где
КB - константа скорости встраивания молекул в кристалл;
n - эмпирическая постоянная.
Оба процесса протекают с соизмеримыми скоростями:
 (3),
(3),
где
К - общий коэффициент скорости процесса, определяемый из соотношения:
 .
.
Учитывая, что К=f(, KB), а =f(n), в целом можно считать:
 .
.
Таким образом, скорость роста кристаллов определяется поверхностью кристалла, движущей силой процесса и скоростью мешалки.
Объект управления
Изогидрический кристаллизатор непрерывного действия с мешалкой.
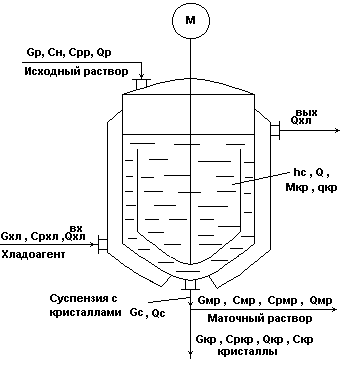
Рис.5.
В схеме принято:
Gс=Gмр+Gкр; мр = кр = с =;
Скр = 1, т.е. кристаллы чистые.
Работа объекта
Исходный горячий насыщенный раствор подается сверху в аппарат, где охлаждается с помощью хладоносителя, подаваемого в рубашку и становится пересыщенным.
В результате пересыщения раствора и при интенсивном перемешивании происходит кристаллизация целевого компонента из раствора с образованием кристаллов (МкрGкр).
При этом концентрация раствора понижается и оставшаяся жидкая фаза Gмр в смеси с Gкр в виде потока суспензии Gc выводится из процесса.
Показатель эффективности процесса - диаметр кристаллов, dкр.
Цель управления процессом - обеспечение dкр = dкрзд.
Материальный баланс по всему веществу
Уравнение динамики:
 (1).
(1).
Уравнение
статики при
 :
:
 (2).
(2).
Материальный баланс по кристаллизуемому веществу.
Уравнение динамики:
 (3).
(3).
Уравнение
статики при
 :
:
 (4).
(4).
В уравнение (4) подставим выражение
 из (2) и полагаем
Скр=1:
из (2) и полагаем
Скр=1:
 (5).
(5).
Из (5) выразим Gкр в явном виде:
 (6).
(6).
Выражение (6) представляет Gкр на основе материального баланса процесса кристаллизации.
Но
 ,
которое определяется
на основе физики
процесса
массопередачи:
,
которое определяется
на основе физики
процесса
массопередачи:
 (7),
(7),
где
 - число
кристаллов,
которое образуется
- число
кристаллов,
которое образуется
за время пр в объеме Vс;
 - изменение
массы одного
кристалла в
ед. времени,
кг/с.
- изменение
массы одного
кристалла в
ед. времени,
кг/с.
Так как
 и
и
 ,
а также
,
то на основе
физики массопередачи
можно считать:
,
а также
,
то на основе
физики массопередачи
можно считать:
 .
.
В целом, на основании (6) и (7) можно записать:
 .
.
Математическое описание для размера частиц.
На основании диффузионной теории и правила Мак-Бена скорость роста кристаллов можно представить через радиус частиц:
 (9),
(9),
где
 (10);
(10);
r - радиус кристалла, м; t - время, с;
К,
К0 -
константы,
 ;
;
Сп, С* - концентрации пересыщенного и насыщенного растворов, кг/м3;
Еа - энергия активации, кдж/кг;
- температура, К;
R - универсальная газовая постоянная, кдж/кг*К.
На основании (9) и (10) - диаметр кристалла можно представить:
 .
.
Если процесс кристаллизации вести при = const = зд и обеспечить Сн= const, то Сп и С* будут предопределены, т.к. система имеет 2 степени свободы (s=2).
Таким образом, dкр=dкрзд можно обеспечить стабилизацией при условии Сн= const.
Тепловой баланс процесса кристаллизации.
Уравнение динамики:
 (11).
(11).
Можно принять = мр = кр = с .
Уравнение
статики при
 :
:
 (12).
(12).
На основании (11) и (12) можно считать:

Предпочтительное управляющее воздействие Gхл .
Информационная схема кристаллизатора
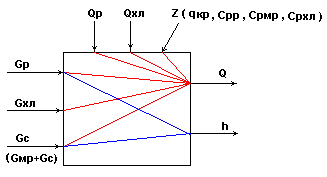
Рис.6.
Основные регулируемые переменные:
 ;
;
Возможные регулирующие воздействия:

Возможные контролируемые возмущения:
Возможные неконтролируемые возмущения:
 .
.
В целом, кристаллизатор является сложным многосвязным объектом.
Типовая схема автоматизации процесса кристаллизации
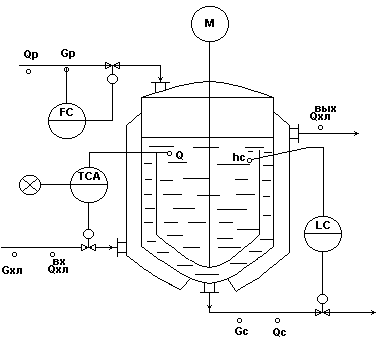
Рис.7.
Регулирование.
Регулирование в аппарате по подаче хладоагента Gхл - обеспечивает косвенное регулирование показателя эффективности процесса: = f (dкр).
Регулирование h по отбору маточного раствора Gмр - для обеспечения материального баланса по жидкой фазе.
Стабилизация расхода исходного раствора Gр - для обеспечения заданной производительности установки.
Контроль.
Расходы:
 .
.Температуры:
 .
.Уровень: h.
Сигнализация.
Значительные отклонения температуры от задания.
3. Материалы к лекции №11
Автоматизация процесса абсорбции
Равновесие в процессе абсорбции.
Число степеней свободы для системы бинарный газ+жидкость:
S = k – f + 2=3-2+2=3.
Переменные для данной системы: температура , давление Р; концентрации С.
Равновесие такой системы при постоянных и Р описывается законом Генри:
 (1),
(1),
где m - коэффициент распределения:
 (2),
(2),
где Е - константа Генри:
 (3),
(3),
где q - дифференциальная теплота растворения; R - универсальная газовая постоянная; С - константа.
На основании (2) и (3) коэффициент распределения m зависит от P и следующим образом: при Р, m ; при , Е . m.
Следовательно, растворимость газа в жидкости на основании (1), определяемая как:
 ,
увеличивается
с увеличением
давления Р
и уменьшением
температуры
.
,
увеличивается
с увеличением
давления Р
и уменьшением
температуры
.
Влияние Р и на среднюю движущую силу процесса абсорбции.
(фазовые диаграммы при противотоке распределяющих веществ)
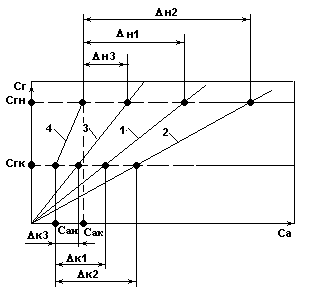
Рис.1.
При Р1 и 1 , Δср1; 2 - При Р2 > Р1 , Δср2 ; 3 - При 3 > 1 , Δср3
Результаты анализа диаграмм:
Δср =f (, Р, сгн , сгк , сан , сак );
Δср2 > Δср1 ; при Р→ Δср ;
Δср3 < Δср1 ; при → Δср
Влияние направления движения потоков
на средние движущие силы процесса абсорбции.
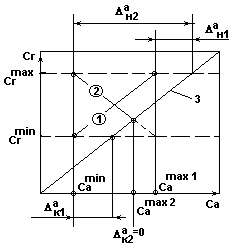
Рис.2а.
- рабочая линия процесса абсорбции при противотоке распределяющих веществ;
- рабочая линия процесса абсорбции при прямотоке распределяющих веществ;
- равновесная линия процесса абсорбции.
Движение распределяющих веществ противотоком.
Рис.2б.
Са изменяется от Саmin до Саmax1 , (
 ).
).Движущая сила:
 .
.
Движение распределяющих веществ прямотоком.
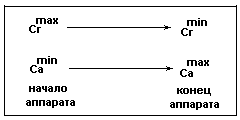
Рис.2в.
Са изменяется от Саmin до Саmax2 , (
 ).
).Движущая сила:
 .
.
Выводы по характеристикам схем противотока и прямотока:
-
 ;
2. -
;
2. -
 .
.
Кинетика процесса абсорбции.
Уравнения массопередачи в процессе абсорбции:
 (4а),
(4а),
или
 (4б),
(4б),
где
Мга - масса распределяемого компонента, переходящая из газа в абсорбент в единицу времени, кг/ч;
F - поверхность массопередачи м2;
 и
и
 ;
;
 и
и
 ;
;
Кг
, Ка
- коэффициенты
массопередачи,
 ;
;
 ;
;
 ,
,
где
г - коэффициент массоотдачи от потока газа к поверхности контакта фаз, кг/(м2 *ч);
а - коэффициент массоотдачи от поверхности контакта фаз к потоку абсорбента, кг/(м2 *ч).
Схема насадочного абсорбера.
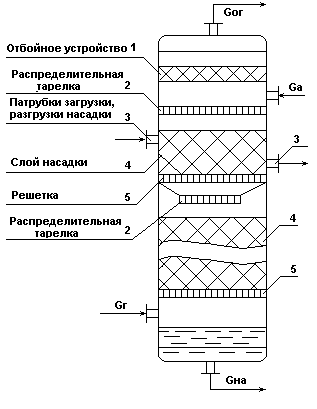
Рис.6.
Объект управления
Схема абсорбционной установки.
1, 2 –
холодильники;
3 – абсорбционная
насадочная
колонна.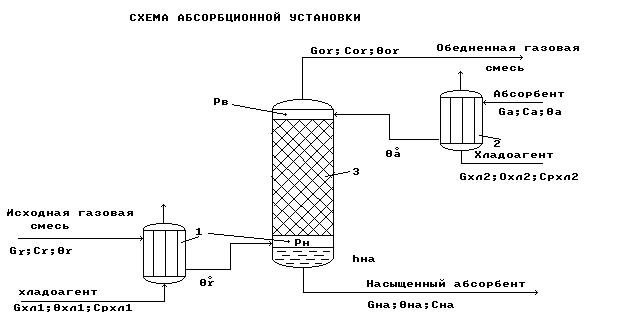
Рис.5.
Работа схемы.
Исходная газовая смесь Gг и абсорбент Gа в холодильниках 1 и 2 охлаждаются до заданных температур г0 и а0 и противотоком подаются в колонну 3.
В колонне 3 происходит извлечение целевого (распределяемого) компонента из исходной газовой смеси с помощью жидкого абсорбента.
В результате массообменного процесса между газовой и жидкой фазами получают:
в низу колонны - насыщенный абсорбент Gна с концентрацией целевого (распределяемого) компонента сна;
в верху колонны - обедненную газовую смесь Gог с концентрацией целевого (распределяемого) компонента сог .
Показатель эффективности процесса - концентрация распределяемого компонента в обедненной газовой смеси сог.
Цель управления - обеспечение сог = согзд на минимально возможном для данной установки значении.
Материальный баланс по целевому компоненту.
Материальный баланс по целевому компоненту в газовой фазе.
Уравнение динамики:
 (1),
(1),
где Мгна - масса целевого компонента, переходящая из газовой фазы в жидкую в единицу времени, кг/ч.
Уравнение
статики
 :
:
 (2).
(2).
Из
выражений (1) и
(2) следует, что: (3),
(3),
где Мгна - определяется уравнением массопередачи.
Материальный баланс по целевому компоненту в насыщенном абсорбенте.
Уравнение динамики:
 (4).
(4).
Уравнение
статики
 :
:
 (5).
(5).
Из выражений
(4) и (5) следует,
что:  (6),
(6),
где Mгна - определяется уравнением массопередачи.
Материальный баланс по общему количеству целевого компонента в процессе абсорбции.
Уравнение динамики:

29-04-2015, 04:00