНПЁ© ЖЕУС ОПЮЖЧ╨ 4-5 БХКНВМЁ МЮБЮМРЮФСБЮВЁ, ЪЙЁ БХЙНМСЧРЭ ДНЯРЮБЙС ЯТНПЛНБЮМХУ ОЮЙЕРЁБ ДН КЁТРЁБ(ПЁБЕМЭ 13.8 Л). кЁТРЮЛХ ОЮЙЕРХ НОСЯЙЮЧРЭЯЪ МЮ ОЕПЬХИ ОНБЕПУ(ПЁБЕМЭ 0 Л), Ё ДЮКЁ ОЕПЕБНГЪРЭЯЪ ДН ЯЙКЮДЯЭЙХУ ОПХЛЁЫЕМЭ.
4.13. яЙКЮДСБЮММЪ ЦНРНБХУ БХПНАЁБ[2]
яЙКЮДСБЮММЪ БХЙНМС╨РЭЯЪ ГЮ ДНОНЛНЦНЧ БХДЕКЙНБХУ МЮБЮМРЮФСБЮВЁБ. оЮЙЕРХ ЯРЮБКЪРЭ С ДБЮ ЪПСЯХ. дНОСЯЙЮ╨РЭЯЪ ЯЙКЮДСБЮММЪ ЦНРНБХУ БХПНАЁБ ОПНЯРН ОЁД БЁДЙПХРХЛ МЕАНЛ, ЮКЕ ОПНРЪЦНЛ ДБНУ ЛЁЯЪЖЁБ.
5. лЮРЕПЁЮКЭМХИ АЮКЮМЯ БХПНАМХЖРБЮ[8]
5.1. пНГПЮУСМНЙ БХПНАМХВН© ОПНЦПЮЛХ
гЮ МНПЛЮЛХ РЕУМНКНЦЁВМНЦН ОПНЕЙРСБЮММЪ ЖЕУЁБ АЕГСОХММНЦН ТНПЛСБЮММЪ ОКЪЬНЙ ОЕПЕДАЮВЕМЁ МЮЯРСОМЁ ОНЙЮГМХЙХ:
рЮАКХЖЪ 5.1. √ МНПЛХ РЕУМНКНЦЁВМНЦН ОПНЕЙРСБЮММЪ ЖЕУС
| ╧ | МЮИЛЕМСБЮММЪ | |||
| 1 | РХО ЯЙКНТНПЛСЧВН© ЛЮЬХМХ | бб-7 | ||
| 2 | НА▓╨Л БХПНАМХЖРБЮ ЛКМ. ЬР./ПЁЙ | 170 | ||
| 3 | ЙНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЯЙКНЛЮЯХ | 0,87 | ||
| 4 | РХО ФХБХКЭМХЙЮ | ой1552 | ||
| 5 | ПЁВМХИ ТНМД ПНАНВНЦН ВЮЯС, ДЁА | 365 | ||
| ЮЯНПРХЛЕМР БХПНАЁБ | НД. БХЛЁПС | ОКЪЬЙХ | ||
| 1 | НА▓╨Л БХПНАЁБ | ЛК. | 500 | 250 |
| 2 | БЮЦЮ БХПНАС | Ц | 430 | 260 |
| 3 | ЬБХДЙЁЯРЭ ТНПЛСБЮММЪ | ЬР.УБ | 40 | 50 |
| 4 | ЙНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЛЮЬХМ ГЮ ВЮЯНЛ | 0,88 | 0,88 | |
| 5 | ЙНЕТЁЖЁ╨МР БХУНДС ОПХДЮРМХУ БХПНАЁБ | 0,95 | 0,95 | |
бХПНАМХВЮ ОПНЦПЮЛЮ ПНГПЮУНБС╨РЭЯЪ МЮ ГЮДЮМС ПЁВМС ОПНДСЙРХБМЁЯРЭ ДКЪ ЙНФМН© ЯРЮДЁ©.
5.2. бХГМЮВЕММЪ ГЮЦЮКЭМХУ РЕУМНКНЦЁВМХУ ОНЙЮГМХЙЁБ ЖЕУС, ЫН ОПНЕЙРС╨РЭЯЪ:
йНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЯЙКНЛЮЯХ (йбя),%;
йбя=![]() , (5.1) ДЕ ю √ РНБЮПМЮ ОПНДСЙЖЁЪ, Р; е √ ЙЁКЭЙЁЯРЭ ГБЮПЕМН© ЯЙКНЛЮЯХ, Р.
, (5.1) ДЕ ю √ РНБЮПМЮ ОПНДСЙЖЁЪ, Р; е √ ЙЁКЭЙЁЯРЭ ГБЮПЕМН© ЯЙКНЛЮЯХ, Р.
йбя=![]() .
.
оХРНЛЁ БХРПЮРХ ЯЙКЮ МЮ НДХМХЖЧ ОПНДСЙЖЁ©, РР;![]() , (5.2)
, (5.2)
![]() .
.
йЁКЭЙЁЯРЭ ГБНПНРМНЦН АНЧ ЯЙКЮ, РПЁЙ;![]() , (5.3) ДЕ д√ ЙЁКЭЙЁЯРЭ ЯЙКНЛЮЯХ, ЫН МЮДУНДХРЭ МЮ БХПНАЙС, РПЁЙ.
, (5.3) ДЕ д√ ЙЁКЭЙЁЯРЭ ЯЙКНЛЮЯХ, ЫН МЮДУНДХРЭ МЮ БХПНАЙС, РПЁЙ.
![]()
бЁДЯНРНЙ АНЧ ЯЙКЮ ГЮ БЁДМНЬЕММЪЛ КН ЯЙКНЛЮЯХ:![]() , (5.4)
, (5.4)
![]() .
.
пНГПЮУНБС╨ЛН ДНАНБС ОПНДСЙРХБМЁЯРЭ ЯЙКНТНПЛСБЮКЭМН© ЛЮЬХМХ ГЮ ТНПЛСКНЧ:
![]() , (5.5) ДЕ V √ ЬБХДЙЁЯРЭ БХЦНРНБКЕММЪ ОКЪЬНЙ ЬР./УБ;
, (5.5) ДЕ V √ ЬБХДЙЁЯРЭ БХЦНРНБКЕММЪ ОКЪЬНЙ ЬР./УБ; ![]() √ ЙНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЛЮЬХМХ.
√ ЙНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЛЮЬХМХ.
дКЪ ОКЪЬЙХ 500ЛК ОПХ БХЦНРНБКЕММЁ ОКЪЬНЙ С НДМНЛЁЯМХУ ТНПЛЮУ:
![]() , ЬР./ДНАС.
, ЬР./ДНАС.
дКЪ ОКЪЬЙХ 200ЛК.
![]() , ЬР./ДНАС.
, ЬР./ДНАС.
мЕНАУЁДМЮ ЙЁКЭЙЁЯРЭ ЯЙКНТНПЛСЧВХУ ЛЮЬХМ:
![]() , (5.6) ДЕ д √ ЙЁКЭЙЁЯРЭ ОКЪЬНЙ Г СПЮУСБЮММЪЛ БХРПЮР МЮ БЯЁУ ЯРЮДЁЪУ БХЦНРНБКЕММЪ, ЬР.; п √ ОПНДСЙРХБМЁЯРЭ ЛЮЬХМХ, ЬР./ДНАС; р √ ЙЁКЭЙЁЯРЭ ПНАНВХУ ДМЁБ ЛЮЬХМХ.
, (5.6) ДЕ д √ ЙЁКЭЙЁЯРЭ ОКЪЬНЙ Г СПЮУСБЮММЪЛ БХРПЮР МЮ БЯЁУ ЯРЮДЁЪУ БХЦНРНБКЕММЪ, ЬР.; п √ ОПНДСЙРХБМЁЯРЭ ЛЮЬХМХ, ЬР./ДНАС; р √ ЙЁКЭЙЁЯРЭ ПНАНВХУ ДМЁБ ЛЮЬХМХ.
йЁКЭЙЁЯРЭ ПНАНВХУ ДМЁБ ЛЮЬХМХ МЮ ПЁЙ БХГМЮВЮ╨ЛН, ГМЮЧВХ ЙНЕТЁЖЁ╨МР БХЙНПХЯРЮММЪ ЛЮЬХМХ ГЮ ВЮЯНЛ:![]() , РНДЁ N ДНПЁБМЧБЮРХЛЕ, ЬР.:
, РНДЁ N ДНПЁБМЧБЮРХЛЕ, ЬР.:
![]()
![]()
![]() ЬР.
ЬР.
дКЪ БХЦНРНБКЕММЪ ОКЪЬНЙ ╨ЛМЁЯРЧ 500 ЛК. ОПХИЛЮ╨ЛН 4 ЯЙКНТНПЛСЧВЁ ЛЮЬХМХ бб-7, Ю ДКЪ ОКЪЬНЙ ╨ЛМЁЯРЧ 250 ЛК √ 1 ЛЮЬХМС бб-7.
оПХ ЖЭНЛС ЙНЕТЁЖЁ╨МРХ ГЮОЮЯС ОПНДСЙРХБМНЯРЁ ЯЙКЮДЮРХЛЕ:
дКЪ БХПНАМХЖРБЮ ОКЪЬНЙ ╨ЛМЁЯРЧ 500 ЛК: ![]()
дКЪ БХПНАМХЖРБЮ ОКЪЬНЙ ╨ЛМЁЯРЧ 250 ЛК: ![]() ,
,
РНАРН 13 РЮ 5,3 БЁДЯНРЙЮ БЁДОНБЁДМН(ЫН ГМЮУНДХРЭЯЪ С ЛЕФЮУ ДНОСЯРХЛХУ МНПХ ГЮОЮЯС ОПНДСЙРХБМНЯРЁ НАКЮДМЮММЪ).
рЮАКХЖЪ 5.2. √ бХПНАМХВЮ ОПНЦПЮЛЮ ЖЕУС
| МЮИЛЕМСБЮММЪ БХПНАС | НДХМХЖЁ БХЛЁПС | ЯЙКЮД ЦНРНБН© ОПНДСЙЖЁ© | ЯНПРСБЮММЪ БХПНАЁБ | БЁДОЮК РЮ НАПНАЙЮ БХПНАЁБ | БХПНАКЕММЪ БХПНАЁБ | БЮПЁММЪ ЯЙКНЛЮЯХ | ||||||||||
| БХОСЯЙ | %БЁДУНДЁБ | МЮДЁИДЕ | БХОСЯЙ | %БЁДУНДЁБ | МЮДЁИДЕ | БХОСЯЙ | %БЁДУНДЁБ | МЮДЁИДЕ | БХОСЯЙ | %БЁДУНДЁБ | МЮДЁИДЕ | БХОСЯЙ | %БЁДУНДЁБ | МЮДЁИДЕ | ||
| ОКЪЬЙЮ 500ЛК | ЛКМ. ЬР./ПЁЙ | 79,2 | 0,5 | 79,6 | 79,6 | 0,5 | 79,99 | 79,99 | 4 | 83,19 | 83,19 | 5 | 87,35 | 87,35 | 0,5 | 87,79 |
| Р/ПЁЙ | 34056 | 34226,28 | 34226,28 | 34397,41 | 34397,41 | 35773,31 | 35773,31 | 37561,97 | 37561,97 | 37749,78 | ||||||
| ОКЪЬЙЮ 250ЛК | ЛКМ. ЬР./ПЁЙ | 30,8 | 30,95 | 30,95 | 31,11 | 31,11 | 32,35 | 32,35 | 33,97 | 33,97 | 34,14 | |||||
| Р/ПЁЙ | 8008 | 8048,04 | 8048,04 | 8088,28 | 8088,28 | 8411,81 | 8411,81 | 8832,402 | 8832,402 | 8876,56 | ||||||
| ГЮЦЮКНЛ | Р/ПЁЙ | 42064 | 42274,32 | 42274,32 | 42485,69 | 42485,69 | 44185,12 | 44185,12 | 46394,38 | 46394,38 | 46626,35 | |||||
| ю | а | а | б | б | ц | ц | д | д | е | |||||||
ю √ РНБЮПМЮ ОПНДСЙЖЁЪ, ЛКМ. ЬР./ПЁЙ, Р/ПЁЙ;
а √ ЙЁКЭЙЁЯРЭ (ЛЮЯЮ) БХПНАЁБ Г БПЮУСБЮММЪЛ БХРПЮР ОПХ ЯЙКЮДСБЮММЁ; ;
б √ ЙЁКЭЙЁЯРЭ (ЛЮЯЮ) БХПНАЁБ Г БПЮУСБЮММЪЛ БЁДУНДЁБ ОПХ ЯНПРСБЮММЁ
ц √ ЙЁКЭЙЁЯРЭ (ЛЮЯЮ) БХПНАЁБ Г БПЮУСБЮММЪЛ БЁДУНДЁБ ОПХ НАПНАЖЁ;
д √ ЙЁКЭЙЁЯРЭ (ЛЮЯЮ) БХПНАЁБ Г БПЮУСБЮММЪЛ БЁДУНДЁБ ОПХ БХПНАКЕММЁ;
е √ ЙЁКЭЙЁЯРЭ (ЛЮЯЮ) БХПНАЁБ Г БПЮУСБЮММЪЛ БЁДУНДЁБ
рЮАКХЖЪ 5.3. √ РЕУМЁВМЮ УЮПЮЙРЕПХЯРХЙЮ ЯЙКНТНПЛСБЮКЭМН© ЛЮЬХМХ бб-7 [6]
| РХО | ПНРНПМХИ Г АЕГОЕПЕПБМХЛ НАЕПРНБХЛ ПСУНЛ ЯРНКЮ |
| ОПНДСЙРХБМЁЯРЭ, ЬР./УБ.: | |
| ОПХ ЛЮЯЁ ЙПЮОКЁ 260Ц ДКЪ БХПНАЁБ ЛЁЯРЙЁЯРЧ 0,25 К: | 80 |
| ОПХ ЛЮЯЁ ЙПЮОКЁ 430Ц ДКЪ БХПНАЁБ ЛЁЯРЙЁЯРЧ 0,5 К: | 60 |
| ПНГЛЁП БХПНАЁБ Б НДМНЛЁЯМХУ ТНПЛЮУ, ЛЛ: | |
| ДЁЮЛЕРП ЙНПОСЯС | ДН 70 |
| ДЁЮЛЕРП ЬХИЙХ | ДН 45 |
| ГЮЦЮКЭМЮ БХЯНРЮ | ДН 305 |
| ПНГЛЁП БХПНАЁБ С ДБНУЛЁЯМХУ ТНПЛЮУ, ЛЛ: | |
| ДЁЮЛЕРП ЙНПОСЯС | ДН 70 |
| ДЁЮЛЕРП ЬХИЙХ | ДН 45 |
| ГЮЦЮКЭМЮ БХЯНРЮ | ДН 250 |
| БЯРЮМНБКЕМЮ ОНРСФМЁЯРЭ ОПХБНДС, ЙбР: | 3 |
| ЙЁКЭЙЁЯРЭ ТНПЛСЧВХУ ЯЕЙЖЁИ, ЬР.: | 7 |
| ЙЁКЭЙЁЯРЭ ЛЁЯЖЭ С ТНПЛЮУ, ЬР.: | |
| Б НДМНЛЁЯМХУ ВЕПМНБХУ РЮ ВХЯРНБХУ | 7 |
| Б ДБНУЛЁЯМХУ ВЕПМНБХУ РЮ ВХЯРНБХУ | 17 |
| ДЁЮЛЕРП ОН ЖЕМРПЮЛ ТНПЛ, ЛЛ: | |
| НДМНЛЁЯМХУ | 1332 |
| ДБНЛЁЯМХУ | 1414 РЮ 1250 |
| БХДЮВЮ БХПНАЁБ МЮ ЯРЁК НУНКНДФЕММЪ: | ЛЕУЮМЁВМХИ ОЕПЕЯРЮБКЧБЮВ |
| ОПХБЁД ТНПЛСЧВХУ БСГКЁБ: | ЛЕУЮМЁВМХИ |
| РХЯЙ ЯРХЯМЕМНЦН ОНБЁРПЪ, оЮ: | (11,7-14,7)*104 |
| БХРПЮРХ ЯРХЯМЕМНЦН ОНБЁРПЪ, Л3 /УБ.: | 4,3 |
| ЦКХАХМЮ БЮЙССЛС, оЮ: | 96*103 |
| НА▓╨Л ОНБЁРПЪ, ЫН БЁДЙЮВС╨РЭЯЪ БЮЙССЛМХЛ МЮЯНЯНЛ, Л3 /УБ.: | 15 |
| ОНБЁРПЪ ДКЪ НУНКНДФЕММЪ ТНПЛ: | |
| РХЯЙ, оЮ | 3,7*103 |
| БХРПЮРХ, Л3 /УБ. | 790 |
| ОНДЮВЮ ЯЙКНЛЮЯХ: | ЮБРНЛЮРХВМЮ БЁД ЛЕУЮМЁВМНЦН ФХБХКЭМХЙЮ 2олц-521 |
| БЁДЯРЮМЭ БЁД ОНКЮ ДН РНПЖЪ БЁВЙЮ ФХБХКЭМХЙЮ, ЛЛ: | 2700-3000 |
| ЦЮАЮПХРМЁ ПНГЛЁПХ, ЛЛ: | |
| ДНБФХМЮ | 1635 |
| ЬХПХМЮ | 9155 |
| БХЯНРЮ | 2370 |
| ЛЮЯЮ ЮБРНЛЮРЮ, ЙЦ: | 9170 |
пНГПЮУСМНЙ ОПНДСЙРХБМНЯРЁ ОЕВЁ
вЮЯ ПНАНВХУ ДМЁБ ОЕВЁ МЮ ПЁЙ ЯЙКЮДЮ╨:![]() , (5.7) ДЕ у. п. √ РПХБЮКЁЯРЭ УНКНДМНЦН ПЕЛНМРС ОЕВЁ, ДЁА; й. о. √ РПХБЮКЁЯРЭ ЙЮЛОЮМЁ© ОЕВЁ.
, (5.7) ДЕ у. п. √ РПХБЮКЁЯРЭ УНКНДМНЦН ПЕЛНМРС ОЕВЁ, ДЁА; й. о. √ РПХБЮКЁЯРЭ ЙЮЛОЮМЁ© ОЕВЁ.
![]() ДЁА.
ДЁА.
оПНДСЙРХБМЁЯРЭ ОЕВЁ БХГМЮВЮ╨ЛН ДБНЛЮ ЯОНЯНАЮЛХ: ЁГ БХПНАМХВН© ОПНЦПЮЛХ, ОН ЙЁКЭЙНЯРЁ ЯЙКНЛЮЯХ, ТЮЙРХВМН БХПНАКЕМНЧ ЛЮЬХМНЧ (Q1 ) Ё Г БПЮУСБЮММЪЛ ЙНЕТЁЖЁ╨МРС БХЙНПХЯРЮММЪ ЯЙКНЛЮЯХ (Q2 ), Р/ДНАС.
![]() ;
; ![]() .
.
оПНДСЙРХБМЁЯРЭ ОЕВЁ БЯРЮМНБКЧ╨ЛН ГЮ АЁКЭЬХЛ ПНГПЮУСМЙНБХЛ ОНЙЮГМХЙНЛ. йЁКЭЙЁЯРЭ ОЕВЕИ ГЮКЕФХРЭ БЁД ГЮЦЮКЭМН© ЙЁКЭЙНЯРЁ ОПЮЖЧЧВХУ ЛЮЬХМ Ё ЙЁКЭЙНЯРЁ ЛЮЬХМНКЁМЁИ С ЖЕУС.
оПХ БХПНАМХЖРБЁ ОКЪЬНЙ ОПХИЛЮ╨ЛН НДМС ОЁВ ОПНДСЙРХБМЁЯРЧ 160 Р/ДНАС.
5.3. пНГПЮУСМНЙ ЬХУРХ
пНГПЮУСМНЙ ЬХУРХ ОПНБНДХЛН ГЮ ГЮДЮМХЛ ЯЙКЮДНЛ ЯЙКЮ, ЛЮЯ. %
рЮАКХЖЪ 5.4. √ УЁЛЁВМХИ ЯЙКЮД ЯЙКЮ ДКЪ БХПНАМХЖРБЮ ОКЪЬНЙ
| SiO2 | Al2 O3 | Fe2 O3 | CaO + MgO | Na2 O | SO3 |
| 71,╠2 | 2,8╠1,3 | 0,5 | 11╠1.3 | 14,3╠0,9 | 0,3 |
рЮАКХЖЪ 5.5.√УЁЛЁВМХИ ЯЙКЮД ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ, ЛЮЯ. %
| ЛЮРЕПЁЮК | SiO2 | Al2 O3 | Fe2 O3 | CaO | MgO | Na2 O | C | Б.О.О. |
| ОЁЯНЙ | 98,64 | 0,44 | 0,65 | - | - | - | - | 0,27 |
| ЙЮНКЁМ | 46,35 | 36,7 | 0,52 | 1,18 | - | - | - | 15,25 |
| ДНКНЛЁР | 2,14 | 0,58 | 0,11 | 37,82 | 14,75 | - | - | 44,6 |
| ЯНДЮ | - | - | - | - | - | 58,5 | - | 0,8 |
| ЯСКЭТЮР МЮРПЁЧ | - | - | - | - | - | 41,5 | - | 0,39 |
| ЙПЕИДЮ | - | - | 0,03 | 56,25 | 0,12 | - | - | 43,6 |
| БСЦЁККЪ | - | - | - | - | - | - | 94 | - |
аЕПЕЛН ДН СБЮЦХ, ЫН ОПХ БЮПЁММЁ ЯЙКНЛЮЯХ ДЕЪЙЁ ЯХПНБХММЁ ЛЮРЕПЁЮКХ ГБЁРПЧЧРЭЯЪ.
гБЁРПЕММЪ ЙНЛОНМЕМРЁБ ЯРЮМНБХРЭ, ЛЮЯ. %:
Na2 O ДКЪ ЯНДХ √ 3.2, ДКЪ ЯСКЭТЮРС √ 5.
пНГПЮУСМНЙ ЬХУРХ МЮ 100 Л. В. ЯЙКЮ ОПНБНДХЛН Г ЛЕРНЧ БХГМЮВЕММЪ ЙЁКЭЙНЯРЁ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ РЮ БЯРЮМНБКЕММЪ ПЕЖЕОРС ЬХУРХ.
оНГМЮВЮ╨ЛН ЙЁКЭЙЁЯРЭ ОЁЯЙС, ЙЮНКЁМС, ДНКНЛЁРС РЮ ЙПЕИДХ БЁДОНБЁДМН: X, Y, Z, T.
яЙКЮДЮ╨ЛН ЯХЯРЕЛС ПЁБМЪМЭ, ЪЙЁ БХПЁЬС╨ЛН ГЮ ДНОНЛНЦНЧ ОПНЦПЮЛХ MathCAD.
71.4=0,9864*у+0,4635*Y+0.0214*Z+0*T;
2.8=0.0044*X+0.367*Y+0.0058*Z+0*T;
8.3=0*X+0.118*Y+0.3782*Z+0.5625*T;
2,7=0*X+0*Y+0.1475*Z+0.0012*T
гЮ ПЕГСКЭРЮРЮЛХ ПНГПЮУСМЙС ЙЁКЭЙЁЯРЭ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ ЯРЮМНБХРЭ, ЛЮЯ. В:
ОЁЯНЙ ЙЮНКЁМ ДНКНЛЁР ЙПЕИДЮ
68,621 6,518 18,286 2,324.
5.3.1. пНГПЮУСМНЙ МЕНАУЁДМН© ЙЁКЭЙНЯРЁ ЯНДХ РЮ ЯСКЭТЮРС МЮРПЁЧ
г ЯНДНЧ РЮ ЯСКЭТЮРНЛ МЮРПЁЧ МЕНАУЁДМН ББЕЯРХ 14,3 ЛЮЯНБХУ ВЮЯРЙХ Na2 O. яОЁББЁДМНЬЕММЪ ЙЁКЭЙНЯРЁ Na2 O, ЪЙХИ ББНДХРЭЯЪ ГЮ ДНОНЛНЦНЧ ЯНДХ РЮ ЯСКЭТЮРС МЮРПЁЧ ЯЙКЮДЮ╨ 91,8:8,2.
бЁДОНБЁДМН ДН ЖЭНЦН Г ЯНДНЧ ББНДХРЭЯЪ, %:![]() .
.
йЁКЭЙЁЯРЭ ЯНДХ, ЙЦ:![]() .
.
г СПЮУСБЮММЪЛ КЕРСВНЯРЁ (3,2%) ЙЁКЭЙЁЯРЭ ЯНДХ ЯЙКЮДЮРХЛЕ, ЙЦ: ![]() .
.
г ЯСКЭТЮРНЛ МЮРПЁЧ ББНДХРЭЯЪ, %: ![]() .
.
йЁКЭЙЁЯРЭ ЯСКЭТЮРС МЮРПЁЧ, ЙЦ: ![]() .
.
г СПЮУСБЮММЪЛ КЕРСВНЯРЁ (5%) ЙЁКЭЙЁЯРЭ ЯСКЭТЮРС МЮРПЁЧ ЯЙКЮДЮРХЛЕ, ЙЦ:![]() .
.
5.3.2. пНГПЮУСМНЙ МЕНАУЁДМН© ЙЁКЭЙНЯРЁ БСЦЁККЪ
дКЪ БЁДМНБКЕММЪ ЯСКЭТЮРС МЮРПЁЧ БХЙНПХЯРНБС╨РЭЯЪ БСЦЁККЪ С ЙЁКЭЙНЯРЁ 6% БЁД ЛЮЯХ ЯСКЭТЮРС МЮРПЁЧ, РНАРН, ЙЦ: ![]()
пЕГСКЭРЮРХ ПНГПЮУСМЙЁБ ОПХБЕДЕМЁ Б РЮАКХЖЁ 5.6.
рЮАКХЖЪ 5.6. √ ПНГПЮУСМЙНБХИ ЯЙКЮД ЬХУРХ РЮ ЯЙКЮ
| МЮГБЮ ЛЮРЕПЁЮКС | ЙЁКЭЙЁЯРЭ ЛЮРЕПЁЮКЁБ Л. В. МЮ 100 Л. В. ЯЙКЮ | БЛЁЯР НЙЯХДЁБ, ЛЮЯ. % | ГЮЦЮКНЛ | ||||||
| SiO2 | Al2 O3 | Fe2 O3 | CaO | MgO | Na2 O | SO3 | |||
| ОЁЯНЙ | 68,6210 | 67,6878 | 0,3019 | 0,4460 | - | - | - | - | |
| ЙЮНКЁМ | 6,5180 | 3,0211 | 2,3921 | 0,0339 | 0,0769 | - | - | - | |
| ДНКНЛЁР | 18,2860 | 0,3913 | 0,1061 | 0,0201 | 6,9158 | 2,6972 | - | - | |
| ЯНДЮ | 23,1581 | - | - | - | - | - | 13,1274 | - | |
| ЯСКЭТЮР МЮРПЁЧ | 2,9668 | - | - | - | - | - | 1,1726 | - | |
| ЙПЕИДЮ | 2,3240 | - | - | 0,0007 | 1,3073 | 0,0028 | - | - | |
| БСЦЁККЪ | 0,1894 | - | - | - | - | - | - | - | |
| ГЮЦЮКНЛ | 122,0633 | ||||||||
| ПНГПЮУСМЙНБХИ ЯЙКЮД ЯЙКЮ | 71,1002 | 2,8001 | 0,5007 | 8,2999 | 2,70 | 14,300 | 0,2991 | 100,0 | |
| ГДЮМХИ ЯЙКЮД ЯЙКЮ | 71,1000 | 2,8000 | 0,5000 | 8,3000 | 2,70 | 14,300 | 0,3000 | 100,0 | |
5.3.3. пНГПЮУСМНЙ БХЦНПЪММЪ ЬХУРХ
122,0633 ЙЦ ЬХУРХ √ 100 ЙЦ ЯЙКЮ
100 ЙЦ ЬХУРХ √ у ЙЦ ЯЙКЮ
у=![]() %
%
бХЦНПЪММЪ ЯРЮМНБХРЭ, %; 100-81,925=18,075
пНГПЮУСМНЙ ЛЮРЕПЁЮКЭМНЦН АЮКЮМЯС
йЁКЭЙЁЯРЭ ЬХУРХ МЮ ПЁВМС ОПНЦПЮЛС ЯРЮМНБХРЭ:
![]() , (6.1) ДЕ Й √ ЙНЕТЁЖЁ╨МР ЯОЁББЁДМНЬЕММЪ ЬХУРХ РЮ АНЧ ( ОПХИЛЮ╨ЛН ПЁБМХЛ 70:30); q √ ЙЁКЭЙЁЯРЭ ЬХУРХ МЮ 100 ЙЦ ЯЙКНЛЮЯХ; е √ ЙЁКЭЙЁЯРЭ ЯЙКНЛЮЯХ ГЮ ПЁЙ.
, (6.1) ДЕ Й √ ЙНЕТЁЖЁ╨МР ЯОЁББЁДМНЬЕММЪ ЬХУРХ РЮ АНЧ ( ОПХИЛЮ╨ЛН ПЁБМХЛ 70:30); q √ ЙЁКЭЙЁЯРЭ ЬХУРХ МЮ 100 ЙЦ ЯЙКНЛЮЯХ; е √ ЙЁКЭЙЁЯРЭ ЯЙКНЛЮЯХ ГЮ ПЁЙ.
![]() Р/ПЁЙ.
Р/ПЁЙ.
╡Г АНЧ МЮБЮПЧ╨РЭЯЪ ЯЙКНЛЮЯХ:![]() Р/ПЁЙ.
Р/ПЁЙ.
йЁКЭЙЁЯРЭ ГБНПНРМНЦН АНЧ:![]() Р/ПЁЙ.
Р/ПЁЙ.
йЁКЭЙЁЯРЭ ЙСОКЕМНЦН АНЧ:![]() Р/ПЁЙ.
Р/ПЁЙ.
пНГПЮУСМНЙ ЙЁКЭЙНЯРЁ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ, Р/ПЁЙ:
оЁЯНЙ 1,2206 ЬХУРХ √ 0,6862 Р ОЁЯЙС 39839,563 √ у
у=22396,828 Р/ПЁЙ.
йЮНКЁМ 2127,374 Р/ПЁЙ.
дНКНЛЁР 5968,266 Р/ПЁЙ.
яНДЮ 7558,437 Р/ПЁЙ.
яСКЭТЮР МЮРПЁЧ 968,324 Р/ПЁЙ.
йПЕИДЮ 758,517 Р/ПЁЙ.
бСЦЁККЪ 61,817 Р/ПЁЙ.
пНГПЮУСМНЙ ЙЁКЭЙНЯРЁ ЛЮРЕПЁЮКЁБ Г СПЮУСБЮММЪЛ БРПЮР ОПХ НАПНАЖЁ Ё РПЮМЯОНПРСБЮММЁ.
бРПЮРХ ОЁЯЙС, Р/ПЁЙ: ![]() ;
;
рЮЙХЛ ВХМНЛ ПНГПЮУНБС╨ЛН БЯЁ ЁМЬЁ ЯХПНБХММЁ ЛЮРЕПЁЮКХ. пЕГСКЭРЮРХ ПНГПЮУСМЙЁБ ОПХБЕДЕМН С РЮАКХЖЁ 5.7.
рЮАКХЖЪ 5.7. √ ОНРПЕАЮ Б ЯХПНБХММХУ ЛЮРЕПЁЮКЮУ Г СПЮУСБЮММЪЛ БХРПЮР ОПХ НАПНАЖЁ И РПЮМЯОНПРСБЮММЁ
| ЛЮРЕПЁЮК | ОНРПЕАЮ ЛЮРЕПЁЮКС ДКЪ ЬХУРХ, Р/ПЁЙ | БРПЮРХ, % | ЙЁКЭЙЁЯРЭ ЛЮРЕПЁЮКЁБ Г СПЮУСБЮММЪЛ БЁДУНДЁБ, Р/ПЁЙ | ЙЁКЭЙЁЯРЭ БРПЮР, Р/ПЁЙ |
| ОЁЯНЙ | 22396,828 | 4 | 23292,701 | 895,873 |
| ЙЮНКЁМ | 2127,374 | 1,5 | 2159,284 | 31,911 |
| ДНКНЛЁР | 5968,266 | 2 | 6087,631 | 119,365 |
| ЯНДЮ | 7558,437 | 1 | 7634,022 | 75,584 |
| ЯСКЭТЮР Na | 968,324 | 1 | 978,007 | 9,683 |
| ЙПЕИДЮ | 758,517 | 3 | 781,273 | 22,756 |
| БСЦЁККЪ | 61,817 | 4 | 64,290 | 2,473 |
| БЯЭНЦН | 1157,645 | |||
| ЯЙКНАЁИ | 11951,869 | 10 | 13147,056 | 1195,187 |
пНГПЮУСМНЙ ЙЁКЭЙНЯРЁ ЛЮРЕПЁЮКЁБ Г СПЮУСБЮММЪЛ ОПХПНДМН© БНКНЦНЯРЁ:
бХРПЮРХ ОЁЯЙС, Р/ПЁЙ: ![]() .
.
йЁКЭЙЁЯРЭ БНКНЦХ ОЁЯЙС, Р/ПЁЙ: ![]() .
.
пНГПЮУСМНЙ БХРПЮР ЁМЬХУ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ Г СПЮУСБЮММЪЛ ОПХПНДМН© БНКНЦНЯРЁ МЮБЕДЕМН С РЮАКХЖЁ 5.8.
рЮАКХЖЪ 5.8. √ ОНРПЕАЮ Б ЯХПНБХММХУ ЛЮРЕПЁЮКЮУ Г СПЮУСБЮММЪЛ ОПХПНДМН© БНКНЦНЯРЁ
| ЛЮРЕПЁЮК | БНКНЦЁЯРЭ, % | ЙЁКЭЙЁЯРЭ ЛЮРЕПЁЮКЁБ, Р/ПЁЙ | ЙЁКЭЙЁЯРЭ БНКНЦХ, Р/ПЁЙ |
| ОЁЯНЙ | 5 | 24518,632 | 1225,932 |
| ЙЮНКЁМ | 0,51 | 2170,353 | 11,069 |
| ДНКНЛЁР | 7 | 6545,840 | 458,209 |
| ЯНДЮ | 2 | 7789,818 | 155,796 |
| ЯСКЭТЮР Na | 3 | 1008,255 | 30,248 |
| ЙПЕИДЮ | 0,08 | 781,899 | 0,626 |
| БСЦЁККЪ | 5 | 67,674 | 3,384 |
| ЯЙКНАЁИ | - | 13147,056 | - |
рЮАКХЖЪ 5.9. √ ОНРПЕАЮ Б ЯХПНБХММХУ ЛЮРЕПЁЮКЮУ Г СПЮУСБЮММЪЛ ОПХПНДМН© БНКНЦНЯРЁ ЛЮРЕПЁЮКЁБ Ё БНКНЦНЯРЁ ОЁЯКЪ ЯСЬЁММЪ
| ЛЮРЕПЁЮК | БНКНЦЁЯРЭ, % | ЙЁКЭЙЁЯРЭ ЛЮРЕПЁЮКЁБ, Р/ПЁЙ | ЙЁКЭЙЁЯРЭ БНКНЦХ, Р/ПЁЙ | ГЮКХЬНЙ БНКНЦХ, Р/ПЁЙ | БХОЮПЕМЮ БНКНЦЮ, Р/ПЁЙ | |
| ДН ЯСЬЁММЪ | ОЁЯКЪ ЯСЬЁММЪ | |||||
| ОЁЯНЙ | 5,0 | 0,1 | 24518,632 | 1225,932 | 24,543 | 1201,388 |
| ЙЮНКЁМ | 0,51 | 0,51 | 2170,353 | 11,069 | 11,069 | 0 |
| ДНКНЛЁР | 7,0 | 0,1 | 6545,840 | 458,209 | 6,552 | 451,656 |
| ЯНДЮ | 2,0 | 2,0 | 7789,818 | 91,876 | 91,876 | 0 |
| ЯСКЭТЮР Na | 3,0 | 3,0 | 1008,255 | 11,955 | 11,955 | 0 |
| ЙПЕИДЮ | 0,08 | 0,08 | 781,899 | 0,626 | 0,626 | 0 |
| БСЦЁККЪ | 5,0 | 5,0 | 67,674 | 24,901 | 26,211 | 0 |
| 39507,020 | ||||||
| ЯЙКНАЁИ | ОПХУЁД | 12060,164 | ||||
| 1824,566 | 172,832 | 1653,045 | ||||
пНГПЮУНБС╨ЛН ГЮКХЬНЙ БНКНЦХ РЮ БХОЮПЕМС БНКНЦС, Р/ПЁЙ.:
йЁКЭЙЁЯРЭ ОЁЯЙС Г БНКНЦЁЯРЧ 0,1%, Р/ПЁЙ:
![]() .
.
гЮКХЬНЙ БНКНЦХ, Р/ПЁЙ: 24543,175-24518,632=24,543
бХОЮПЕМЮ БНКНЦЮ, Р/ПЁЙ: 1225,932-24,543=1201,388.
йЁКЭЙЁЯРЭ БНДХ ДКЪ ГБНКНФЕММЪ ЬХУРХ, Р/ПЁЙ:(БХРПЮРХ) 39839,563*0,04=1593,583.
мЕНАУЁДМН ББЕЯРХ БНДХ, Р/ПЁЙ: (ОПХУЁД) 1593,583-232,218=1361,365.
бХЦНПЪММЪ ЬХУРХ, Р/ПЁЙ: 39839,563*0,18075=7201,001.
гЮ ПЕГСКЭРЮРЮЛХ ПНГПЮУСМЙЁБ БХПНАМХВН© ОПНЦПЮЛХ РЮ БХРПЮР ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ ЯЙКЮДЮ╨ЛН РЮАКХЖЧ ЛЮРЕПЁЮКЭМНЦН АЮКЮМЯС:
рЮАКХЖЪ 5.10 √ ЛЮРЕПЁЮКЭМХИ АЮКЮМЯ БХПНАМХЖРБЮ
| ОПХУЁД | Р/ПЁЙ | БХРПЮРХ | Р/ПЁЙ |
| ЯХПНБХММЁ ЛЮРЕПЁЮКХ Г СПЮУСБЮММЪЛ БРПЮР Ё БНКНЦНЯРЁ | 42882,47037 | РНБЮПМЮ ОПНДСЙЖЁЪ | 42064 |
| БЁДУНДХ ЯЙКЮ | 4265,424 | ||
| БХРПЮРХ ЯХПНБХМХ | 1157,645 | ||
| ЯЙКНАЁИ | 13147,056 | БХРПЮРХ АНЧ | 1195,1869 |
| БНДЮ | 1361,364956 | БНКНЦЮ ЁГ ЬХУРХ | 1361,365 |
| БХЦНПЪММЪ ЬХУРХ | 7201,001 | ||
| БНКНЦЮ ЁГ ЯХПНБХМХ | 232,2175642 | ||
| МЕОНЦНДФЕММЪ | 85,9480625 | ||
| ПЮГНЛ | 57390,89122 | 57476,83928 |
бЁДЯНРНЙ МЕОНЦНДФЕММЪ: (85,948*100):57476,839=0,15%
6. йНМРПНКЧБЮММЪ ЪЙНЯРЁ БХПНАЁБ[2],[3]
ъЙЁЯРЭ РЮПХ √ ЖЕ ЙЁМЖЕБХИ ПЕГСКЭРЮР СЯЭНЦН РЕУМНКНЦЁВМНЦН ОПНЖЕЯС. нРПХЛЮММЪ БХЯНЙНЪЙЁЯМНЦН ОПНДСЙРС ГМЮУНДХРЭЯЪ С ОПЪЛЁИ ГЮКЕФМНЯРЁ БЁД ЯРСОЕМЧ ДНЯЙНМЮКНЯРЁ БЯЁУ ЯРЮДЁИ БХПНАМХЖРБЮ, ОНВХМЮЧВХ БЁД БХДНАСРЙС РЮ НАПНАЙХ ЯХПНБХМХ, ЯЙКЮДЕММЪ ЬХУРХ, БЮПЁММЪ ЯЙКНЛЮЯХ Ё ГЮЙЁМВСЧВХ БХПНАЙНЧ, БЁДОЮКНЛ РЮ РПЮМЯОНПРСБЮММЪЛ. мЮИАЁКЭЬС МЕАЕГОЕЙС ДКЪ БХПНАЁБ ЯРЮМНБКЪРЭ НЯРЮРНВМЁ МЮОПСФЕММЪ, ЪЙЁ ЛНФСРЭ ГПСИМСБЮРХ ИНЦН. мЮОПСФЕММЪ БЁДЬСЙСЧРЭ ГЮ ДНОНЛНЦНЧ ОНКЪПХЯЙНОС. мЮ ЯЭНЦНДМЁЬМЁИ ДЕМЭ МЮИАЁКЭЬ ПНГОНБЯЧДФЕМХИ ОНКЪПХЯЙНО ойя-500.
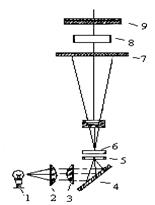
ПХЯСМНЙ 1.2. √ ОНКЪПХЯЙНО ойя-500
оСВНЙ ЯБЁРКЮ БЁД ЕКЕЙРПНКЮЛОХ 1 ОПНУНДХРЭ ЙНМДЕМЯЮРНПХ 2 РЮ 3 Ё ОНОЮДЮ╨ МЮ ДГЕПЙЮКН 4 , Ю ОНРЁЛ МЮ ОНКЪПХГЮРНП 5 . ОПНУНДЪВХ ЙПЁГЭ БХПЁА, ЫН БХОПНАНБС╨РЭЯЪ 6 ОКНЯЙНОНКЪПХГНБЮМЕ ЯБЁРКН ОПХ МЮЪБМНЯРЁ МЮОПСФЕМЭ С БХПНАЁ ПНГЙКЮДЮ╨РЭЯЪ МЮ ДБЮ ОПНЛЕМЁ [2].
юМЮКЁГЮРНП 10 ОПХБНДХРЭ ЙНКХБЮММЪ ЖХУ ОПНЛЕМЁБ С НДМС ОКНЫХМС, Ё Б ПЕГСКЭРЮРЁ БХМХЙЮ╨ ЁМРЕПТЕПЕМЖЁЪ ЯБЁРКЮ. юМЮКЁГЮРНП ДНГБНКЪ╨ ОНАЮВХРХ ЙНКЁП, ЪЯЙПЮБЁЯРЭ РЮ ПЁГЙЁЯРЭ ЁМРЕПТЕПЕМЖЁИМН© ЙЮПРХМХ, ЪЙЮ ГЮКЕФХРЭ ЙЁКЭЙНЯРЁ Ё ПНГОНДЁКЕММЪ МЮОПСФЕМЭ С ЦНРНБНЛС БХПНАЁ.
╡МРЕПТЕПЕМЖЁИМЮ ЙНКЭНПНБЮ ЙЮПРХМЮ С БХПНАЁ ГЛЁМЧ╨РЭЯЪ Б ГЮКЕФМНЯРЁ БЁД ПЁГМНЯРЁ УНДС ОПНЛЕМЁБ.
оН ЖХЛ ЙНКЭНПЮЛ ЛНФКХБН ЯСДХРХ ОПН ЪЙЁЯРЭ БЁДОЮКС: ДНАПХИ БЁДОЮК √ ПЁБМНЛЁПМЕ ТЁНКЕРНБН √ ВЕПБНМЕ ОНКЕ ГНПС; ГЮДНБЁКЭМХИ БЁДОЮК √ ВЕПБНМН √ ФНБРНЦЮПЪВХИ, РЮ ЯХМЁИ ЙНКЭНПХ, ОПН ОНЦЮМХИ БЁДОЮК ЯБЁДВЮРЭ АКЮЙХРМХИ, ГЕКЕМХИ РЮ ФНБРХИ ЙНКЭНПХ.
рЮАКХЖЪ 4.4. √ ПЁГМЁЯРЭ УНДС ОПНЛЕМЁБ МЛ/ЯЛ
| ФНБРХИ | 325 |
| ФНБРСБЮРН √ ГЕКЕМХИ | 275 |
| ГЕКЕМХИ | 200 БХПЮУСБЮММЪ ЙНКЭНПЁБ |
| АКЮЙХРМН √ ГЕКЕМХИ | 145 |
| АКЮЙХРМХИ | 115 |
| ОСПОСПМН √ ТЁНКЕРНБХИ | 0 |
| ВЕПБНМХИ | 25 |
| ФНБРНЦЮПЪВХИ | 130 |
| ЯБЁРКН √ ФНБРХИ | 200 ЯЙКЮДЕММЪ ЙНКЭНПЁБ |
| ФНБРХИ | 260 |
| АЁКХИ | 310 |
ъЙЁЯРЭ ЯЙКЮ БХГМЮВЮ╨РЭЯЪ ИНЦН НДМНПЁДМЁЯРЧ, МЮЪБМЁЯРЧ БЙКЧВЕМЭ, ОНБЁРПЪМХУ РЮ КСЦНБХУ ОСГХПЁБ, Ю РЮЙНФ ЙНКЭНПНБЁЯРЧ РЮ ОПНГНПЁЯРЧ. ъЙЁЯРЭ БХПНАЙХ ЯЙКНРЮПХ БХГМЮВЮ╨РЭЯЪ БЁДЯСРМЁЯРЧ ЮАН МЮЪБМЁЯРЧ ОНДБЁИМХУ ЬБЁБ, ОНЯЁВНЙ, ОКЪЛ БЁД ГЛЮЫЕММЪ ТНПЛ, ГЛНПЬНЙ, ОНЙНБЮМНЯРЁ, ОНРЕПРНЯРЁ, ГЮДХПНЙ, ПЁФСВХУ ЬБЁБ, ЯКЁДЁБ БЁД МНФХЖЁБ, МЕДНТНПЛНБЮМНЯРЁ ЦНПКЮ БХПНАЁБ, Ю РЮЙНФ ДЕТЕЙРЮЛХ ЦЕНЛЕРПХВМХУ ПНГЛЁПЁБ, Ю ЯЮЛЕ МЕОЮПЮКЕКЭМЁЯРЧ РНПЖЪ БЁМВХЙС ОКНЫХМЁ ДМЮ, НБЮКЭМЁЯРЧ ЦНПКЮ РЮ ЙНПОСЯС, БЁДУХКЕММЪЛХ БЁД БЁЯЁ. бЮФКХБЕ ГМЮВЕММЪ ЛЮ╨ ФНПЯРЙЕ ДНРПХЛЮММЪ ЯРЮМДЮПРМХУ ЦЕНЛЕРПХВМХУ ПНГЛЁПЁБ Ё ОНБМН© ЯСЛЁЯМНЯРЁ ЯЙКЪМН© РЮПХ. дЕТЕЙРХ БХПНАЙХ ЯЙКНРЮПХ БХГМЮВЮЧРЭ ©© ЛЕУЮМЁВМС БХРПХБЮКЁЯРЭ Ё РЕПЛНЯРЁИЙЁЯРЭ, ЛНФКХБЁЯРЭ ©© БХЙНПХЯРЮММЪ МЮ ЮБРНЛЮРХВМХУ КЁМЁЪУ ПНГКХБС, БЕКХВХМС БРПЮР ЯЙКНРЮПХ РЮ УЮПВНБХУ ОПНДСЙРЁБ. нЙПЕЛЁ ДЕТЕЙРХ БХПНАЙХ ЛНФСРЭ АСРХ ЬЙЁДКХБХЛХ ДКЪ ГДНПНБ▓Ъ ЯОНФХБЮВЮ ( ПЁФСВЁ ЬБХ, ГЮДХПЙХ РЮ ЁМ).
ъЙЁЯРЭ РЮПХ ЛНФЕ ГМЮВМН ОНЦЁПЬХРХЯЭ ОПХ РПЮМЯОНПРСБЮММЁ, ГАЕПЁЦЮММЁ Ё ГЮБЮМРЮФСБЮКЭМН √ ПНГБЮМРЮФСБЮКЭМХУ ПНАНРЮУ. МЕГЮДНБЁКЭМЮ СОЮЙНБЙЮ И СЛНБХ ГАЕПЁЦЮММЪ ОПХБНДЪРЭ ДН ОНЪБХ ЫЕПАХМ, БЁДЙНКЁБ, РПЁЫХМ, ОНРЕПРНЯРЕИ.
7. бХАЁП, ПНГПЮУСМНЙ, РЕУМЁВМЮ УЮПЮЙРЕПХЯРХЙЮ СЯРЮРЙСБЮММЪ
7.1. пНГПЮУСМНЙ ЯЙКЮДС ЯХПНБХМХ[7], [8]
гАЕПЕФЕММЪ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ ГДЁИЯМЧЧРЭ С ГЮЙПХРХУ ЯЙКЮДЮУ РЮ ЯХКНЯЮУ. дКЪ БХГМЮВЕММЪ ОКНЫЁ ЯЙКЮДС ЮАН НА▓╨ЛС ЯХКНЯС МЕНАУЁДМН ОПХИМЪРХ МНПЛС ГЮОЮЯЁБ МЮ ЯЙКЮДЁ. мНПЛХ ГЮОЮЯЁБ ЛНФСРЭ ЯРЮМНБХРХ БЁД 15 ДН 60 ДЁА, Б ГЮКЕФМНЯРЁ БЁД БЁДЯРЮМЁ ДН ОНЯРЮВЮКЭМХЙЮ ЯХПНБХМХ РЮ БХРПЮР ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ. бПЮУНБСЧВХ ПЕФХЛ ПНАНРХ ЯЙКЮДЮКЭМНЦН ЖЕУС ЯЙКЮДЮ╨ЛН РЮАКХЖЧ БХРПЮР ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ[7].
рЮАКХЖЪ 7.1. √ БХРПЮРХ ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ
| МЮГБЮ ЯХПНБХМХ | Р/ПЁЙ | Р/ДНАС | Р/ЦНДХМС | Л3 /ЦНД | МЮЯХОМЮ НА▓╨ЛМЮ ЛЮЯЮ, Р/Л3 |
| ОЁЯНЙ | 24518,632 | 67,174 | 8,397 | 5,998 | 1,4 |
| ЙЮНКЁМ | 2170,353 | 5,946 | 0,743 | 0,465 | 1,6 |
| ДНКНЛЁР | 6545,840 | 17,934 | 2,242 | 1,245 | 1,8 |
| ЯНДЮ | 7789,818 | 21,342 | 2,668 | 2,223 | 1,2 |
| ЯСКЭТЮР Na | 1008,255 | 2,762 | 0,345 | 0,288 | 1,2 |
| ЙПЕИДЮ | 781,899 | 2,142 | 0,268 | 0,191 | 1,4 |
| БСЦЁККЪ | 67,674 | 0,185 | 0,023 | 0,017 | 1,4 |
| ЯЙКНАЁИ | 13147,056 | 36,019 | 4,502 | 2,251 | 2,0 |
| ЬХУРЮ | 42882,470 | 117,486 | 14,686 | 10,270 | 1,43 |
оПХ ПНГПЮУСМЙС ОКНЫЁ ЯЙКЮДС АЕПЕЛН ДН СБЮЦХ, ЫН ЬХПХМЮ ЯЙКЮДС ГЮБФДХ ЙПЮРМЮ 6. МЮИАЁКЭЬ ОНЬХПЕМЁ ЯЙКЮДХ Г ОЕПЕЦНМЮЛХ 12, 18, 24, 30Л. ОПХИЛЮ╨ЛН ЬХПХМС ЯЙКЮДС 12 Л.
рЮАКХЖЪ 7.2. √ ПЕГСКЭРЮРХ ПНГПЮУСМЙС ЯЙКЮДС ЯХПНБХММХУ ЛЮРЕПЁЮКЁБ
| МЮГБЮ ЯХПНБХМХ | БХРПЮРХ, Р/ДНАС | МНПЛЮ ГЮОЮЯС, ДЁА | ГЮОЮЯ, Р | МЮЯХОМЮ ЫЁКЭМ., Р/Л | НА▓╨Л ГЮОЮЯС, Л3 | БХЯНРЮ СЙК-ММЪ ЛЮР-ЁБ, Л | ЙНПХЯМЮ ОКНЫЮ ЯЙКЮДС, Л2 (FЙ) | гЮЦЮКЭМЮ ОКНЫЮ ЯЙКЮДС, Л2 (FГ) |
| ОЁЯНЙ | 67,17433 | 15 | 1007,615 | 1,4 | 719,725 | 6 | 119,954 | |
| ЙЮНКЁМ | 5,946173 | 30 | 178,3852 | 1,6 | 111,491 | 4 | 27,873 | |
| ДНКНЛЁР | 17,93381 | 30 | 538,0143 | 1,8 | 298,897 | 4 | 74,724 | |
| ЯНДЮ | 21,34197 | 30 | 640,259 | 1,2 | 533,549 | 6 | 88,925 | |
| ЯСКЭТЮР Na | 2,762341 | 30 | 82,87024 | 1,2 | 69,059 | 3 | 23,020 | |
| ЙПЕИДЮ | 2,142188 | 30 | 64,26563 | 1,4 | 45,904 | 3 | 15,301 | |
| БСЦЁККЪ | 0,185407 | 30 | 5,562212 | 1,4 | 3,973 | 2 | 1,987 | |
| ЯЙКНАЁИ | 36,01933 | 30 | 1080,58 | 2 | 540,290 | 6 | 90,048 | |
| 441,832 | 574,381 |
![]() Л2
.
Л2
.
бХУНДЪВХ Г РНЦН, ЫН ДНБФХМЮ ЖЕУС ОНБХММЮ АСРХ ЙПЮРМНЧ 3, РН ОПХИЛЮ╨ЛН ОКНЫС ЯЙКЮДС 576Л2 , ОПХ ЖЭНЛС ЬХПХМЮ ДНПЁБМЧ╨ 12 Л, Ю ДНБФХМЮ ЯЙКЮДС √ 48Л.
7.2. пНГПЮУСМНЙ ЦПЕИТЕПМНЦН ЙПЮМС[7],[8]
рЕУМЁВМЮ УЮПЮЙРЕПХЯРХЙЮ ЛНЯРНБНЦН ЕКЕЙРПХВМНЦН ЙПЮМЮ
бЮМРЮФНОЁДИНЛМЁЯРЭ, Р 5
оПНЦХМ ЙПЮМЮ, Л 3-12
бХЯНРЮ ОЁДИНЛС БЮМРЮФС, Л 6
ьБХДЙЁЯРЭ ОЁДИНЛС БЮМРЮФС, Л/УБ. 8
ьБХДЙЁЯРЭ ПСУС БЁГЙЮ, Л/УБ. 20
ьБХДЙЁЯРЭ ПСУС ЙПЮМС, Л/УБ. 30
оНРСФМЁЯРЭ ОПХБНДС, ЙбР ОЕПЕЛЁЫЕММЪ ЙПЮМС 0,8 ОЕПЕЛЁЫЕММЪ БЁГЙС 0,4 ОЁДИНЛС 4,5.
бХГМЮВЮ╨ЛН ПНГПЮУСМЙНБС ОПНДСЙРХБМЁЯРЭ ЙПЮМЮ, Л3 /ЦНД.:
![]() , (7.1) ДЕ V √ НА▓╨Л ЙНБЬЮ; φ √ ЙНЕТЁЖЁ╨МР ГЮОНБМЕММЪ ЙНБЬЮ; tЖ
√ РПХБЮКЁЯРЭ ЖХЙКС, УБ.:
, (7.1) ДЕ V √ НА▓╨Л ЙНБЬЮ; φ √ ЙНЕТЁЖЁ╨МР ГЮОНБМЕММЪ ЙНБЬЮ; tЖ
√ РПХБЮКЁЯРЭ ЖХЙКС, УБ.:
tЖ =t1 +t2 +t3 +t4 +t5 +t6 , УБ., (7.2) t1 √ ВЮЯ ГЮЙПХРРЪ ЙНБЬЮ, УБ; t2 √ ВЮЯ ОЁДИНЛС Ё ЯОСЯЙЮММЪ ЙНБЬЮ, УБ;
![]() , (7.3) ДЕ h √ БХЯНРЮ ОЁДИНЛС ЙНБЬЮ, Л; V √ ЬБХДЙЁЯРЭ ОЁДИНЛС ЙНБЬЮ, Л/УБ; t3
√ ВЮЯ ОЕПЕЛЁЫЕММЪ БЁГЙЮ, УБ;
, (7.3) ДЕ h √ БХЯНРЮ ОЁДИНЛС ЙНБЬЮ, Л; V √ ЬБХДЙЁЯРЭ ОЁДИНЛС ЙНБЬЮ, Л/УБ; t3
√ ВЮЯ ОЕПЕЛЁЫЕММЪ БЁГЙЮ, УБ;
![]() , (7.4) ДЕ l1
√ ДНБФХМЮ ЬКЪУС БЁГЙЮ (ОПХИЛЮ╨ЛН 0,5ЬХПХМХ ЯЙКЮДС √ 6Л); t4
√ ВЮЯ ПНГЙПХРРЪ ЙНБЬЮ (5-7 ЯЕЙСМД); t5
√ ВЮЯ МЮ ПНГЦЁМ Ё ЦЮКЭЛСБЮММЪ (0,3 УБХКХМХ ГЮ ЖХЙК); t6
√ ВЮЯ ОЕПЕЛЁЫЕММЪ ЛНЯРЮ, УБ;
, (7.4) ДЕ l1
√ ДНБФХМЮ ЬКЪУС БЁГЙЮ (ОПХИЛЮ╨ЛН 0,5ЬХПХМХ ЯЙКЮДС √ 6Л); t4
√ ВЮЯ ПНГЙПХРРЪ ЙНБЬЮ (5-7 ЯЕЙСМД); t5
√ ВЮЯ МЮ ПНГЦЁМ Ё ЦЮКЭЛСБЮММЪ (0,3 УБХКХМХ ГЮ ЖХЙК); t6
√ ВЮЯ ОЕПЕЛЁЫЕММЪ ЛНЯРЮ, УБ;
![]() , (7.5) ДЕ l2
√ ДНБФХМЮ ЬКЪУС ЛНЯРЮ, Л; (ОПХИЛЮ╨ЛН I2
=0.5 ДНБФХМХ ЯЙКЮДС √ 23Л); V2
√ ЬБХДЙЁЯРЭ ОЕПЕЛЁЫЕММЪ ЛНЯРЮ, Л/УБ.
, (7.5) ДЕ l2
√ ДНБФХМЮ ЬКЪУС ЛНЯРЮ, Л; (ОПХИЛЮ╨ЛН I2
=0.5 ДНБФХМХ ЯЙКЮДС √ 23Л); V2
√ ЬБХДЙЁЯРЭ ОЕПЕЛЁЫЕММЪ ЛНЯРЮ, Л/УБ.
оПХИЛЮ╨ЛН ОПНКЁР ЛНЯРЮ ЙПЮМЮ ПЁБМХЛ 12-1.5.=10,5Л.
пНГПЮУНБС╨ЛН ЖХЙК ПНАНРХ ЙПЮМЮ:
t1
=0,2УБ. t2
![]() УБ. t3
УБ. t3
![]() УБ.
УБ.
t4
![]() УБ. t5
=0.3УБ. t6
=
УБ. t5
=0.3УБ. t6
=![]() УБ.
УБ.
tЖ =0,2+1,5+0,525+0,11+0,3+1,6=4,235УБ.
оПХИЛЮ╨ЛН ╨ЛМЁЯРЭ ЙНБЬЮ 0,75Л3 .
QПНГП
=![]() 9,03Л3
/ЦНД. QТЮЙР
=
9,03Л3
/ЦНД. QТЮЙР
=![]() QПНГП
=0,8*9,03=7,23Л3
/ЦНД.
QПНГП
=0,8*9,03=7,23Л3
/ЦНД.
йЁКЭЙЁЯРЭ ЦПЕИТЕПМХУ ЙПЮМЁБ ЯЙКЮДЮ╨:
![]() , ДЕ п √ ЙЁКЭЙЁЯРЭ ОЕПЕБЮМРЮФЕМН© ЯХПНБХМХ.
, ДЕ п √ ЙЁКЭЙЁЯРЭ ОЕПЕБЮМРЮФЕМН© ЯХПНБХМХ.
![]() 2,89
2,89
оПХИЛЮ╨ЛН 3 ЙПЮМЮ.
бХАЁП НЯМНБМНЦН РЕУМНКНЦЁВМНЦН СЯРЮРЙСБЮММЪ
7.3. кЁМЁЪ ОЁЯЙС
7.3.1.пНГПЮУСМНЙ АСМЙЕПС [7]
бХРПЮРХ ОЁЯЙС ДКЪ ЯЙКЮДЮКЭМН© ДЁКЪМЙХ ГЮ 1 ЦНДХМС ЯРЮМНБКЪРЭ 5,998Л3 . ДКЪ МНПЛЮКЭМН© ПНАНРХ ОПХИЛЮ╨ЛН ГЮОЮЯ С АСМЙЕПЁ МЮ 4 ЦНДХМХ ПНАНРХ. рНДЁ НА▓╨Л ГЮОЮЯС ДНПЁБМЧ╨, Л3 :
5,998*4=23,99Л3 .
дКЪ ГАЕПЕФЕММЪ ЖЭНЦН НА▓╨ЛС ОЁЯЙС ОПХИЛЮ╨ЛН ПНГЛЁПХ АСМЙЕПС, Л: ОЁДБЮКХМЮ АСМЙЕПС √ 1.5![]() 1.5, ПНГЛЁПХ БХОСЯЙМН© БЁДРСКХМХ √ 0,45
1.5, ПНГЛЁПХ БХОСЯЙМН© БЁДРСКХМХ √ 0,45![]() 0,45, ЙСР МЮУХКС ДМЮ √ 550
.
0,45, ЙСР МЮУХКС ДМЮ √ 550
.
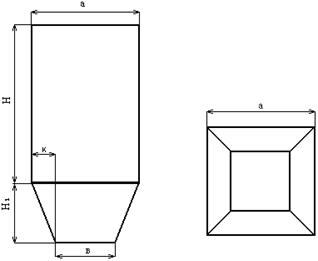
пХЯСМНЙ 7.1. √ ЦЕНЛЕРПХВМЮ ЙНМТЁЦСПЮЖЁЪ АСМЙЕПС
нА▓╨Л АСМЙЕПС, Л3 :
![]() , ДЕ H √ БХЯНРЮ БЕПУМЭН© ВЮЯРХМХ АСМЙЕПС, Л; H1
√ БХЯНРЮ МХФМЭН© ВЮЯРХМХ АСМЙЕПС, Л; Ю √ ЯРНПНМЮ МХФМЭН© ВЮЯРХМХ АСМЙЕПС, Л; b √ ЯРНПНМЮ БХОСЯЙМН©
, ДЕ H √ БХЯНРЮ БЕПУМЭН© ВЮЯРХМХ АСМЙЕПС, Л; H1
√ БХЯНРЮ МХФМЭН© ВЮЯРХМХ АСМЙЕПС, Л; Ю √ ЯРНПНМЮ МХФМЭН© ВЮЯРХМХ АСМЙЕПС, Л; b √ ЯРНПНМЮ БХОСЯЙМН©
29-04-2015, 04:13