4. поверхность 15:
(при глубине резания черновая обработка t=3,27 мм - S=0,8 мм ¤об )
5. поверхность 14:
(при глубине резания черновая обработка t=21,5 мм - S=1,5 мм ¤об )
6. поверхность 9:
(при глубине резания черновая обработка t=5 мм - S=0,8 мм ¤об )
7. поверхность 10, 12:
(при глубине резания черновая обработка t=2,5 мм - S=0,73 мм ¤об
получистовая обработка t=1 мм - S=0,26 мм ¤об
чистовая обработка t=0,5 мм - S=0,11 мм ¤об ) (к.-2)
8. поверхность 11:
(при глубине резания черновая обработка t=4 мм - S=1,2 мм ¤об
получистовая обработка t=2 мм - S=0,73 мм ¤об )
9. поверхность 16:
(при глубине резания черновая обработка t=4 мм - S=1,2 мм ¤об
получистовая обработка t=2,5 мм - S=0,73 мм ¤об
чистовая обработка t=1,5 мм - S=0,16 мм ¤об ) (к.-9)
10. поверхность 21:
(при глубине резания черновая обработка t=3,4 мм - S=0,8 мм ¤об )
11. поверхность 19:
(при глубине резания черновая обработка t=6 мм - S=1,2 мм ¤об
получистовая обработка t=3,5 мм - S=0,8 мм ¤об
чистовая обработка t=2,5 мм - S=0,73 мм ¤об )
Выбранные значения подач корректируются с учетом поправочных коэффициентов:
(к.-23)
Кsu =1,5 - коэффициент, зависящий от инструментального материала;
Кsn =1 - коэффициент, зависящий от состояния поверхности заготовки;
Ksp =1,15 - коэффициент, зависящий от способа крепления пластин;
Ksd =0,7 - коэффициент, зависящий от диаметра детали;
Ks =1 - геометрических параметров резца;
Ksm =0,7 - коэффициент, зависящий от механических свойств материала;
Ksl =1 - вылет резца.
1. на черновой стадии обработки поверхности 2, 10, 12:
S0 =0,73 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,47 мм ¤об
на черновой стадии обработки поверхности 1, 9, 15, 21:
S0 =0,5 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,52 мм ¤об
на черновой стадии обработки поверхности 29, 14:
S0 =1,5 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,97 мм ¤об
на черновой стадии обработки поверхности 11, 16, 19:
S0 =1,2 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´0,7 ´ 1=0,77 мм ¤об
2. на получистовой стадии обработки поверхности 2, 10, 12:
S0 =0,26 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,17 мм ¤об
на получистовой стадии обработки поверхности 11, 16:
S0 =0,73 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,47 мм ¤об
на получистовой стадии обработки поверхность 19:
S0 =0,8 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,52 мм ¤об
3. на чистовой стадии обработки поверхности 2, 10, 12:
S0 =0,11 ´ 1,15 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,07 мм ¤об
на чистовой стадии обработки поверхность 16:
S0 =0,16 ´ 1,15 ´ 1 ´ 1,15 ´ 0,7 ´ 1 ´ 0,7 ´ 1=0,1 мм ¤об
на чистовой стадии обработки поверхность 19:
S0 =0,73 ´ 1,15 ´ 1 ´ 1,15 ´ 1,0 ´ 0,7 ´ 0,7 ´ 1=0,47 мм ¤об
Усилия подач:
(к.-Т3)
1. черновая обработка:
поверхности 2, 10, 12 - Рхт =250 Н, Рут =150 Н
поверхность 9 - Рхт =600 Н, Рут =250 Н
поверхности 1, 15, 21 - Рхт =380 Н, Рут =200 Н
поверхности 14, 29 - Рхт =950 Н, Рут =370 Н
поверхности 11, 16 - Рхт =540 Н, Рут =210 Н
поверхность 19 - Рхт =820 Н, Рут =340 Н
2. получистовая обработка:
поверхности 2, 10, 12 - Рхт =100 Н, Рут =25 Н
поверхность 11 - Рхт =220 Н, Рут =50 Н
поверхность 16 - Рхт =270 Н, Рут =60 Н
поверхность 19 - Рхт =400 Н, Рут =150 Н
3. чистовая обработка:
поверхности 2, 10, 12 - Рхт =50 Н, Рут =10 Н
поверхность 16 - Рхт =55 Н, Рут =15 Н
поверхность 19 - Рхт =270 Н, Рут =100 Н
Поправочные коэффициенты на силы резания:
(к.-4)
Kpm x, y =0,95 - коэффициент, зависящий от механических свойств
обрабатываемого материала;
Kpx j =0,7 - коэффициент, зависящий от главного угла в плане;
Kpy j =1,5 - коэффициент, зависящий от главного угла в плане;
Kpx g =1,2 - коэффициент, зависящий от переднего угла;
Kpy g =1,1 - коэффициент, зависящий от переднего угла;
Kpx l =1,0 - коэффициент, зависящий от угла наклона режущей кромки;
Kpy l =1,0 - коэффициент, зависящий от угла наклона режущей кромки.
Рхт =Рхт ´Kрмх ´Kp х j ´Kpx g ´Kp х g ´Kpx l
Рут =Рут ´Kрму ´Kp у j ´Kp у g ´Kp у g ´Kp у l
1. Черновая обработка:
поверхности 2, 10, 12:
Рхт =250 ´0,95 ´0,7 ´1,2 ´1=200 Н
Рут =100 ´0,95 ´1,5 ´1,1 ´1=156 Н
поверхности 1, 15, 21:
Рхт =380 ´0,95 ´0,7 ´1,2 ´1=305 Н
Рут =150 ´0,95 ´1,5 ´1,1 ´1=235 Н
поверхность 9:
Рхт =600 ´0,95 ´0,7 ´12 ´1=478 Н
Рут =250 ´0,95 ´1,5 ´1,1 ´1=392 Н
поверхности 14, 29:
Рхт =950 ´0,95 ´0,7 ´1,2 ´1=758 Н
Рут =370 ´0,95 ´1,5 ´1,1 ´1=580 Н
поверхности 11, 16:
Рхт =540 ´0,95 ´0,7 ´1,2 ´1=430 Н
Рут =210 ´0,95 ´1,5 ´1,1 ´1=329 Н
поверхность 19:
Рхт =820 ´0,95 ´0,7 ´1,2 ´1=654 Н
Рут =340 ´0,95 ´1,5 ´1,1 ´1=533 Н
2. Получистовая стадия обработки:
поверхности 2, 10, 12:
Рхт =100 ´0,95 ´0,7 ´1,2 ´1=80 Н
Рут =25 ´0,95 ´1,5 ´1,1 ´1=39 Н
поверхность 11:
Рхт =220 ´0,95 ´0,7 ´1,2 ´1=175 Н
Рут =50 ´0,95 ´1,5 ´1,1 ´1=78 Н
поверхность 16:
Рхт =270 ´0,95 ´0,7 ´1,2 ´1=215 Н
Рут =600 ´0,95 ´1,5 ´1,1 ´1=94 Н
поверхность 16:
Рхт =400 ´0,95 ´0,7 ´1,2 ´1=319 Н
Рут =150 ´0,95 ´1,5 ´1,1 ´1=235 Н
3. Чистовая стадия обработка:
поверхности 1, 2, 10:
Рхт =50 ´0,95 ´0,7 ´1,2 ´1=40 Н
Рут =10 ´0,95 ´1,5 ´1,1 ´1=15 Н
поверхность 16:
Рхт =55 ´0,95 ´0,7 ´1,2 ´1=45 Н
Рут =15 ´0,95 ´1,5 ´1,1 ´1=20 Н
поверхность 19:
Рхт =270 ´0,95 ´0,7 ´1,2 ´1=215 Н
Рут =100 ´0,95 ´1,5 ´1,1 ´1=156 Н
Выбор скорости резания:
на черновой стадии обработки:
Дд =159 м ¤мин
на получистовой стадии обработки:
Дд =179 м ¤мин
на чистовой стадии обработки:
Дд =327 м /мин
Поправочные коэффициенты:
Kvu =0,75 - в зависимости от инструментального материала;
Kvc =1,0 - в зависимости от группы обрабатываемого материала;
KvD =1,0 - в зависимости от вида обработки;
Kvm =1,5 - в зависимости от механических свойств обрабатываемого
материала;
Kv j =1,1 - в зависимости от геометрических параметров резцов;
Kv т =0,7 - в зависимости от периода стойкости;
Kv ж =1,0 - в зависимости от наличия охлаждения.
Дд =Дд ´ Kvu ´ Kvc ´ KvD ´ Kvm ´ Kv j ´ Kv т ´ Kv ж
На черновой стадии:
Дд =159 ´0,75 ´1 ´1 ´1,5 ´1,1 ´0,7 ´1=137 м ¤мин
На получистовой стадии:
Дд =179 ´0,75 ´1 ´1 ´1,5 ´1,1 ´0,7 ´1=155 м ¤мин
На чистовой стадии:
Дд =327 ´0,75 ´1 ´1 ´1,5 ´1,1 ´0,7 ´1=283 м ¤мин
Частота вращения шпинделя:
1. На черновой стадии обработки:
поверхность 2:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´41,5=1051 об ¤мин
поверхность 1:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 56=779 об ¤мин
поверхности 10, 12:
n=1000 ´ V / p´ D=1000 ´ 137 / 3,14 ´31,5=1385 об ¤мин
поверхность 15:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 65,23=775 об ¤мин
поверхность 21:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 24,6=1773 об ¤мин
поверхность 9:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 29=1504 об ¤мин
поверхность 14:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 38=1148 об ¤мин
поверхность 29:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 42=1038 об ¤мин
поверхность 11:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 30=1454 об ¤мин
поверхность 16:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 24=1817 об ¤мин
поверхность 19:
n=1000 ´ V / p´ D=1000 ´137 / 3,14 ´ 22=1983 об ¤мин
2. На получистовой стадии обработки:
поверхность 2:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 40,5=1218 об ¤мин
поверхность 10:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 30,5=1618 об ¤мин
поверхность 11:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 28=2295 об ¤мин
поверхность 12:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 30,5=1618 об ¤мин
поверхность 16:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 21,5=2296 об ¤мин
поверхность 19:
n=1000 ´ V / p´ D=1000 ´155 / 3,14 ´ 18,5=2668 об ¤мин
3. На чистовой стадии обработки:
поверхность 2:
n=1000 ´ V / p´ D=1000 ´ 283 / 3,14 ´40=2253 об ¤мин
поверхность 10:
n=1000 ´ V / p´ D=1000 ´ 283 / 3,14 ´ 30=3004 об ¤мин
поверхность 12:
n=1000 ´ V / p´ D=1000 ´ 283 / 3,14 ´ 30=3004 об ¤мин
поверхность 16:
n=1000 ´ V / p´ D=1000 ´ 283 / 3,14 ´ 20=3053 об ¤мин
поверхность 19:
n=1000 ´ V / p´ D=1000 ´ 283 / 3,14 ´ 16=4632 об ¤мин
Фактическая скорость резания:
1. Черновая стадия обработки:
поверхность 2:
Vф =p´ D ´ nф / 1000=3,14 ´41,5 ´1050 / 1000=136,8 м ¤мин
поверхности 10, 12:
Vф =p´ D ´ nф / 1000=3,14 ´ 31,5 ´1250 / 1000=123,6 м ¤мин
поверхность 1:
Vф =p´ D ´ nф / 1000=3,14 ´ 56 ´750 / 1000=131,8 м ¤мин
поверхность 15:
Vф =p´ D ´ nф / 1000=3,14 ´ 56,23 ´750 / 1000=132 м ¤мин
поверхность 21:
Vф =p´ D ´ nф / 1000=3,14 ´ 24,6 ´1750 / 1000=135,1 м ¤мин
поверхность 9:
Vф =p´ D ´ nф / 1000=3,14 ´ 29 ´1500 / 1000=136,5 м ¤мин
поверхность 14:
Vф =p´ D ´ nф / 1000=3,14 ´ 38 ´1125 / 1000=134,2 м ¤мин
поверхность 29:
Vф =p´ D ´ nф / 1000=3,14 ´ 42 ´1025 / 1000=135,1 м ¤мин
поверхность 11:
Vф =p´ D ´ nф / 1000=3,14 ´ 30 ´1440 / 1000=135,6 м ¤мин
поверхность 16:
Vф =p´ D ´ nф / 1000=3,14 ´ 24 ´1800 / 1000=135,6 м ¤мин
поверхность 19:
Vф =p´ D ´ nф / 1000=3,14 ´ 22 ´1950 / 1000=134,7 м ¤мин
2. Получистовая стадия обработки:
поверхность 2:
Vф =p´ D ´ nф / 1000=3,14 ´ 40,5 ´1050 / 1000=133,5 м ¤мин
поверхность 10:
Vф =p´ D ´ nф / 1000=3,14 ´ 30,5 ´1600 / 1000=153,2 м ¤мин
поверхность 11:
Vф =p´ D ´ nф / 1000=3,14 ´ 28 ´ 1750 / 1000=153,8 м ¤мин
поверхность 12:
Vф =p´ D ´ nф / 1000=3,14 ´ 30,5 ´1600 / 1000=153,2 м ¤мин
поверхность 16:
Vф =p´ D ´ nф / 1000=3,14 ´ 21,5 ´2250 / 1000=151,8 м ¤мин
поверхность 19:
Vф =p´ D ´ nф / 1000=3,14 ´ 18,5 ´2500 / 1000=145,2 м ¤мин
3. На чистовой стадии:
поверхность 2:
Vф =p´ D ´ nф / 1000=3,14 ´ 40 ´2500 / 1000=282 м ¤мин
поверхности 10, 12:
Vф =p´ D ´ nф / 1000=3,14 ´ 30 ´2500 / 1000=235 м ¤мин
поверхность 16:
Vф =p´ D ´ nф / 1000=3,14 ´ 20 ´2500 / 1000=157 м ¤мин
поверхность 19:
Vф =p´ D ´ nф / 1000=3,14 ´ 16 ´2500 / 1000=130 м ¤мин
Проверка выбранных режимов резания по мощности привода главного движения:
Nвд =11 кВт
N=(Nт ´ Vф / Дд ) ´КN (к.21, 24)
1. На черновой стадии обработки:
KN =1,1
Nт=5,8 кВт
поверхность 2:
N=5,8 ´136,8 ´ 1,1 / 137=6,4 кВт
поверхности 10, 12:
N=5,8 ´123,6 ´1,1 / 157=5,7 кВт
поверхность 1:
N=5,8 ´131,8 ´1,1 / 137=6,1 кВт
поверхность 15:
N=5,8 ´132 ´1,1 / 137=6,1 кВт
поверхность 21:
N=5,8 ´135,1 ´ 1,1 / 137=6,29 кВт
поверхность 9:
N=5,8 ´135,5 ´ 1,1 / 137=6,3 кВт
поверхность 14:
N=5,8 ´134,2 ´ 1,1 / 137=6,2 кВт
поверхность 29:
N=5,8 ´135,1 ´ 1,1 / 137=6,29 кВт
поверхность 16:
N=5,8 ´135,6 ´1,1 / 137=6,3 кВт
поверхность 19:
N=5,8 ´135,6 ´1,1 / 137=6,3 кВт
2. На получистовой стадии обработки:
KN =1,1
Nт=4,5 кВт
поверхность 2:
N=4,5 ´133,5 ´1,1 / 155=4,2 кВт
поверхность 10, 12:
N=4,5 ´153,2 ´1,1 / 155=4,89 кВт
поверхность 16:
N=4,5 ´151,8 ´1,1 / 155=4,84 кВт
поверхность 19:
N=4,5 ´145,2 ´1,1 / 155=4,6 кВт
поверхность 11:
N=4,5 ´153,8 ´1,1 / 155=4,9 кВт
3. На чистовой стадии обработки:
KN =1,2
Nт=7,1 кВт
поверхность 2:
N=7,1 ´282 ´1,2 / 283=8,5 кВт
поверхности 10, 12:
N=7,1 ´ 235 ´1,2 / 283=7 кВт
поверхность 16:
N=7,1 ´ 157 ´1,2 /283=4,7 кВт
поверхность 19:
N=7,1 ´ 130 ´1,2 / 283=3,9 кВт
Минутная подача:
Sм =S0 ´ nф
1. На черновой стадии:
поверхность 2:
Sм =0,47 ´1050=493,5 мм ¤мин
поверхности 10, 12:
Sм =0,47 ´1250=587,5 мм ¤мин
поверхность 1:
Sм =0,52 ´750=390 мм ¤мин
поверхность 9:
Sм =0,52 ´1500=780 мм ¤мин
поверхность 15:
Sм =0,52 ´750=390 мм ¤мин
поверхность 21:
Sм =0,52 ´1750=910 мм ¤мин
поверхность 11:
Sм =0,77 ´1440=1108 мм ¤мин
поверхность 14:
Sм =0,97 ´1125=1091 мм ¤мин
поверхность 29:
Sм =0,97 ´1025=994 мм ¤мин
поверхность 16:
Sм =0,77 ´1800=1386 мм ¤мин
2. На получистовой стадии:
поверхность 2:
Sм =0,17 ´1050=178,5 мм ¤мин
поверхности 10, 12:
Sм =0,17 ´1600=272 мм ¤мин
поверхность 16:
Sм =0,47 ´2250=1057,5 мм ¤мин
поверхность 19:
Sм =0,52 ´2500=1300 мм ¤мин
3. На чистовой стадии:
поверхность 2:
Sм =0,07 ´2250=157,5 мм ¤мин
поверхность 10, 12:
Sм =0,07 ´2500=175 мм ¤мин
поверхность 16:
Sм =0,1 ´2500=250 мм ¤мин
поверхность 19:
Sм =0,47 ´2500=1175 мм ¤мин
Определение времени цикла автоматической работы станка по программе:
(для станка 16К20Т1 время фиксации револьверной головки tиф =2 с, время поворота револьверной головки на одну позицию tип =1 с)
1. На черновой стадии:
То =Lрх / Sм
поверхность 2:
То =13,2 / 493,5=0,02 мин
поверхность 10:
То =17,5 / 587,5=0,03 мин
поверхность 12:
То =19 / 587,5=0,03 мин
поверхность 1:
То =7 / 390=0,017 мин
поверхность 9:
То =4,4 / 780=0,005 мин
поверхность 15:
То =12,7 / 390=0,032 мин
поверхность 21:
То =36 ´ 910=0,04 мин
поверхность 14:
То =16 / 1091=0,014 мин
поверхность 11:
То =4,5 ´/ 1108=0,004 мин
поверхность 29:
То =14,23 / 994=0,01 мин
поверхность 16:
То =51,5 / 1386=0,04 мин
поверхность 19:
То =23 / 1500=0,15 мин
åТца =0,257»0,26 мин=15,42 с
2. На получистовой стадии:
поверхность 2:
То =13,2 / 178,5=0,073 мин
поверхность 10:
То =17,5 ´/ 272=0,064 мин
поверхность 12:
То =19 / 272=0,069 мин
поверхность 16:
То =51,5 / 1057,5=0,048 мин
поверхность 19:
То =23 / 1300=0,017 мин
поверхность 11:
То =4,5 / 822,5=0,005 мин
åТца =0,276»0,28 мин=16,56 с
3. На чистовой стадии:
поверхность 2:
То =13,2 ´ 157,5=0,083 мин
поверхность 10:
То =17,5 / 175=0,1 мин
поверхность 12:
То =19 / 175=0,1 мин
поверхность 16:
То =51,5 / 250=0,2 мин
поверхность 19:
То =23 / 1175=0,019 мин
åТца =0,502 мин=30,12 с
Всего: åТца =1,035 мин=62,1 с
Вспомогательное время:
Тв =Туст +Топ +Тизм =0,14+0,11+0,87=1,12 мин
Туст =0,14 мин
Топ =0,11 мин
Тизм =((2 ´0,1)+(2 ´0,2)+(0,09 ´3))=0,87 мин
время на обслуживание рабочего места, отдых и личные надобности - 4%
Штучное время:
Дд
=(åТус
+Тв
) ´(1+((аобсл
+аотл
) / 100))=(1,035+1,12) ´(1+0,08)=2,32 мин
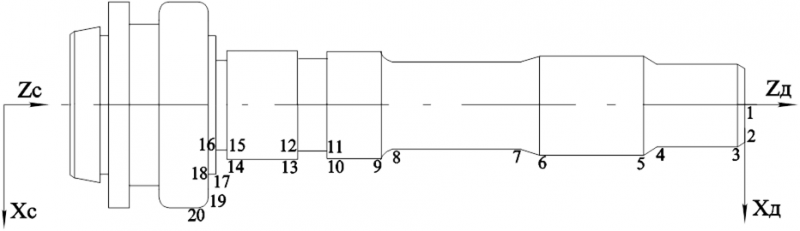
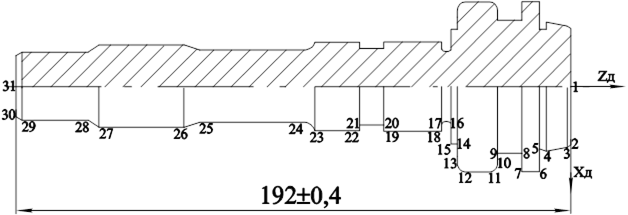
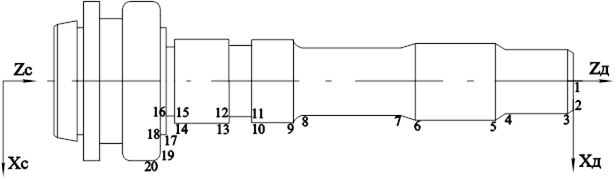
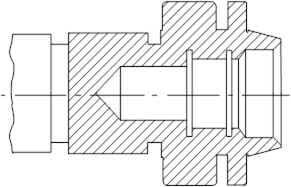
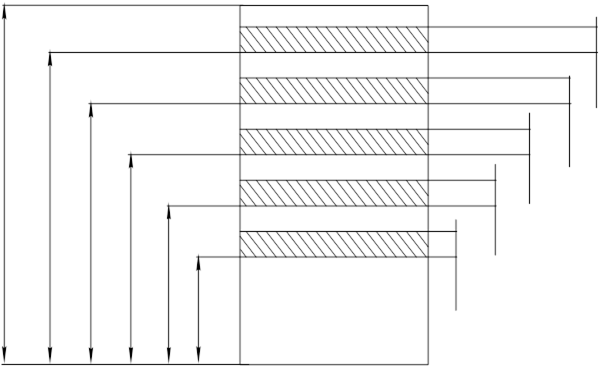
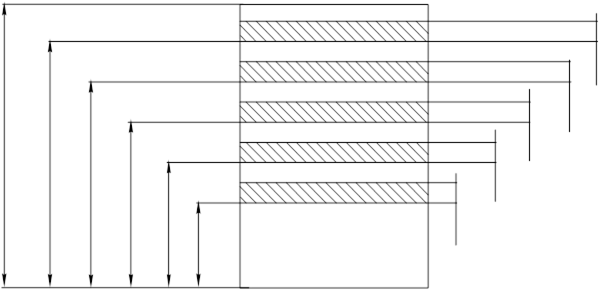
Координаты опорных точек контуров тел вращения детали “Первичный вал”
изготавливаемой на токарном станке с ЧПУ за два установа в прямой и обратной ориентации относительно ее расположения на чертеже:
Установ 1:
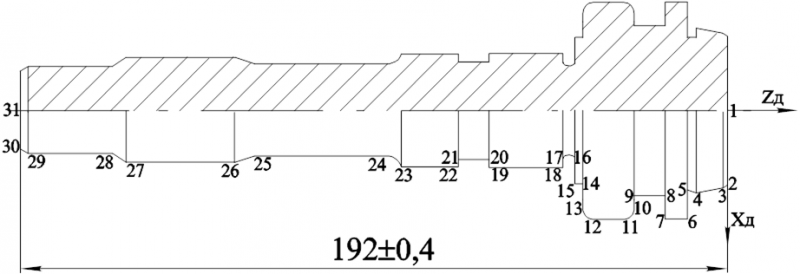
Установ 2:
Точка п./п. |
Координаты [мм ] | |
| Z | X | |
| Установ 1: | ||
| 1 | 192 | 0 |
| 2 | 192 | 39 (X2) |
| 3 | Z3 | 40 |
| 4 | Z4 | X4 |
| 5 | Z5 | X5 |
| 6 | Z6 | X6 |
| 7 | Z7 | X7 |
| 8 | Z8 | X8 |
| 9 | Z9 | X9 |
| 10 | 170 | X10 |
| 11 | Z11 | X11 |
| 12 | Z12 | 56,23 |
Точка п/п |
Координаты [мм ] | |
| Z | X | |
| Установ 2: | ||
| 1 | 192 | 0 |
| 2 | 192 | X2 |
| 3 | Z3 | 16 |
| 4 | Z4 | X4 |
| 5 | Z5 | X5 |
| 6 | Z6 | X6 |
| 7 | Z7 | X7 |
| 8 | Z8 | X8 |
| 9 | Z9 | 30 |
| 10 | Z10 | X10 |
| 11 | Z11 | X11 |
| 12 | Z12 | X12 |
| 13 | Z13 | X13 |
| 14 | Z14 | X14 |
| 15 | Z15 | X15 |
| 16 | Z16 | X16 |
| 17 | Z17 | X17 |
| 18 | Z18 | X18 |
| 19 | Z19 | 55,63 |
| 20 | Z20 | 56,23 |
1 Установ:
X2=X3-0,5 ´ 2=40-1=39 мм
Z3=Z1-1=191 мм
Z4=Z3-10,2=180,8 мм
X4=X3+0,4 ´ 2=41,8 мм
X5=X4-0,8=41 мм
Z5=Z4-1,4=179,4 мм
Z6=Z4-1,4=179,4 мм
X6=X5+15=56 мм
X7=X5+15=56 мм
Z7=Z6-4=175,4 мм
Z8=Z6-4=175,4 мм
X8=X7-14=42 мм
X9=X7-14=42 мм
X10=X9+13,63=55,63 мм
Z9=Z8-5,4=170 мм
Z10=Z8-5,4=170 мм
Z11=Z10-0,3=169,7 мм
X11=X10+0,3 ´ 2=56,23 мм
X12=X10+0,3 ´ 2=56,23 мм
Z12=Z11-13,1=156,6 мм
Установ 2:
X2=X3-2 ´ 2,5=11 мм
X3=16 мм
X4=16 мм
Z3=Z2-2,5=189,5 мм
Z4=Z3-18,5=171 мм
Z5=Z4-6=165 мм
X5=X4+6,3=24,6 мм
X6=X4+6,3=24,6 мм
Z6=Z5-34=131 мм
Z7=Z6-7,5=132,5 мм
X7=X6-2,3 ´ 2=20 мм
X8=X6-2,3 ´ 2=20 мм
Z8=Z7-36=87,5 мм
Z9=Z8-16=71,5 мм
X9=X8+5 ´ 2=30 мм
X10=X8+5 ´ 2=30 мм
Z10=Z9-17=54,5 мм
Z11=Z9-17=54,5 мм
Z12=Z11-2,5=52 мм
Z13=Z11-2,5=52 мм
X11=X10-2=28 мм
X12=X10-2=28 мм
X13=X12+2=30 мм
X14=X12+2=30 мм
Z14=Z13-13,3=38,7 мм
Z15=Z13-13,3=38,7 мм
X15=X14-0,5=29,5 мм
X16=X14-0,5=29,5 мм
Z16=Z15-2,2=36,5 мм
Z17=Z15-2,2=36,5 мм
X17=X16+4,75 ´ 2=38 мм
X18=X16+4,75 ´ 2=38 мм
Z18=Z17-0,8=35,7 мм
Z19=Z17-0,8=35,7 мм
X19=X18+8,815 ´ 2=55,63 мм
X20=X19+0,8 ´ 2=56,23 мм
Z20=Z19-0,3=35,4 мм
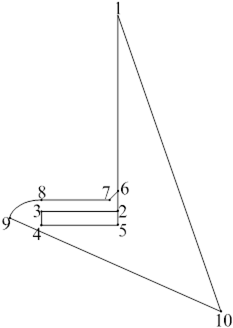
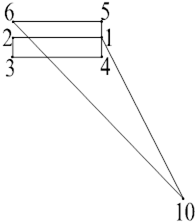
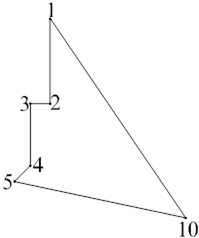
Траектории перемещений:
Установ 1:
Инструмент 1: Инструмент 2:
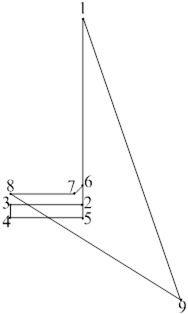
Инструмент 1: Инструмент 3:
Инструмент 1:
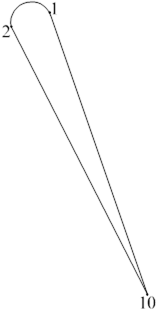
Установ 2:
Инструмент 1:
Инструмент 4:
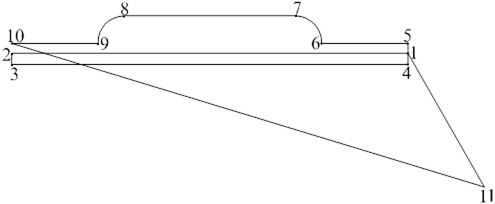
Инструмент 3: Инструмент 1:
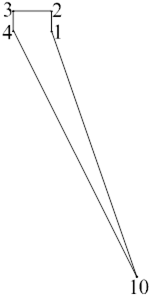
Инструмент 2: Инструмент 1:
Программа обработки:
Установ 1:
N1 M03
N2 G96 *
N3 P2500 *
N4 P700 *
N5 S300 *
N6 T1
N7 G94
N8 X5000
N9 Z19200
N10 Z100 *»
N11 X4000
N12 F700
N13 X4200
N14 Z-1100
N15 X4100-45°
N16 X4180
N17 Z-1080
N18 T2
N19 C12
N20 Z-100 ®® *
N21 X4100 *
N22 X5600
N23 Z-1570
N24 T3
N25 C75
N26 X4200
N27 Z-2200
N28 X5563
N29 Z-2200
N30 X5623-45°
N31 Z-2230
N32 X5623
N33 Z-3540
N34 M02
Установ 2:
N1 M03
N2 G96 *
N3 P2500 *
N4 P700 *
N5 S300
N6 T1
N7 G94
N8 X2000
N9 Z19200
N10 Z100 * »
N11 X1100
N12 F700
N13 X2200
N14 Z-2700
N15 X1600-45°
N16 Z-2100
N17 C13
N18 X300 ®® *
N19 Z-2700 *
N20 X2460
N21 Z-6100
N22 C13
N23 X300 ®® *
N24 Z-6850
N25 G94
N26 X2400
N27 Z-10500
N28 X2000
N29 Z-10450
N30 C13
N31 X1600 ®® *
N32 Z-12050
N33 G64
N34 X3400
N35 Z-3500 ®®
N36 X3000
N37 Z-13750
N38 T3
N39 G75
N40 X2800
N41 Z-14000
N42 T1
N43 G94
N44 X3000
N45 Z-15330
N46 T2
N47 X3800
N48 Z-15550
N49 X800 ®® *
N50 Z-15630
N51 X5563
N52 Z-15660
N53 X5623
N54 Z-15660
N55 M02
N56 M05
Определение аналитическим методом операционных припусков и межоперационных размеров для обработки детали “Первичный вал”:
Заготовка - поковка;
материал - сталь 35Х;
масса заготовки- 1,6 кг;
масса детали - 1,17 кг;
способ крепления - 3-х кулачковый самоцентр. патрон
Маршрут обработки:
1. Сверление Æ21;
2. зенкерование Æ22,6;
3. развертывание Æ23;
4. Чистовое шлифование
Формула для обработки внутренних поверхностей:
2zimin =2((Rz +h)i-1 +Ö(D2 Ei-1 +E2 i ))
Значение Rz и h берем из заготовки
Rz =160, h=200
Определяем DЕ (DЕn =DЕб+1 ) DЕn =Dyl =0,9 ´29=26,1 мкм
1. Сверление
Rz , h - берем из заготовки
Rz =160, h=200 (12 квалитет)
Еi =0 (стр.48 т.18)
2zimin =2((160+200)+Ö26,12 )=746,1 мкм=0,74 мм
2. Зенкерование чистовое:
где i - чистовое знкерование, а i-1 - сверление
Rz =50, h=70 (10 квалитет)
DЕк =26,1 мкм
2zimin =2 ´ ((Rz+h)+(ÖD2 Eб-1 +Еi 2 )=2 ´ ((50+70)+Ö26,12 )=
=266,1 мкм=0,26 мм
3. Развертывание тонкое:
где i - тонкое развертывание, а i-1 - чистовое зенкерование
Rz =32, h=30 (8 квалитет)
2zimin =2 ´ ((32+30)+Ö26,12 )=150,1 мкм=0,15 мм
4. Шлифование:
где i - шлифование, а i-1 - тонкое развертывание
Rz =5, h=10 (2 квалитет)
2zimin =2 ´ ((1,0+5)+Ö26,12 )=56,1 мкм=0,0561 мм
5. Определение допусков на деталь:
ТDзаг =250-(-250)=500 мкм=0,5 мм
ТDсверл =210 мкм=0,21 мм
ТDзенкер =84 мкм=0,084 мм
ТDразв =33 мкм=0,033 мм
ТDшлиф =21 мкм=0,021 мм
6. Определение межоперационных размеров:
Dmax =23,35
Dmin =23,33
а. Определение размеров под шлифование:
Dmax i-1 =Dmaxi -2zmini =23,351-0,0561=23,294 mm=23,2 mm
Dmini =Dmaxi-1 -Tdi-1 =29,2949-0,033=23,2619 mm=23,26 mm
б. Определение размеров под развертывание:
Dmaxi-1 =Dmaxi -2zmini =23,2949-0,15=23,1449 mm=23,15 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =23,1449-0,084=23,0009 mm=23,06 mm
в. Определение размеров под зенкерование
Dmaxi-1 =Dmaxi -2zmini =23,1449-0,26=22,8849 mm=22,89 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =22,8849-0,21=22,6749 mm=22,69 mm
г. Определение размеров под сверление:
Dmaxi-1 =Dmaxi -2zmini =22,8849-0,7461=22,1388 mm=22,14 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =22,1388-0,5=21,6388 mm=21,64 mm
Все значения заносим в таблицу:
Элемент поверхности детали и маршрут обработки |
Элементы припуска | 2zmin | Расчетный размер |
TD мкм | Принимаемые размеры |
Предельные припуски |
||||||
| Rz | h | D | Ei | dmax | dmin | 2zmax | 2zmin | |||||
| Ковка | 160 | 200 | 26,1 | - | - | 21,6318 | 500 | 22,14 | 21,64 | - | - | |
| Сверление | 50 | 70 | 26,1 | 0 | 746 | 22,0749 | 210 | 22,89 | 22,68 | 1036 | 746 | |
| Зенкерование | 32 | 30 | 26,1 | 0 | 266 | 23,0609 | 84 | 23,15 | 23,06 | 392 | 266 | |
| Развертывание | 5 | 10 | 16,1 | 0 | 150 | 23,2816 | 33 | 23,3 | 23,26 | 201 | 150 | |
| Шлифование | 4 | 6 | 261 | 0 | 56 | 23,33 | 21 | 23,35 | 23,33 | 68 | 55 | |
2zmax =2zmin -Tdi-1 -Tdi =746+500-210=1036 мкм
2zmax =266+210-84=392 мкм
2zmax =150+84-33=201 мкм
2zmax =56+35-21=68 мкм
Проверка:
TDз -TDд =2zmax -2zmin =1697-1218=479 мкм=0,5 мм
Определение аналитическим методом операционных припусков и межоперационных размеров для обработки детали “Первичный вал”:
поверхность Æ30
Заготовка - поковка;
материал - сталь 35Х;
масса заготовки- 1,6 кг;
масса детали - 1,17 кг;
способ крепления - 3-х кулачковый самоцентр. Патрон
Маршрут обработки:
1. Черновое точение;
2. Чистовое точение;
3. Чистовое шлифование;
4. Тонкое шлифование.
Формула для обработки наружных поверхностей:
2zimin =2((Rz +h)i-1 +Ö(D2 Ei-1 +E2 i ))
(вал точный 7...6 квалитет, 7...9 класс шероховатости)
1. Черновое точение:
Значение Rz и h берем из заготовки (стр.186 т.12)
Rz =160, h=200 (12 квалитет)
Еi =0 (стр.48 т.18)
Определяем DЕi+1 (DЕк=DЕi+1)
DЕк=Dк ´ l=2 ´ 192=384 мкм
2zimin =2((160+200)+Ö3842 )=1104 мкм=1,104 мм
2. Чистовое точение:
где i - чистовое точение, а i-1 - черновое точение
Rz =125, h=120
Dост=Ку ´Dз=0,05 ´384=19,2 мкм
Dз - кривизна заготовки
2zimin =2 ´ ((125+120)+Ö19,22 )=
=509,2 мкм=0,509 мм
3. Чистовое шлифование:
где i - чистовое шлифование с т/о, а i-1 - чистовое точение
Rz =40, h=40
Dост=Ку ´Dз=0,02 ´384=7,68 мкм
Еi=0 - так как способ крепления не изменился
2zimin =2 ´ ((40+40)+Ö15,362 )=175,36 мкм=0,175 мм
4. Тонкое лифование:
где i - тонкое шлифование, а i-1 - чистовое шлифование
Rz =5, h=5
Dост=Ку ´Dз=0,02 ´384=7,68 мкм
Еi=0 - так как способ крепления не изменился
2zimin =2 ´ ((5+5)+Ö7,682 )=27,68 мкм=0,027 мм
5. Определение допусков на деталь:
ТDзаг =250-(-250)=500 мкм=0,5 мм (стр.8 т.4)
ТDчерновое точение= 210 мкм=0,21 мм
ТDчистовое точение =84 мкм=0,084 мм
ТDчистовое шлифование =33 мкм=0,033 мм
ТDтонкое шлифование =21 мкм=0,021 мм
6. Определение межоперационных размеров:
Dmax =30,014 мкм
Dmin =30,002 мкм
а. Определение размеров под тонкое шлифование:
Dmax i-1 =Dmaxi -2zmini =30,002+0,027=30,029 mm=30,03 mm
Dmini =Dmaxi-1 -Tdi-1 =30,029+0,025=30,054 mm=30,05 mm (стр.178 ф.20)
б. Определение размеров под чистовое шлифование:
Dmaxi-1 =Dmaxi -2zmini =30,029+0,175=30,204 mm=30,2 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =30,204+0,1=30,304 mm=30,3 mm
в. Определение размеров под чистовое точение:
Dmaxi-1 =Dmaxi -2zmini =30,204+0,509=30,713 mm=30,7 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =30,713+0,25=30,963 mm=30,96 mm
г. Определение размеров под черновое точение:
Dmaxi-1 =Dmaxi -2zmini =30,713+1,104=31,817 mm=31,82 mm
Dmini-1 =Dmaxi-1 -Tdi-1 =31,217+2,5=34,317 mm=34,32 mm
Все значения заносим в таблицу:
Элемент поверхности детали и маршрут обработки |
Элементы припуска | 2zmin | Расчетный размер |
TD мкм | Принимаемые размеры |
Предельные припуски |
||||||
| Rz | h | D | Ei | dmax | dmin | 2zmax | 2zmin | |||||
| Ковка | 160 | 200 | 384 | - | - | 31,817 | 2500 | 34,32 | 31,82 | - | - | |
Черновое точение |
125 | 120 | 19,2 | 0 | 1104 | 30,713 | 250 | 30,96 | 30,7 | 3354 | 1101 | |
Чистовое точение |
40 | 40 | 17,28 | 0 | 502 | 30,204 | 100 | 30,3 | 30,2 | 652 | 502 | |
Чистовое шлифование |
5 | 5 | 15,36 | 0 | 175 | 30,029 | 25 | 30,05 | 30,03 | 250 | 175 | |
Тонкое шлифование |
2,5 | 5 | 7,68 | 0 | 27 | 30,002 | 16 | 30,01 | 30,002 | 36 | 27 | |
2zmax =2zmin -Tdi-1 -Tdi =1104+2500-250=3354 мкм
2zmax =502+250-100=652 мкм
2zmax =175+100-25=250 мкм
2zmax =27+25-16=36 мкм
Проверка:
TDз -TDд =2zmax -2zmin =4292-1808=2484 мкм=2,5 мм
Годовая программа - 350000;
заготовка - поковка;
материал - Сталь 35Х;
масса
29-04-2015, 04:11