мощность фрезерной головки - 1,7 кВт;
габариты - 2231 ´ 1184 ´ 1286 мм.
Токарный многошпиндельный горизонтальный патронный полуавтомат 1А240П8:
Количество нпинделей - 8;
размеры наибольшей детали - Д=100 мм, L=200 мм;
общий ход продольного суппорта - 180 мм;
частота вращения рабочих шпинделей - 101...100 об ¤мин ;
мощность двигателя - 20 кВт;
габариты - 4060 ´ 1665 ´ 1945.
Токарный - гидрокопировальный станок 1713:
Наибольший диаметр обработки: на станиной - 400 мм
над суппортом - 250 мм;
наибольшая длина хода переднего суппорта - 250 мм;
наибольшее расстояние между центрами - 450 мм;
наибольшая длина рабочего хода заднего суппорта - 135 мм;
наибольший рабочий ход копировального суппорта - 510 мм;
пределы чисел оборотов шпинделя - 125...1250 об ¤мин ;
габариты - 2750 ´ 1250 ´ 2025 мм.
Токарный - гидрокопировальный станок 1708:
Наибольший диаметр обработки: на станиной - 320 мм
над суппортом - 200 мм;
наибольшая длина хода переднего суппорта - 250 мм;
наибольшее расстояние между центрами - 450 мм;
наибольшая длина рабочего хода заднего суппорта - 135 мм;
наибольший рабочий ход копировального суппорта - 510 мм;
пределы чисел оборотов шпинделя - 160...1600 об ¤мин ;
габариты - 2300 ´ 1120 ´ 1870 мм
Силовые головки:
Силовая головка ТЕМ18:
сверление
Nвд =1,2 кВт
расход мощности привода насоса подачи - 0,8 кВт;
диаметр цилиндра - 65 мм;
усилие подач - 950 кг;
диапазон скоростей подачи - 35...900 м ¤мин ;
регулирование - бесступенчатое;
скорость ХХ - 8,5 м ¤мин ;
число оборотов приводного вала - 710 об ¤мин ;
ряд чисел оборотов шпинделя - 80, 90, 100, 112, 125, 160, 250...560, 620;
вес комплекта - 380...430 кг
Силовая головка ТЕМ20:
- самодвижущаяся силовая головка
сверление
Nвд =1,1 кВт
диапазон скоростей подачи - 30...600 м ¤мин ;
регулирование - бесступенчатое;
диапазон чисел оборотов шпинделя - 14...2590 об ¤мин ;
ряд чисел оборотов - 80, 90, 250, 280, 315, 560, 630;
подача - 18...2073 мм ¤мин ;
диапазон подач - 0,03...1,5;
наибольшее усилие - 940 кг
Силовая головка ТЕМ22:
- самодвижущаяся силовая головка
растачивание
Nвд =2,2 кВт;
Диаметр цилиндра - 170 мм;
рабочий ход - 400...630 мм
максимальный диаметр точения - 125 мм;
диапазон скоростей подач - 310...950 м ¤мин ;
регулирование подач - бесступенчатое;
усилие подачи - 1500 кг;
скорость ХХ - 5,8 м ¤мин
Силовая головка ТЕМ23:
зенкерование и развертывание
Nвд =1,2...15 кВт;
расход мощности привода насоса подачи - 1,7 кВт;
рабочий ход - 400...630 мм;
максимальный диаметр зенкерования - 85 мм:
диапазон чисел оборотов шпинделя - 138...1119 об ¤мин ;
диапазон подач - 0,7...1,5 мм ¤об ;
диапазон скоростей подач - 15...650 м ¤мин ;
регулирование подач - бесступенчатое;
скорость ХХ - 6,5 м ¤мин ;
усилие подачи - 5000 кг;
ориентировочный вес - 1260...1760 кг
Силовые столы:
Силовой стол УМ2444:
(самодвижущийся электромеханический)
сверление, зенкерование, растачивание
Мощность электродвигателя - 0,5...1,5 кВт;
усилие подачи - 2500 кг;
Nдв раб =1,2 кВт;
диапазон рабочих подач - 16,8...137, 50,4...412, 316...1293;
скорость ХХ - 5,1 м ¤мин ;
габариты стола - 450 ´ 200 мм
производитель - Минский завод автоматических линий
Силовой стол УМ2434:
(самодвижущийся электромеханический)
сверление, зенкерование, растачивание
Мощность электродвигателя - 0,18...0,6 кВт;
Nдв раб =0,6 кВт;
усилие подачи - 1000 кг;
диапазон рабочих подач - 26,8...214, 154...1228 мм ¤мин ;
габариты стола - 450 ´ 220 мм
производитель - Минский завод автоматических линий
Силовой стол 5У4652:
(несамодействующий гидравлический)
сверление, зенкерование, растачивание
Мощность электродвигателя - 7,5 кВт;
давление масла - 40 кг ¤см 2 ;
наибольшее усилие подач - 3150 кг;
диапазон скоростей подач - 14...700 мм ¤мин ;
регулирование подач - бесступенчатое;
скорость ХХ - 5 м ¤мин ;
число оборотов приводного вала - 730 об ¤мин ;
рабочий ход - 400, 630
габариты - 425...215 мм
Технологическая оснастка:
Самоцентрирующийся трех - кулачковый патрон (ГОСТ 2675 - 71):
Д=250 мм, Д1=238 мм, Д2=150 мм (зажим детали), В=46 мм, L=115 мм
Патроны этой конструкции обеспечивают большую силу зажима 12000...16300 кгс, а при качественном изготовлении и высокой точности центрирования (биеное до 0,02 мм) в условиях нормальной эксплуатации точность центрирования сохраняется длительное время.
Центры:
(упорный с отжимной гайкой):
Материал - У10 (ГОСТ 1436 - 54) или 40Х - применяют в условия больших осевых нагрузок.
Гайка - сталь 45, HRC35...38, ГОСТ 1050 - 88.
Размеры: L=70...380 мм, Д=9,045...63,348, 801, 100...120, a=60°и 75°.
Биение не превышает (0,015...0,02 мм).
В кругло - шлифовальных станках с целью достижения повышенной точности, шпиндель шлиф. бабки выполняют неподвижным.
Задние центры устанавливают в пиноли задней бабки, неподвижно в процессе обработки и работают как подшипники скольжения с большим давлением подвергаясь сильному нагреву и износу.
Материал: У10, 40Х с последующей термообработкой или У8А
(ГОСТ 1435 - 54 ).
Биение для центров нормальной точности - 0,01 мм, а для повешенной точности - 0,005 мм.
Размеры: L=70...320 мм, Д=9,045...63,348 мм, Д1=9,2...63,8, d=5,5...50 мм, l=53...190 мм
Поводковый двух - кулачковый патрон 71-60-0012 (ММ4051 - 62):
Д=180 мм, В=60 мм, Д1=121,46 мм, Дзах дет =20...120 мм, m=21,5...30 мм
Материал кулачков - стальШХ15 (ГОСТ 1801 - 60) HRC60...64.
Режущий инструмент:
Зенкер:
Материал режущей части - Р6М5.
Д=22,6 мм, число зубьев - 5.
Геометрические параметры: g=15°, a=8°, j=60°, j1 =30°, w=25°
[3]стр.155 т.48.
Сверло:
Материал режущей чати - Р6М5.
Д=16,7 мм, Д=21 мм, Д=30 мм
Геометрические параметры: a=16°, 2j=118°, j1 =20°, w=6°
[3]стр.152 т.46.
Резец проходной:
Материал режуй части - Т15К6.
b´h=20 ´ 20, g=8°, a=6°, j=60°,
Резец проходной упорный: b´h=20 ´ 20, g=8°, a=6°, r=10°, r=0,2°, j=90°.
Т=60 мин
Фреза червячная:
Материал режущей части - Т5К10,
диаметр - 75 мм,
число зубььев - 8.
Фреза резьбовая:
Материал режущей части - Р6М5,
диаметр - 60 мм.
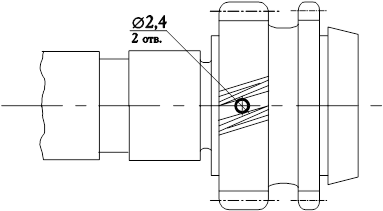
Сверло (2):
Д=2,4, j=118±2°, a=14°, j=50°.
Выбор и обоснование установочных баз согласно данному технологическому процессу:
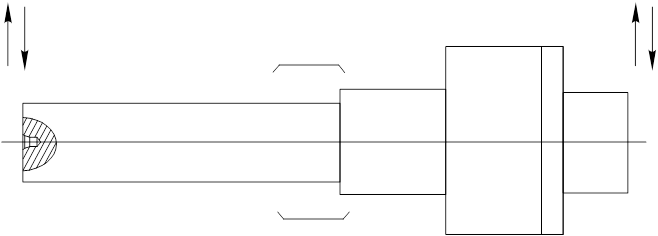
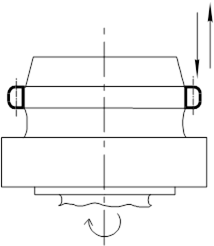
005 Фрезерно-центровальная операция:
Конструкторская база- ось детали,
технологическая (установочная база) - наружная цилиндрическая поверхность детали,
измерительная база - торец детали.
Установочные элементы - призма и пневматический зажим или две призмы.
Деталь при таком закреплении лишается шести степеней свободы:
в плоскости хоу - лишается двух степеней свободы - возможности перемещения по оси о z и вращения вокруг оси оу .
В плоскости zоу - лишается двух степеней свободы - возможности перемещения вдоль оси оу и вращения вокруг оси oz .
В плоскости хо z - лишается перемещения по оси ох и вращения вокруг оси ох .
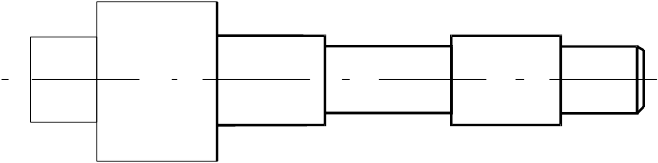
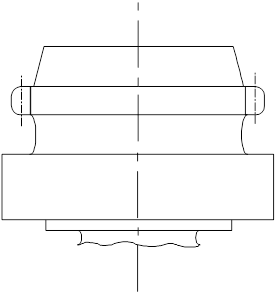
010 Гидрокопировальная:
(производится черновое и чистовое точение одной половины детали)
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность детали,
измерительная база - торец детали.
Установочные элементы - трех - кулачковый патрон и задний центр.
Для достижения необходимой точности данную деталь необходимо лишить пяти степеней свободы (перемещение по oz , oy и ох и вращения вокруг осей о z и оу . Вращение вокруг оси ох остается, так как производится вращение шпинделя с заготовкой).
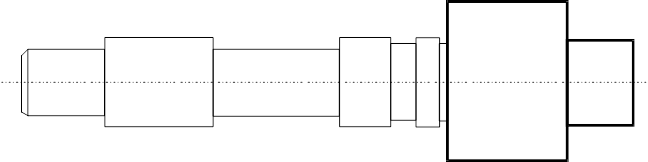
015 Гидрокопировальная:
(производится черновое и чистовое точение со стороны шестерни)
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность детали,
измерительная база - торец детали.
Установочные элементы - трех - кулачковый патрон и задний центр.
Для достижения необходимой точности данную деталь необходимо лишить пяти степеней свободы (перемещение по oz , oy и ох и вращения вокруг осей о z и оу . Вращение вокруг оси ох остается, так как производится вращение шпинделя с заготовкой).
020 Токарно - автоматная 1А240П-8:
(сверление, растачивание, развертывание, точение, зенкерование)
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы: - патрон и задний центр.
Деталь при данном закрепление деталь необходимо лишать пяти степеней свободы (перемещения по ox, oy и oz, и вращения вокруг ox и oy).
I позиция:
II позиция :
III позиция :
IV позиция :
V позиция :
VI позиция:
VII позиция:
VIII позиция:
(загрузочная)
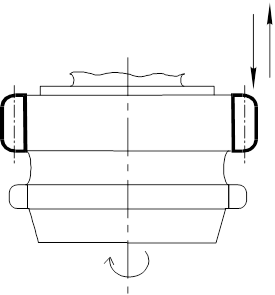
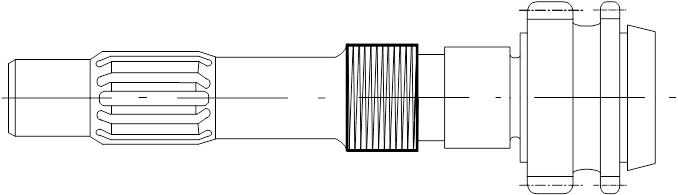
025 Шлиценакатная:
(производится нарезание шлицев червячной фрезой)
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность детали,
измерительная база - торец детали.
Установочные элементы - призма.
Деталь при таком закреплении лишается пяти степеней свободы (перемещения и вращения вокруг oz и oy, перемещение по оси ox деталь лишается в процессе обработки, а вращения вокруг ox деталь лишаеть не обязательно).
030 Долбежная:
Конструкторская база - ось детали,
установочная база - торец детали,
измерительная база - наружная цилиндрическая поверхность детали.
Деталь при данном закрепление деталь необходимо лишать пяти степеней свободы (перемещения по ox, oyи oz, и вращения вокруг ox и oy, остается вращение вокруг оси oz).
035 Долбежная:
Конструкторская база - ось детали,
установочная база - торец детали,
измерительная база - наружная цилиндрическая поверхность детали.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (перемещения по ox, oy и oz, и вращения вокруг ox и oy, остается вращение вокруг оси oz).
040 Зубозакругляющая:
Конструкторская база - ось детали,
установочная база - торец детали,
измерительная база - наружная цилиндрическая поверхность детали.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (перемещения по ox, oy и oz, и вращения вокруг ox и oy, остается вращение вокруг оси oz).
045 Зубо - шевинговальная:
(производится шевингование зубьев колеса
Д=56,23-0,2 мм с числом зубьев z=17)
Конструкторская база - ось детали,
установочная база - торец детали,
измерительная база - наружная цилиндрическая поверхность детали.
Установочные элементы - жесткие центры
Деталь при данном закрепление необходимо лишать пяти степеней свободы (перемещения по ox, oy и oz, и вращения вокруг ox и oy).
055 Агрегатно-сверлильная:
(одновременное сверление двух отверстий Æ2,4)
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы - пневматические тиски с призматическими губками.
Деталь при данном закрепление необходимо лишать шести степеней свободы (перемещения по ox, oy и oz, и вращения вокруг ox, oy и oy).
060 Кругло-шлифовальная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы - двух кулачковый патрон, центры жесткие.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (в плоскости xoy - двух степеней свободы - перемещение по оси oz и вращения вокруг оси oy , в плоскости zoy - двух степеней свободы - перемещения вокруг оси oy и вращения вокруг оси oz , и в плоскости yoz - одной степени свободы - перемещения по оси ox ).
065 Кругло-шлифовальная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы - двух кулачковый патрон, центры жесткие.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (в плоскости xoy - двух степеней свободы - перемещение по оси oz и вращения вокруг оси oy , в плоскости zoy - двух степеней свободы - перемещения вокруг оси oy и вращения вокруг оси oz , и в плоскости yoz - одной степени свободы - перемещения по оси ox ).
070 Кругло-шлифовальная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы - двух кулачковый патрон, центры жесткие.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (в плоскости xoy - двух степеней свободы - перемещение по оси oz и вращения вокруг оси oy , в плоскости zoy - двух степеней свободы - перемещения вокруг оси oy и вращения вокруг оси oz , и в плоскости yoz - одной степени свободы - перемещения по оси ox ).
075 Кругло-шлифовальная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы - двух кулачковый патрон, центры жесткие.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (в плоскости xoy - двух степеней свободы - перемещение по оси oz и вращения вокруг оси oy , в плоскости zoy - двух степеней свободы - перемещения вокруг оси oy и вращения вокруг оси oz , и в плоскости yoz - одной степени свободы - перемещения по оси ox ).
080 Внутри-шлифовальная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - торец детали.
Установочные элементы: - двух кулачковый патрон.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (перемещение по оси oz и вращения вокруг оси oy , перемещения по оси oy и вращения вокруг оси oz , перемещения по оси ox ).
085 Резьбо - фрезерная:
Конструкторская база - ось детали,
установочная база - наружная цилиндрическая поверхность,
измерительная база - наружная цилиндрическая поверхность и торец детали.
Установочные элементы - центры.
Деталь при данном закрепление необходимо лишать пяти степеней свободы (перемещения по ox, oy и oz, и вращения вокруг oz и oy).
Определение коэффициента использования эффективного оборудования и агрегатного оборудования:
Кэм=Qэм / Qм
Qэм - количество огрегатного оборудования;
Qм - всего методов.
Кэм³0,45
Кагр³0,38
К эффективным методам обработки относятся:
005 Фрезерно - центровальная;
010 Агрегатная;
015 Агрегатная;
020 Токарно - автоматная;
055 Агрегатная (сверлильная);
060 Кругло - шлифовальная;
065 Кругло - шлифовальная;
070 Кругло - шлифовальная;
075 Кругло - шлифовальная;
080 Внутри - шлифовальная.
Кэм=10 / 18=0,55>0,45 - оборудование выбрано правильно
Каг.об=2 / 61=0,03<0,38 - применение в данном технологическом процессе агрегатного оборудования нерационально)
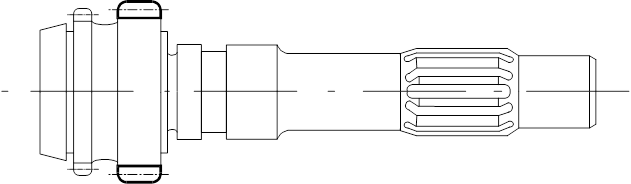
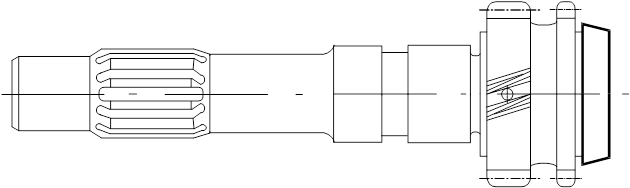
Операционная технологигия для многоцелевого станка на данную деталь “Первичный вал” :
Выбор оборудования и технологической оснастки:
Модель станка - 16К20Т1
Паспортные данные:
наибольший обрабатываемый диаметр над станиной - 400 мм;
наибольший обрабатываемый диаметр над суппортом - 200 мм;
наибольшая длина обрабатываемой детали - 1000 мм;
количество инструментов в револьверной головке - 6;
пределы подач Sм (мм ¤мин ): по оси х - 0,05...2800;
по оси у - 0,1...5600;
частота вращения шпинделя - 10...2000 об ¤мин ;
(рекомендуемые значения) - 10, 18, 25, 35,5, 50, 150, 200, 225, 355, 500, 800, 1600, 2000, 2500;
регулирование подачи - бесступенчатое;
максимальное усилие (Н): по оси х - 36000;
по оси z - 8000;
мощность главного электродвигателя - 11 кВт;
габариты - 3000 ´ 1600 ´ 1600.
Технологическая оснастка:
приспособление - трех кулачковый самоцентрирующийся патрон.
Режущий инструмент:
Проходной резец:
ГОСТ 21151-75
материал режущей части - Т5К10 - упорный
В ´h=25 ´ 25, a=6°, g=8°, j=90°, Т=60 мин
Проходной резец:
ГОСТ 21151-75
материал режущей части - Т5К10
В ´h=25 ´ 25, a=6°, g=8°, j=45°, r=1,0, r=0,2
Проходной резец:
ГОСТ 20872-80
материал режущей части - Т15К6
В ´h=25 ´ 25, a=8°, g=15°, j=45°, Т=60 мин
Резец отрезной:
ГОСТ 18884-73
материал режущей части - Т15К6
В ´h=25 ´ 25, gср =-5°, j=20°
Резец радиусный:
МН602-64
материал режущей части - Т15К6
В ´h=25 ´ 25, r=0,4°
Содержание операции:
контурное точение
Установ 1:
по поверхности 1
точить поверхности - 1...32.
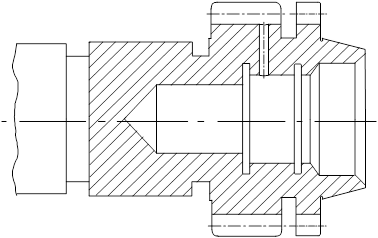
Установ 2:
после предварительной обработки по поверхности 7 - трех кулачковым патроном.
Заготовка:
метод получения - ковка
масса заготовки - 1,6 кг
масса детали - 1,17 кг
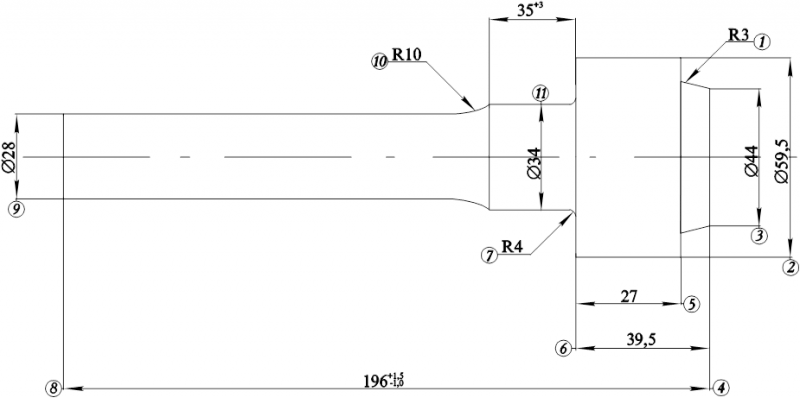
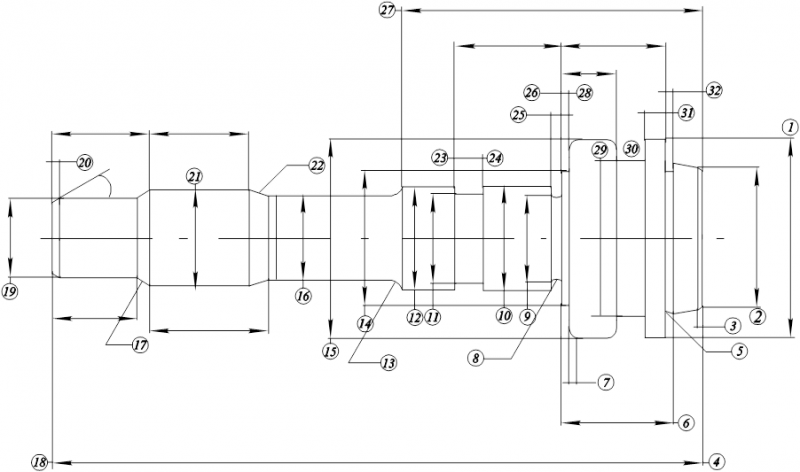
1. Для получения Æ40h8 под углом 7° поверхность 2 - необходимо вести обработку в стадии - черновая - 14 квалитет, получистовая - 10...12 квалитет, чистовая - 9 квалитет;
2. Для получения Æ56h14 поверхность 1 -необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
3. Для получения Æ42h14 поверхность 29 - необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
4. Для получения Æ56,23h14 поверхность 15 - необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
5. Для получения Æ38h14 поверхность 14 - необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
6. Для получения Æ29h14 (R1) поверхность 9 - необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
7. Для получения Æ30h6 (h8) поверхность 10, 12 - необходимо вести обработку в три стадии - черновая обработка - 14 квалитет, получистовая обработка - 10...12 квалитет, чистовая обработка - 9 квалитет;
8. Для получения Æ28h10 поверхность 11 - необходимо вести обработку в две стадии - черновая обработка - 14 квалитет, получистовая обработка - 10 квалитет;
9. Для получения Æ20h6 поверхность 16 - необходимо вести обработку в три стадии - черновая обработка - 14 квалитет, получистовая обработка - 10...12 квалитет, чистовая - 9 квалитет;
10. Для получения Æ24,6h14 поверхность 21 - необходимо вести обработку в одну стадию - черновая обработка - 14 квалитет;
11. Для получения Æ16h6 поверхность 19 - необходимо вести обработку в три стадии - черновая обработка - 14 квалитет, получистовая обработка - 10...12 квалитет, чистовая обработка - 9 квалитет.
Для получения более ответственных поверхностей - после трех- кратного точения используется - шлифование (одно-, двух- кратное).
Выбор глубины резания:
1. поверхность 2 - (Æ40h8):
припуск на обработку t=4 мм
черновая - 2,5 мм;
получистовая - 1 мм;
чистовая - 0,5 мм;
2. поверхность 1 - (Æ56h14):
припуск на обработку t=3,5 мм
3. поверхность 29 - (Æ42h14):
припуск на обработку t=17,5,5 мм
4. поверхность 15 - (Æ56,23h14):
припуск на обработку t=3,27 мм
5. поверхность 14 - (Æ38h14):
припуск на обработку t=21,5 мм
6. поверхность 9 - (Æ29h14):
припуск на обработку t=5 мм
7. поверхность 10, 12 - (Æ30h10):
припуск на обработку t=4 мм
черновая обработка - 2,5 мм
получистовая обработка - 1 мм
чистовая обработка - 0,5 мм
8. поверхность 11 - (Æ28h10):
припуск на обработку t=6 мм
черновая обработка - 4 мм
получистовая обработка - 2 мм
9. поверхность 16 - (Æ20h6):
припуск на обработку t=8 мм
черновая обработка - 4 мм
получистовая обработка - 2,5 мм
чистовая обработка - 1,5 мм
10. поверхность 21 - (Æ56h14):
припуск на обработку t=3,4 мм
11. поверхность 19 - (Æ16h6):
припуск на обработку t=12 мм
черновая обработка - 6 мм
получистовая обработка - 3,5 мм
чистовая обработка - 2,5 мм
Выбор подачи:
1. поверхность 2:
(при глубине резания черновая обработка t=2,5 мм - S=0,73 мм ¤об
получистовая обработка t=1 мм - S=0,26 мм ¤об
чистовая обработка t=0,5 мм - S=0,11 мм ¤об ) (к.-2)
2. поверхность 1:
(при глубине резания черновая обработка t=3,5 мм - S=0,8 мм ¤об )
3. поверхность 29:
(при глубине резания
29-04-2015, 04:11